Формы специализаций подразделений предприятия
Формы специализаций основных цехов предприятий машиностроения (радиоэлектронного приборостроения) зависят от стадий, в которых происходят производственные процессы (заготовительной, обрабатывающей и сборочной). Специализация означает ограничение разнообразия. Специализация принимает следующие формы:
 технологическую,
технологическую,
предметную,
предметно-технологическую (смешанную).
При технологической форме специализации в цехах выполняется определенная часть технологического процесса, состоящая из нескольких однотипных операций при широкой номенклатуре обрабатываемых деталей. При этом в цехах устанавливается однотипное оборудование. Примером цехов технологической специализации могут служить литейные, кузнечные, термические, гальванические и др.; среди механообрабатывающих цехов - токарные, фрезерные, шлифовальные и др. В таких цехах, как правило, изготавливается вся номенклатура заготовок или деталей, либо если это сборочный цех, то в нем собираются все изделия, выпускаемые предприятием.
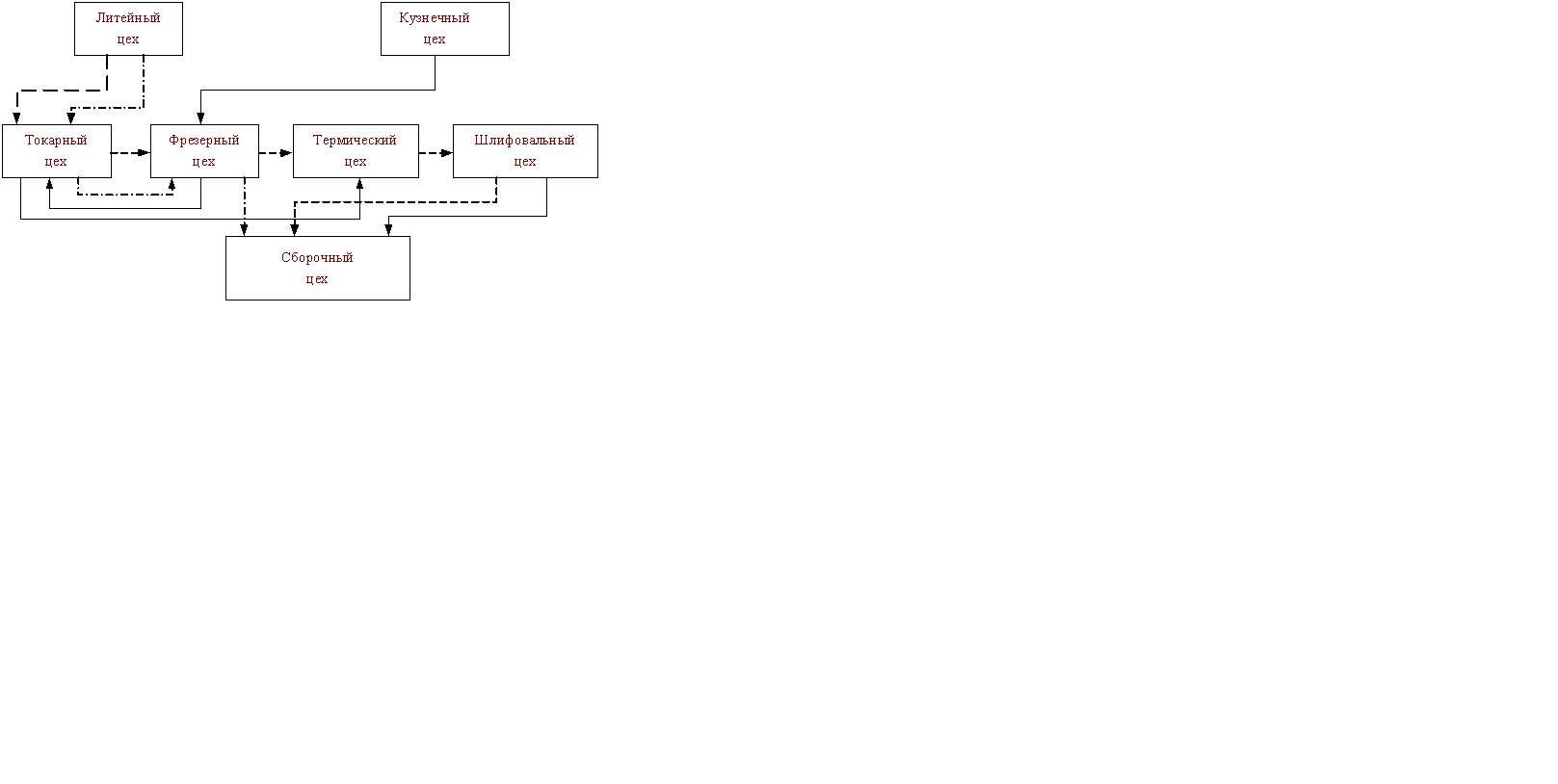
Рис. 8. Схема формирования цехов по технологическому принципу специализации
Преимущества технологической формы специализации:
облегчает техническое руководство;
создает более широкие возможности регулирования загрузки оборудования, организации обмена опытом, применения рациональных технологических методов производства (например, литье под давлением, кокильное и центробежное литье и т. д.);
обеспечивает большую гибкость производства при освоении выпуска новых изделий и расширении изготавливаемой номенклатуры без существенного изменения уже применяемых оборудования и технологических процессов.
Недостатки технологической формы специализации:
усложняет и удорожает внутризаводское кооперирование;
ограничивает ответственность руководителей подразделений за выполнение только определенной части производственного процесса.
По технологическому принципу преимущественно формируются цехи на предприятиях единичного и мелкосерийного производства, выпускающих разнообразную и неустойчивую номенклатуру изделий.
Предметная форма специализации цехов характерна для узкой предметной специализации. В цехах полностью изготовляются закрепленные за ними детали или изделия узкой номенклатуры (рис. 9).
Для цехов с предметной формой специализации характерны разнообразные оборудование и оснастка, но узкая номенклатура деталей или изделий. Оборудование подбирается в соответствии с технологическим процессом и располагается в зависимости от последовательности выполняемых операций, т.е. используется принцип прямоточности. Такое формирование цехов наиболее характерно для предприятий серийного и массового производства.
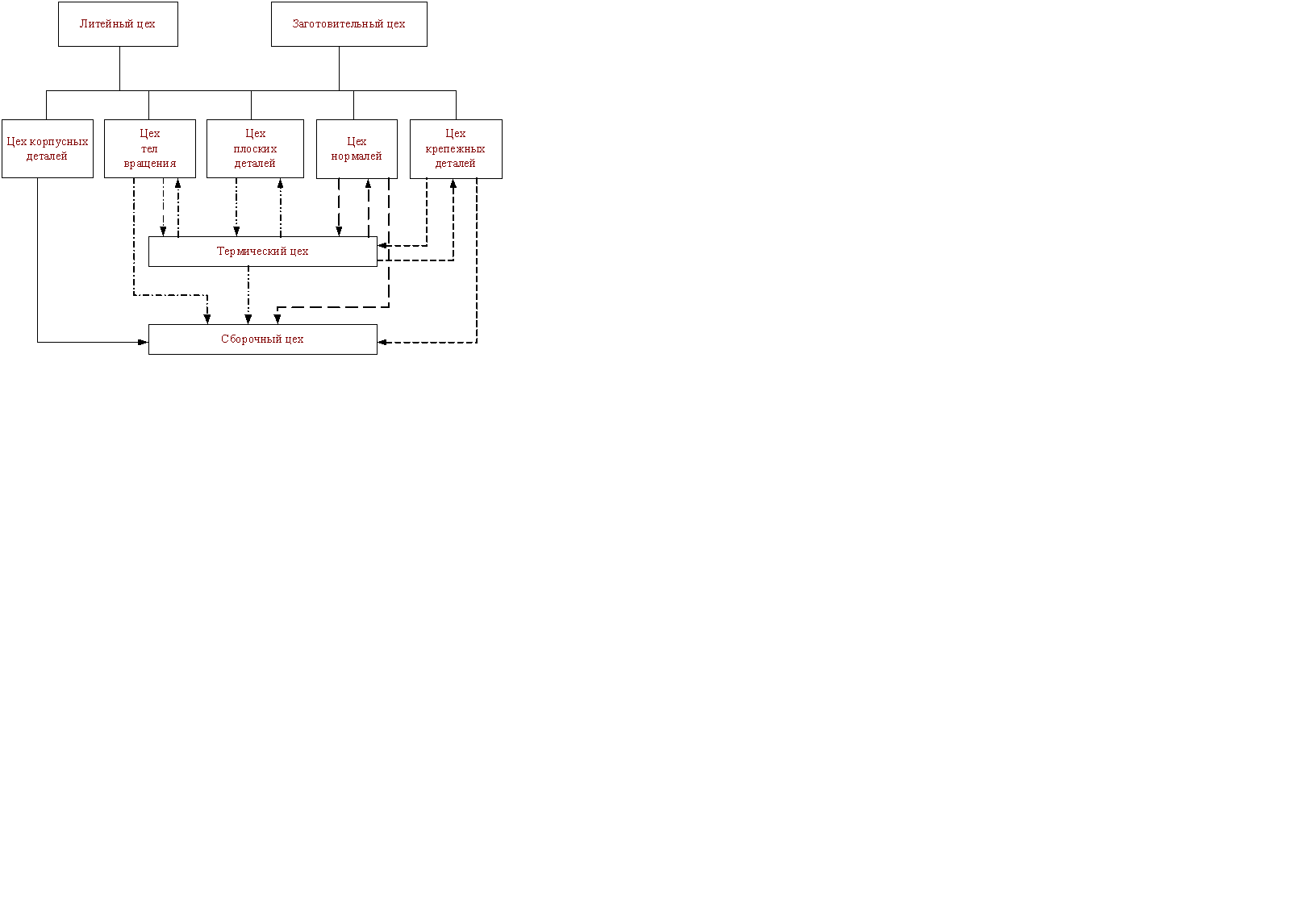
Рис. 9. Схема формирования цехов по предметному принципу специализации
Преимущества предметной формы специализации:
простое согласование производственного процесса;
устойчивая повторяемость производственного процесса;
повышение ответственности руководителя цеха за выпуск продукции в установленные сроки, требуемого количества и качества;
упрощение оперативно-производственного планирования;
сокращение производственного цикла;
уменьшение числа и разнообразия маршрутов движения предметов труда,
сокращение потерь времени на переналадку оборудования;
уменьшение межоперационного времени и ликвидация межцехового пролеживания;
создание условий, благоприятных для внедрения поточных методов производства, комплексной механизации и автоматизации производственных процессов.
Опыт работы предприятий показывает, что при предметной форме специализации цехов, указанные выше преимущества приводят к повышению производительности труда рабочих и ритмичности производства, к снижению себестоимости продукции, росту прибыли и рентабельности и к улучшению других технико-экономических показателей.
Предметная форма специализации имеет и недостатки, в частности, необходимость дорогостоящей их реконструкции цеха при изменении номенклатуры изделий.
Создание цехов, специализированных на выпуске ограниченной номенклатуры предметов труда, целесообразно лишь при больших объемах их выпуска. Только в этом случае загрузка оборудования будет достаточно полной, а переналадка оборудования, связанная с переходом на выпуск другого объекта, не будет вызывать больших потерь времени. В цехах создается возможность осуществлять замкнутый (законченный) цикл производства продукции. Такие цехи получили название предметно-замкнутые. В них иногда совмещаются заготовительная и обрабатывающая или обрабатывающая и сборочная стадии (например, механосборочный цех).
Технологическая и предметная формы специализации в чистом виде используются довольно редко. Чаще всего на многих предприятиях машиностроения (радиоэлектронного приборостроения) применяют смешанную (предметно-технологическую) специализацию, при которой заготовительные цехи строятся по технологической форме, а обрабатывающие и сборочные цехи объединяются в предметно-замкнутые цехи или участки.
Дата добавления: 2018-05-10; просмотров: 4618;
Поиск по сайту
Узнать еще
- I. Ориентация формы в среде.
- II. Политическое развитие страны: реформы и их последствия
- IV. Первые буржуазные реформы
- TMainMenu - главное меню формы (программы)
- XX съезд КПСС и осуждение культа личности. Экономические реформы конца 50-х – начала 60-х гг. Причины их неудач. Замедление экономического роста.
- А) распределение ЗС ГО между подразделениями предприятия и их привязка к незаваливаемым оринетирам.
- Автоматический контроль формы деталей.
- Автотранспортные предприятия

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
