Монтажные соединительные элементы ПС
Способы сборки пролетных строений
Для возведения неразрезных балочных пролетных строений применяются следующие способы сборки (методы монтажа):
1. Сборка на сплошных подмостях - для пойменных пролетов мостов и пролетных строений путепроводов (рис. 1 а).
2. Навесная уравновешенная и полунавесная сборка неразрезных пролетных строений (рис. 1 б).
3. Попролетная сборка на продольно перемещаемых стальных подмостях плитно-ребристых пролетных строений (ПРК) - метод проф. Колоколова Н.М. (рис. 1 в).
4. Сборка консольно-шлюзовым краном-агрегатом (рис. 1 г).
5. Надвижка в сочетании с конвейерно-тыловой сборкой (рис. 1д).
6. Укрупнительная сборка на берегу с последующей установкой пролетного строения в проектное положение плавучими средствами (рис. 1 е)
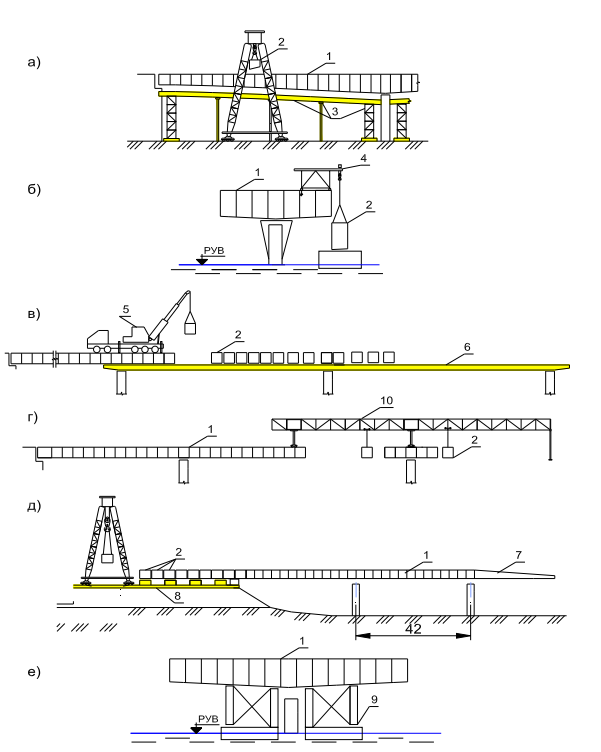
Рис.1 Методы сборки пролетного строения
Монтажные соединительные элементы ПС
Монтажные соединения могут быть сварные и на высокопрочных болтах. Сварные монтажные соединения выполняют автоматическим или полуавтоматическим способом. Ручная сварка допускается лишь как исключение. Схема сварного стыка сплошностенчатой балки с выполнением швов автоматической сваркой разработана институтом электросварки им. Е. О. Патона. Первоначально сваривают горизонтальный лист нижнего пояса (3) (рис.2). Затем устанавливают вставку (2) вертикальной стенки и выполняют вертикальные швы, после чего вваривают вставку (1) верхнего пояса. Горизонтальные швы выполняют сварочным автоматом, вертикальные швы – специальным автоматом, перемещающимся вертикально вдоль сварного шва с помощью зубчатой рейки. Угловые швы по верхнему и нижнему поясам балок выполняют полуавтоматической сваркой в среде углекислого газа.
Рис. 2 – Монтажный сварной стык главных балок со сплошной стенкой (I–V – очередность наложения сварных швов)
При соединениях на высокопрочных болтах в процессе сборки совмещают монтажные отверстия, фиксируя положение элементов пробками и заполняя ими не менее 10% отверстий. В остальные отверстия в стыке устанавливают высокопрочные болты, затягивая их до нормативного усилия, после чего пробки также заменяют болтами.
Натяжение высокопрочных болтов до проектного усилия может производиться двумя способами.
Первый способ основан на контролировании момента закручивания. Вначале болты затягивают пневматическими гайковертами до усилия, составляющего 80–90% расчетного. Дотягивание до расчетного усилия производится ручными динамометрическими ключами с индикатором момента закручивания. При втором способе величиной, контролируемой при натяжении, является угол поворота гайки, зависящий от числа тел (листов) в соединяемом пакете. Натягивают болты пневматическими гайковертами, оттарированными таким образом, чтобы в процессе закручивания гайки поворачивались на необходимый угол.
Помимо сварных и болтовых соединений, находят применение комбинированные болто-сварные стыки. Стенки при этом соединяются с помощью высокопрочных болтов, а пояса – автоматической сваркой.
Болты комбинированных соединений (в узле сочетаются сварные и болтовые соединения) натягивают в несколько этапов:
1) Установленные высокопрочные болты на первом этапе затягивают с помощью пневматических гайковертов до усилий, равных 60-70%
проектного. Проверяют плотность стягивания пакета, при этом определенные
ряды болтов, по технологическому регламенту, затягивают обычным
«рожковым» ключом от руки.
2) Проводят весь комплекс сварочных работ и выполняют геодезическую съемку данного комбинированного узла.
3) Выполняют дотяжку (тарировку) на следующем этапе после окончания всех сварочных работ на конкретном узле пролетного строения высокопрочных болтов до проектных усилий (на 100%) динамометрическими ключами статического действия с обеспечением при этом требуемых величин крутящих моментов и торцы болтов помечают краской.
4) Сдают фрикционное соединение на высокопрочных болтах представителю технадзора Заказчика.
5) Выполняют антикоррозионную защиту фрикционного соединения на высокопрочных болтах по технологическому регламенту. СП 46.13330.2012, пункт 10.25
Дата добавления: 2018-05-10; просмотров: 1425;
Поиск по сайту
Узнать еще
- D-элементы, их применение в медицине и фармации.
- III. 7 ЭЛЕМЕНТЫ СПЕЦИАЛЬНОЙ ТЕОРИИ ОТНОСИТЕЛЬНОСТИ
- Автомобильные дороги: определение группы сооружений, основные конструктивные элементы
- Аккамуляторы и топливные элементы
- Актеры и элементы Use Case
- Активные элементы из неодимового стекла
- Активные элементы схемы замещения
- Активные элементы схемы замещения

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
