Исходные и оценочные характеристики процесса резания
Исходные характеристики процесса резания определяются рядом факторов, которые можно сгруппировать следующим образом.
1. Факторы, относящиеся к заготовке: вид материала (для древесины — порода и влажность), его физико-механические свойства, наличие в материале связующего и др.
2. Факторы, относящиеся к резцу: угловые параметры, физико-механические свойства материала резца, геометрия резца, степень шероховатости граней, острота резца и др.
3. Режимы и размеры обработки: толщина и ширина слоя, скорости подачи и резания, толщина снимаемого припуска, направление резания по отношению к направлению волокон и др.
Перечисленные выше параметры задаются условиями и требованиями технологического процесса изготовления деталей. Они определяют протекание процесса резания и в первую очередь величины усилий резания, характер стружкообразования и качество получаемой в результате поверхности обработки.
Поверхность, образованная резанием, всегда отличается от номинальной поверхности, заданной чертежом изделия. Отклонениями от заданной формы поверхности характеризуется точность механической обработки, а отклонениями от идеально гладкой поверхности — ее шероховатость. На точность обработки помимо процесса резания в значительной степени влияют точность самого станка и процессы, протекающие в упругой системе «станок — инструмент—приспособление—деталь», поэтому данный вопрос будет рассмотрен в разделе III.
Другой характеристикой качества резания служит шероховатость обработанной поверхности, которая представляет собой чередование выступов и впадин. Они возникают вследствие как строения древесины и древесных материалов, так и процесса резания. Величина анатомических (или структурных) неровностей обусловлена размерами полостей сосудов древесины (или расположением древесных частиц в плитных материалах) и не зависит от процесса резания. Резание вызывает появление таких неровностей, как риски, кинематические и вибрационные неровности, неровности упругого восстановления и неровности разрушения (мшистость, ворсистость, сколы).
Качество обработанной поверхности определяет также глубина поверхностного слоя с остаточными деформациями и скрытыми разрушениями (трещинами), образованными при резании. Задачей резания является, таким образом, получение обработанных поверхностей не только с высокой гладкостью (малой шероховатостью), но и с минимальной глубиной деформированного слоя.
Параметры шероховатости древесины и древесных материалов регламентированы ГОСТ 7016—82. Установлено несколько пара метров, однако для оценки качества обработки резанием используется практически один — Rmmax — среднее арифметическое высот отдельных наибольших неровностей на поверхности:

где п — число наибольших неровностей (не менее 5); Нтax i — расстояние от высшей до низшей точки i-й наибольшей неровности.
Два типа неровностей поверхности деталей из древесины и древесных материалов — мшистость (наличие пучков волокон, не полностью отделенных от обработанной поверхности) и ворсистость (наличие отдельных не полностью отделенных волокон) — не имеют численной характеристики, в документации регламентируется только их наличие или отсутствие.
Методы определения шероховатости поверхности древесины и древесных материалов стандартизованы (ГОСТ 15612—85).
Для измерения высоты неровностей может быть использован профилограф-профилометр, двойной микроскоп МИС-11 (при Нтах ≤ 70 мкм), микроскоп ТСТТ-4 (при Нтах = 30...800 мкм) и индикаторный глубиномер (при Hтах ≤ 800 мкм). В условиях цеха шероховатость может быть оценена по образцам сравнения (эталонам), изготовленным из того же материала, что и обрабатываемая деталь, тем же видом резания и аттестованная с помощью точных приборов.
 Силовое воздействие резца на древесину
Силовое воздействие резца на древесину
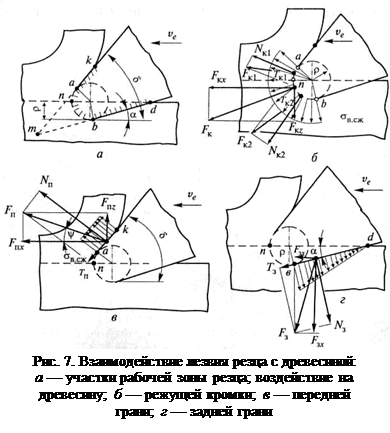
Общие положения. Рабочую зону (лезвие) резца составляют режущая кромка и прилегающие к ней участки передней и задней поверхностей. В идеальном (абсолютно остром) резце режущая кромка представляет собой линию т пересечения передней и задней поверхностей резца (рис. 7, а), а в реальном резце — переходную кривую поверхность, соединяющую переднюю и заднюю поверхности резца, которая характеризуется радиусом затупления ρ.
В начальном состоянии резец (например, нож для фрезерования) имеет плоские (в сечении прямые) рабочие участки передней и задней граней, шероховатость лезвия Нтах = 4... 5 мкм, радиус затупления ρ = 2... 5 мкм. Во время резания под действием сложных физико-химических процессов (механического истирания, окислительного процесса, теплового износа, электрохимической коррозии, электрической эрозии, абразивного износа) происходит износ резца, т.е. изменение геометрии и микрогеометрии элементов его рабочей зоны. Следствием износа является затупление резца, т.е. потеря им остроты режущих элементов.
При движении резца в древесине на поверхности его рабочей зоны (поверхности контакта) имеют место нормальные напряжения (давления) и действуют касательные силы трения. Напомним, что нормальные давления возникают всякий раз, когда два твердых тела вступают в контакт; направлены они перпендикулярно площадке контакта. А если при нормальном давлении одно тело скользит по другому, обязательно возникают силы трения, направленные по касательной к площадке — по касательной к контуру рабочей зоны в рассматриваемой точке. Величина силы трения в точке определяется величиной нормального давления σ и коэффициентом трения f: τ = σf.
Для определения величины и направления общей силы, с которой резец действует на древесину, в теории резания расчленяют всю рабочую поверхность резца на участки и рассматривают силы, действующие на каждый участок и резец в целом.
Рабочая зона резца (рис. 7, а) имеет три участка: переднюю грань (участок аk), заднюю грань (участок bd) и режущую кромку (участок anb).
Силы на режущей кромке. Точная эпюра нормальных давлений на режущую кромку неизвестна. Условно ее можно представить как часть кольца (нормальное давление одинаково по длине режущей кромки). Величина давления находится в пределах прочности древесины на сжатие σв сж, так как здесь имеет место разрушение. Режущую кромку (дугу anb) удобно рассматривать в составе двух дуг: ап и nb (рис. 7, б). Если суммировать нормальное давление (распределенную нагрузку) по контуру ап, получим равнодействующую сосредоточенную силу NK1. Если по тому же контуру суммировать силы трения, возникающие вследствие наличия нормального давления и скольжения резца по древесине от точки а к точке п, получим равнодействующую сосредоточенную силу Тк1. Сложив геометрически NK1 и Тк1, получим силу воздействия участка режущей кромки ап на древесину FK1.
Аналогично для участка режущей кромки nb будем иметь равнодействующую нормальных давлений Nk2, равнодействующую сил трения Тк2 и их геометрическую сумму — силу воздействия участка режущей кромки nb на древесину FK2. Складывая графически Fk2, получаем общую силу воздействия режущей кромки резца на древесину FK. Для практических целей силу FK удобно представить проекциями на два взаимно перпендикулярных направления — по касательной к абсолютной траектории резания (по направлению ve—FKX) и по нормали к ней FKZ.
Итак, воздействие режущей кромки на древесину сводится к двум сосредоточенным силам — касательной FKX и нормальной FKZ. Нетрудно указать, от каких факторов процесса резания зависит величина этих сил на единице длины (1 мм) режущей кромки:
от радиуса затупления ρ и углов резца α и δ (эти величины определяют длину дуги контакта);
нормального давления ав сж по контуру резца;
коэффициента трения fk (так как при заданной дуге контакта эти характеристики определяют величины равнодействующих NK и ТK). Таким образом,

Главный из выявленных факторов — радиус затупления ρ. Если принять остальные факторы за постоянные величины, получим приблизительные зависимости

где А, А' — сомножители, не зависящие от ρ.
Из последних зависимостей следует, что при очень острых резцах (ρ близко к 0) силы на режущей кромке практически отсутствуют.
Силы на передней грани. При внедрении резца в заготовку вслед за начальной стадией упругого деформирования древесины передней гранью уже при очень малом перемещении резца разрушаются клеточные стенки. Давление по поверхности соприкосновения передней грани с древесиной сразу же достигает величины временного сопротивления древесины смятию σв см (рис. 7, в).
При дальнейшем продвижении резца смятая передней гранью древесина давит на не сломанные еще ряды соседних клеток и разрушает их. Это разрушение протекает при неизменном напряжении σв см, поэтому среднее удельное давление на передней грани остается постоянным, не зависящим от глубины внедрения резца.
Результирующая нормальных сил на передней грани в таком случае имеет вид

где ак — длина контакта передней грани резца со стружкой (ширина детали принимается равной единице).
Возникающая при движении сила трения по передней грани

где fп — коэффициент трения передней грани резца по стружке.
Геометрическое сложение Nn и Тп дает суммарную силу воздействия передней грани резца на древесину Fn. Разложив силу на две составляющие по тем же направлениям, что и силу на режущей кромке FK, сводим воздействие передней грани резца на древесину к касательной силе Fax и нормальной Fnz (по отношению к направлению абсолютной скорости резания).
Из выражения для Nn и Тп следует, что силы на передней грани зависят от свойств древесины (σв см), угла резания δ, трения стружки по передней грани резца fn, а также от глубины внедрения резца, считая от начала резания или от момента образования предыдущего элемента стружки (так как ак = x/cosδ).
Силы на задней грани. При резании (рис. 7, г) резец подминает под себя объем древесины nbd. Поскольку величина ρ мала, можно считать, что деформирование древесины происходит в упругой зоне. Давление в этом случае будет пропорционально деформации древесины в данной точке: наибольшее в точке b, наименьшее (равное нулю) в точке d, где древесина не деформирована. Эпюра давления изображается треугольником.
Результирующая нормальных давлений по задней грани на схеме показана вектором N3, результирующая сила трения — вектором Т3, суммарная сила воздействия задней грани — вектором F3, а также его составляющими: касательной F3X и нормальной F3Z.
Профессор С. А. Воскресенский получил следующие формулы для сил по задней грани:

 где с — коэффициент упругости поверхности древесины (произведение с, Н/мм3, на абсолютную деформацию у, мм, поверхности древесины в данной точке дает величину давления по задней грани в этой точке а3, Н/мм2: су = а3); ρ — радиус затупления резца; α — задний угол резца; f3 — коэффициент трения между задней гранью резца и древесиной.
где с — коэффициент упругости поверхности древесины (произведение с, Н/мм3, на абсолютную деформацию у, мм, поверхности древесины в данной точке дает величину давления по задней грани в этой точке а3, Н/мм2: су = а3); ρ — радиус затупления резца; α — задний угол резца; f3 — коэффициент трения между задней гранью резца и древесиной.
Силы на резце в целом. Очевидно, чтобы получить общую силу воздействия резца на древесину F, необходимо сложить векторы сил воздействия отдельных участков:

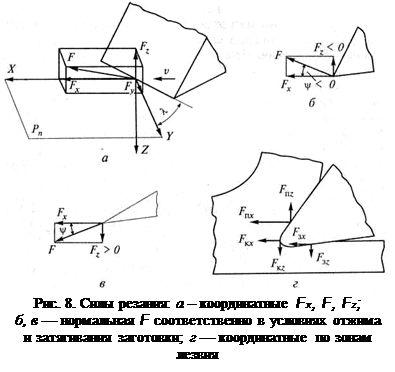
Для решения практических задач, связанных с расчетами энергоемкости процесса резания, прочности и жесткости элементов режущего инструмента и станка, параметров режима резания, распределенную нагрузку на обрабатываемый материал заменяют сосредоточенной результирующей (равнодействующей, суммарной) силой резания F и оперируют ее составляющими — проекциями на координатные оси X, Y, Z (рис. 8, а).
Направление координатных осей для составляющих силы резания выбрано с учетом практических потребностей, в том числе удобства измерения: направление X совпадает с направлением вектора скорости главного движения v (с касательной к траектории главного движения), ось Y нормальна вектору v и лежит в плоскости резания, ось Z нормальна плоскости резания и, следовательно, нормальна к осям X и Y. Составляющие силы F, ее проекции на координатные оси, имеют названия: Fx — касательная сила, Fz — нормальная сила, Fy — боковая сила.
Боковая сила Fy = 0, если режущая кромка расположена перпендикулярно вектору v, т. е. при угле наклона λ = 0. Касательная сила Fx при всех условиях резания положительна. Нормальная сила Fz в зависимости от исходных условий резания может быть направлена в сторону стружки, тогда ей приписывают знак «минус» и называют силой затягивания (рис. 8, б), или в сторону заготовки, тогда ей приписывают знак «плюс» и называют силой отжима (рис. 8, в).
Результирующую силу резания F следует рассматривать как векторную сумму сил, действующих со стороны отдельных элементов лезвия: режущей кромки FK, передней Fn и задней F3 поверхностей. Эти силы, в свою очередь, могут быть представлены координатными составляющими (рис. 8, г). Связь между силой резания F и ее координатными составляющими, с одной стороны, и силами, действующими со стороны отдельных элементов лезвия, и их координатными составляющими, с другой стороны, выражается следующими соотношениями:

Очевидно, что воздействие лезвия на заготовку силой резания F вызывает реакцию — силу сопротивления резанию F', действующую со стороны заготовки на лезвие. Обычно силы F и F' равны по абсолютной величине и противоположны по направлению.
В расчетах процессов резания используют следующие показатели, связанные с силами резания: единичную силу резания, удельную силу резания, удельную работу резания.
Единичной силой резания F] (Н) называют силу резания, необходимую для удаления срезаемого слоя шириной 1 мм:

По аналогии с единичной силой резания пользуются единичными координатными силами:

При этом исходят из обычно наблюдаемой прямой пропорциональности силы резания ширине срезаемого слоя.
Удельная сила резания Fya (Н/мм2) — это касательная сила, необходимая для удаления срезаемого слоя сечением 1 мм2:

где а и b — соответственно толщина и ширина срезаемого слоя.
При наличии справочных сведений о численных значениях Fya касательная сила Fx определяется просто по размерам поперечного сечения срезаемого слоя.
Удельная работа резания К (Дж/см3) — работа касательной силы, необходимая для превращения в стружку 1 см3 припуска:

где Fx l — работа касательной силы на длине срезаемого слоя; abl — объем V срезаемого слоя.
Удельная работа К численно равна удельной силе резания Fyд.
Из формулы (20) следует, что мощность резания, Вт, т. е. работа в единицу времени, с, запишется в виде

где Vx = V/t — номинальный объем слоя, срезанного за 1 с, см3/с.
Когда известна сила резания Fx, Н, мощность резания вычисляют по известной формуле механики Ррез = Fxv.
В общем случае в процессе резания периодически срезается слой переменной толщины, вследствие чего величина силы резания в течение одного цикла резания не остается постоянной. Для ее характеристики пользуются либо характерными мгновенными значениями (например, максимальной силой), либо усредненными значениями.
Стружкообразование
Общая схема. Закономерности образования стружек посвящен специальный раздел учения о резании — теория стружкообразования.
Форма стружки находится в тесной взаимосвязи с усилиями резания и качеством обработанной поверхности. Познавая закономерности образования стружки, мы получаем возможность управлять процессом резания. Рассмотрим общую схему стружкообразования (рис. 9, а). Она приблизительно соответствует резанию поперек волокон, если считать, что в этом направлении древесина ведет себя как изотропный материал, обладающий свойствами, средними между свойствами ранней и поздней древесины. Если резец идеально острый (ρ = 0), то исключается силовое воздействие режущей кромки и задней грани и сила со стороны резца в целом равна силе по передней грани: F = Fn = Fnx. Внедряясь в древесину, резец деформирует подрезанную лезвием стружку. На некоторой длине пк стружка соприкасается с передней гранью ножа, а выше точки к отходит от нее (закручивается) вследствие неодинаковой деформации наружных и внутренних слоев.
Граница между срезанной и несрезанной частями стружки проходит через вершину лезвия п и точку п{, где изгибается верхняя поверхность стружки. Можно считать, что по плоскости ппх образуется стружка. Положение этой плоскости в древесине характеризуется углом ее наклона к поверхности резания.
Стружку можно представить как консольную балку, заделанную в опору по плоскости ппь и применить к ее расчету законы сопротивления материалов.
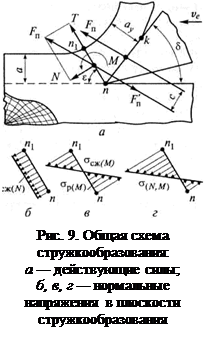 Перенесем силу Fn в середину сечения пп1, для чего приложим в этом месте две силы, равные по величине Fn, одна из которых — F” по направлению совпадает с Fn, а другая Fn’ — ей противоположна. Получаем: со стороны подрезанной стружки на неподрезанную в плоскости пп1 действуют сила Fn и момент М = Fnc, где с — плечо пары сил Fn и Fn’. Заменим силу Fn на ее составляющие Т (по плоскости пп1) и N (по нормали к пп1). Сила Т вызывает сдвиг подрезанной стружки вдоль поверхности пп1 (влево и вверх см. на рис. 9, a), создавая касательные напряжения τ по этому сечению. Сила N стремится прижать подрезанную часть стружки к сечению, вызывая нормальные напряжения сжатия σсж по плоскости пп1 (рис. 9, б). Момент М, изгибая стружку-балку против часовой стрелки, создает нормальные напряжения сжатия σсж в верхней зоне стружки и растяжения σр в нижней (рис. 9, в).
Перенесем силу Fn в середину сечения пп1, для чего приложим в этом месте две силы, равные по величине Fn, одна из которых — F” по направлению совпадает с Fn, а другая Fn’ — ей противоположна. Получаем: со стороны подрезанной стружки на неподрезанную в плоскости пп1 действуют сила Fn и момент М = Fnc, где с — плечо пары сил Fn и Fn’. Заменим силу Fn на ее составляющие Т (по плоскости пп1) и N (по нормали к пп1). Сила Т вызывает сдвиг подрезанной стружки вдоль поверхности пп1 (влево и вверх см. на рис. 9, a), создавая касательные напряжения τ по этому сечению. Сила N стремится прижать подрезанную часть стружки к сечению, вызывая нормальные напряжения сжатия σсж по плоскости пп1 (рис. 9, б). Момент М, изгибая стружку-балку против часовой стрелки, создает нормальные напряжения сжатия σсж в верхней зоне стружки и растяжения σр в нижней (рис. 9, в).
Касательные напряжения τ распределены примерно равномерно по плоскости ппу. Нормальные напряжения в точке п (у лезвия) — растягивающие, так как растягивающие напряжения от момента обычно значительно превышают сжимающие от силы N. У точки пх нормальные напряжения — всегда напряжения сжатия. Примерный характер распределения нормальных напряжений по сечению ппх (суммарных от N u М) показан на рис. 9, г.
Напряжения τ, σсж, σр в плоскости стружкообразования пп1 зависят от многих факторов процесса резания, главным образом от свойств древесины, толщины стружки а, угла резания δ, радиуса затупления лезвия ρ и условий скольжения древесины по поверхности резца (коэффициента трения fn).
Чем глубже внедряется резец в древесину, тем больше становятся напряжения в стружке. Нарастают напряжения неравномерно (одни быстрее, другие медленнее), поэтому одно из них (в зависимости от исходных условий резания) раньше других достигает опасной величины — предела упругости или предела прочности. Именно это напряжение будет определять вид разрушения стружки, ее форму, качество обработанной поверхности. Надо еще учесть, что по основным структурным направлениям древесина по-разному сопротивляется различным видам напряжений. Сказанное выше объясняет многообразие форм стружки.
Стружкообразование при резании поперек волокон. При действии сил поперек волокон древесина слабее всего сопротивляется растяжению, лучше — сдвигу (скалыванию) и еще лучше — сжатию. Таким образом, вид стружкообразования определяет касательное напряжение сдвига τ в плоскости пп1 или нормальное напряжение растяжения σр в точке п.
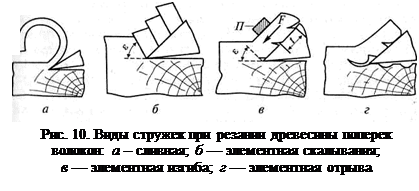 Когда главную роль играют напряжения τ, стружка может получаться либо сливной (в виде ленты или спирали без внутренних трещин, рис. 10, а), либо элементной (из отдельных элементов, сохраняющих или не сохраняющих связь между собой, рис. 10, б, в, г).
Когда главную роль играют напряжения τ, стружка может получаться либо сливной (в виде ленты или спирали без внутренних трещин, рис. 10, а), либо элементной (из отдельных элементов, сохраняющих или не сохраняющих связь между собой, рис. 10, б, в, г).
В первом случае напряжения τ, при которых образуется стружка, не достигают предела прочности материала при сдвиге поперек волокон, стружка не разрушается, а поверхность резания формируется гладкой. Но такие условия резания, при которых образуется тонкая сливная стружка (влажная или проваренная древесина), довольно редки. Обычно стружка образуется при напряжениях τ, достигающих предела прочности древесины при скалывании поперек волокон. Получается элементная стружка скалывания, состоящая из элементов, сколотых под углом ε к поверхности резания (см. рис. 10, б). Качество поверхности резания может быть достаточно высоким, если при этом не добавляются другие разрушения, например трещина, бегущая впереди резца (рис. 10, г). Очевидно, что такой процесс непригоден для получения стружки – продукта, но он вполне может иметь место, например, при удалении припуска заготовки поперечным фрезерованием.
Для поперечного резания типичны случаи, когда вид стружкообразования определяют нормальные напряжения растяжения σр у точки п (см. рис. 9, г). Если они не достигают предела прочности к тому моменту, когда установится длина зоны контакта стружки с передней гранью резца, то разрушения в стружке не появятся и она будет сливной.
 В наиболее распространенных случаях поперечного резания древесины (строгание и лущение шпона) напряжения растяжения по плоскости пп1 достигают предела прочности древесины. Этому моменту соответствует образование трещины в точке п. Трещины возникают через определенное расстояние (шаг τ), и средний угол их наклона к поверхности совпадает с углом ε. Они не выходят на поверхность, так как у точки п1 уже будут напряжения сжатия. Стружка получается элементной — лентообразной с внутренними трещинами (см. рис. 10, в). Трещины в шпоне (стружке-продукте) отрицательно сказываются на механической прочности и внешнем виде изделий. Важная задача состоит в том, чтобы улучшить процесс стружкообразования, предотвратить образование трещин. Рассмотрим один из путей ее решения.
В наиболее распространенных случаях поперечного резания древесины (строгание и лущение шпона) напряжения растяжения по плоскости пп1 достигают предела прочности древесины. Этому моменту соответствует образование трещины в точке п. Трещины возникают через определенное расстояние (шаг τ), и средний угол их наклона к поверхности совпадает с углом ε. Они не выходят на поверхность, так как у точки п1 уже будут напряжения сжатия. Стружка получается элементной — лентообразной с внутренними трещинами (см. рис. 10, в). Трещины в шпоне (стружке-продукте) отрицательно сказываются на механической прочности и внешнем виде изделий. Важная задача состоит в том, чтобы улучшить процесс стружкообразования, предотвратить образование трещин. Рассмотрим один из путей ее решения.
Чтобы уничтожить или свести к минимуму вредные растягивающие напряжения в плоскости пп1 (см. рис. 9, г) и, следовательно, воспрепятствовать появлению трещин, нужно приложить к стружке некоторую внешнюю сжимающую силу F (см. рис. 10, в), действующую вдоль стружки по направлению к ее основанию. Для получения такой силы можно, например, пропустить стружку через щель между ножом и специальным прижимом П (прижимной линейкой), т.е. обжать ее.
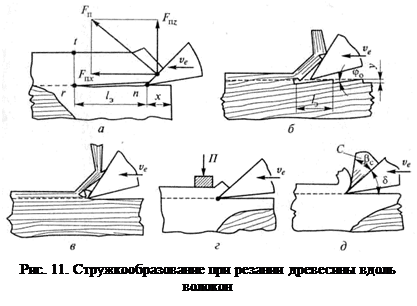
Стружкообразование при резании вдоль волокон. При резании вдоль волокон положение плоскости, в которой разрушается древесина при образовании стружки, предопределено направлением волокон. Такой плоскостью будет сама плоскость волокон, потому что перпендикулярно ей древесина слабее всего сопротивляется действующим силам.
Имеется две формы стружки — сливная спиральная и элементная многоугольная. Спиральная стружка получается обычно при малой толщине (не более 0,2 мм). Можно получить спиральную стружку и более толстую, но при особых условиях резания: малом угле резания δ и сырой или проваренной древесине. Как правило, при α > 0,1 ...0,2 мм получается многоугольная стружка.
Сила Fnz (именно эта составляющая силы Fn наиболее опасна, так как действует перпендикулярно волокнам) нарастает пропорционально внедрению х резца в древесину (рис. 11, а). Это нарастание заканчивается отрывом стружки от заготовки и образованием опережающей трещины, распространяющейся перед резцом с большой скоростью. Убегая, трещина достигает длины lэ, при которой изгибающий момент М = Fnz lэ ломает стружку в сечении rt, образуя элемент стружки. Далее до точки r резец продвигается, встречая небольшое сопротивление и подчищая образованную поверхность, а затем начинается образование следующего элемента стружки.
Образованию многоугольной стружки сопутствует низкое качество поверхности. В результате неточного совпадения поверхности резания с положением волокон опережающие трещины на участках резания против волокон могут уходить в толщу материала и при изломе элементов стружки давать неровности, показанные на рис. 11, б. На участках резания по волокнам поверхность получается гладкой в результате снятия тонкой подстружки при продвижении резца после образования элемента основной стружки (рис. 11, в).
Зная происхождение неровностей на образованной поверхности, можно указать способ их уменьшения: надо так изменить условия стружкообразования, чтобы длина элементов стружки была минимальной (при длине элементов lэ = 0 стружка станет сливной). На практике задача решается с помощью специальных устройств — подпоров П и стружколомателей С (рис. 11, г, д).
Подпор действует на древесину в зоне резания, непосредственно препятствуя образованию и развитию опережающей трещины. Стружколоматель, устанавливаемый вблизи лезвия резца со стороны передней грани и способствующий крутому загибанию и надламыванию стружки сразу после ее образования резцом, выполняет ту же работу, что и подпор, но действует на зону резания перед резцом не непосредственно, а через стружку.
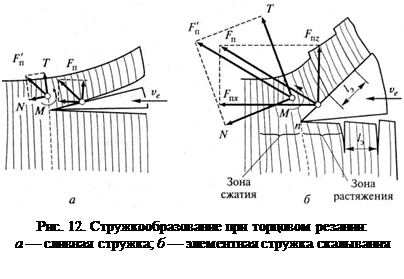 Стружкообразование при резании в торец. Как и при резании вдоль волокон, положение плоскости разрушения древесины при образовании стружки в этом случае предопределено направлением волокон: элементы стружки образуются по плоскости, совпадающей с направлением волокон, где связи в древесине наиболее слабые.
Стружкообразование при резании в торец. Как и при резании вдоль волокон, положение плоскости разрушения древесины при образовании стружки в этом случае предопределено направлением волокон: элементы стружки образуются по плоскости, совпадающей с направлением волокон, где связи в древесине наиболее слабые.
Сливную стружку в момент резания (она очень непрочна и разрушается уже при попытке снять ее с передней грани резца) можно получить, если ее толщина мала, а древесина влажная (рис. 12, а).
Достаточно толстая стружка торцового резания — это типичная элементная стружка скалывания (рис. 12, б). Она состоит из элементов приблизительно трапециевидной формы, иногда слабо связанных между собой по плоскости скалывания. Из-за больших усилий резания и сравнительно слабого сопротивления древесины на сжатие поперек волокон (в направлении силы Fnx) стружка претерпевает значительную усадку. Это значит, что фактическая длина стружки (или одного элемента) меньше, чем номинальная длина стружки (или одного элемента).
Часто образование элементов стружки сопровождается образованием трещины в обрабатываемой заготовке под поверхностью резания. Причина образования этих трещин — наличие в древесине под поверхностью резания зон сжатия (перед резцом) и растяжения (за резцом), на границе которых разрушаются слабые связи между волокнами. Качество поверхности, полученной при образовании элементной стружки с расслоением древесины под поверхностью резания, невысокое.
Выводы. 1. Каждый случай образования стружки может быть отнесен к одному из двух типов процесса стружкообразования:
а) неустановившийся процесс стружкообразования. По мере углубления резца в древесину длина зоны контакта стружки с передней гранью резца непрерывно увеличивается до тех пор, пока не образуется элемент стружки или трещина в ней. Процесс характеризуется образованием элементной стружки, т.е. стружки, состоящей из элементов, сохраняющих или не сохраняющих некоторую связь между собой;
б) установившийся процесс стружкообразования. При внедрении резца в древесину длина зоны контакта вначале возрастает, по затем стабилизируется еще до того момента, когда мог бы образоваться элемент стружки или трещина в ней. Процесс характеризуется образованием сливной стружки, т. е. стружки в виде ленты или спирали без внутренних трещин.
2. Видом стружки предопределяется качество поверхности резания и качество самой стружки. Качество поверхности характеризуется главным образом ее шероховатостью, а качество стружки (в частности, шпона) — внутренними трещинами и поверхностными неровностями.
3. Стремясь обеспечить высокое качество обработки резанием, необходимо организовывать установившийся процесс стружкообразования, т.е. так подбирать условия (режим) резания, чтобы получалась сливная стружка.
4. Когда заданные исходные условия резания не позволяют организовать установившийся процесс, необходимо правильно использовать специальные устройства для активного воздействия на процесс образования стружки: прижимные линейки, подпоры, струж- коломатели. Той же цели в отдельных случаях может служить изменение свойств обрабатываемого материала (например, гидротермическая обработка древесины).
5. В процессах сложного резания на станках, как отмечалось в гл. 1, имеют место переходные (между тремя главными) виды резания. Чтобы улучшить процесс резания, надо в каждом отдельном случае определить, какой вид стружкообразования и на каких участках поверхности резания (относительно волокон) оставляет наибольшие дефектные места на обработанной поверхности или в стружке, а затем улучшить организацию резания на этих участках.
 Влияние основных факторов процесса на силу резания и качество обработки
Влияние основных факторов процесса на силу резания и качество обработки
Влияние породы древесины. На обрабатываемость, т.е. на силовые и качественные показатели процесса резания, влияют структура и механические свойства обрабатываемой древесины, которые различны у древесины разных пород. Влияние структуры трудно оценить количественно. Между показателями механических свойств древесины и силами резания имеется непосредственная связь.
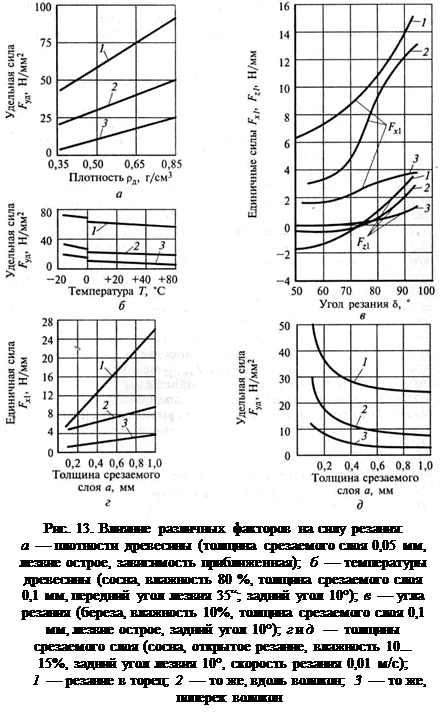
Практический интерес представляет зависимость силы резания от плотности древесины, так как известно, что механические показатели связаны с плотностью. В простейшем случае, полагая, что имеется прямая пропорциональная зависимость между удельной силой резания Fуд и плотностью ρд, удельную силу резания древе-сины данной породы можно приближенно определить по ее плотности путем экстраполяции имеющихся данных о плотности и удельной силе резания древесины двух других пород или по графику на рис. 13, а.
В расчетах резания влияние породы на касательную силу оценивают в относительных единицах, принимая за единицу силу резания древесины сосны в определенных условиях. Примерные значения относительной силы резания в расчетах используются как поправочные множители, учитывающие породу древесины.
Значения поправочного множителя ап = Fx/Fx сосны для резания древесины различных пород приведены ниже.
Влияние влажности. При увеличении влажности до предела гигроскопичности (W= 30 %) снижаются показатели механической прочности древесины и, следовательно, уменьшается сила резания.
При открытом резании древесины, имеющей влажность выше предела гигроскопичности, свободная влага попадает на поверхности лезвия и действует как смазка. При этом уменьшается коэффициент трения и в конечном счете дополнительно уменьшается сила резания.
При закрытом резании (пилении), когда активно взаимодействуют с древесиной задние поверхности вспомогательных лезвий (боковые поверхности зубьев) и даже поверхности корпуса инструмента (полотна пилы), влияние влажности древесины проявляется по-другому: при увеличении влажности повышаются упругие свойства древесины, усиливается «защемление» лезвия в пропиле, увеличивается сила резания.
Если принять за единицу силу резания Fxw = 10 сухой древесины (влажностью W = 10 %), то силу резания древесины иной влажности Fxw можно получить, умножая Fxw =10 на поправочный множитель aw. Множители aw = FXW/FXW = 10 приведены ниже.
Влияние температуры. Прочность древесины, особенно влажной, при нагревании уменьшается. Это вызывает уменьшение силы резания. На рис. 13, б представлена зависимость удельной силы резания от температуры. Графики показывают, что в условиях опыта, например при резании вдоль волокон, сила резания уменьшается на 40% при повышении температуры от -15 до +60 °С. Скачок силы при 0 °С объясняется различием сил резания замороженной древесины при 0°С (в процессе оттаивания) и незамороженной древесины при 0°С (в процессе замораживания). В расчетах влияние температуры древесины на силу резания учитывают поправочным множителем ат = FXT/FX.T = 20, приведенным ниже.
Влияние толщины срезаемого слоя. Известно, что сила резания F и ее составляющие — касательная Fx и нормальная Fz — складываются из сил, действующих со стороны отдельных элементов лезвия: режущей кромки, передней и задней поверхностей. Единичные силы на режущей кромке и задней поверхности не зависят от толщины срезаемого слоя (их сумма составляет силу по поверхности резания Fnр1). Сила на передней поверхности практически для всех случаев станочного резания (0,1 мм ≤ а ≤ 1,0 мм) прямо пропорциональна толщине срезаемого слоя а, т.е. Fxnl = Кпа, где Кп — коэффициент пропорциональности. Таким образом, уравнение для единичной касательной силы Fx1 записывается в виде

График этого уравнения (рис. 13, г) — прямая линия, наклоненная к оси абсцисс (тангенс угла наклона равен Кп) и отсекающая на оси ординат отрезок, соответствующий силе по поверхности резания Fnр1.
Удельная сила резания Fya также зависит от толщины срезаемого слоя:

На графике (рис. 13, д) показан характер этой зависимости: удельная сила резания Fya уменьшается по мере увеличения толщины слоя. Следовательно, с энергетической точки зрения экономнее удалять технологический припуск заготовки, снимая толстые слои за однократный проход лезвия. При этом надо, однако, помнить, что увеличение толщины срезаемого слоя обычно отрицательно сказывается на качестве обработки. Это объясняется изменением характера стружкообразования: стружка приобретает все более выраженную элементность, на поверхности резания углубляются неровности разрушения.
Нормальная сила резания Fz также зависит от толщины срезаемого слоя. При очень малых значениях а (а < 0,1...0,2 мм) она проявляется как сила отжима (+FZ). С увеличением а обычно нормальная сила меняет знак, переходит в силу затягивания (- FZ). Однако величина нормальной силы зависит от многих исходных условий резания, в результате чего влияние толщины срезаемого слоя проявляется неоднозначно.
Для расчетов процесса резания необходимы численные значения касательной и нормальной единичных сил резания, удельной работы резания, а также параметров шероховатости обработанной поверхности для различных толщин срезаемого слоя. Такие данные приводятся для конкретных процессов станочного резания в соответствующих параграфах.
Влияние вида резания. Сила резания для трех главных видов различна: наименьшая сила требуется для поперечного резания, для продольного резания в тех же условиях она больше примерно в 2 раза, для торцового — в 5...6 раз.
Переходные виды резания характеризуются промежуточными значениями сил для соответствующих главных видов. В расчетах влияние вида резания учитывается соответствующими
Дата добавления: 2017-11-21; просмотров: 3691;
Поиск по сайту
Узнать еще
- Cила резания при точении
- I-s диаграмма рабочего процесса ГТД
- I. Диалектический характер процесса познания
- I.2.3 ПЕРВЫЙ ЗАКОН (НАЧАЛО) ТЕРМОДИНАМИКИ. ПРИМЕНЕНИЕ ПЕРВОГО ЗАКОНА ТЕРМОДИНАМИКИ К ИЗОПРОЦЕССАМ
- II. Физические характеристики участников коммуникации
- N Новизна и оригинальность процесса или результата
- Process Control Block и контекст процесса
- U – образные и рабочие характеристики синхронного двигателя

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
