Нормы расстояний между оборудованием
При расстановке оборудования на участке механического цеха необходимо руководствоваться Санитарными Нормами и Правилами (СНИП) для определения размеров промежутков между станками в продольном и поперечном направлениях и размеров расстояний от стен и колонн. Эти расстояния должны гарантировать удобство выполнения работ на станках, безопасность рабочих, свободу движения рабочих и транспорта.
А) место рабочего у станка
обозначается на плане кружком (диаметром 500мм в соответствующем масштабе), половина которого заштрихована, при этом светлая часть (означающая лицо рабочего) д.б. обращена к станку.
Ширина рабочей зоны перед станком 800мм.

Рисунок 6.1
Б) расстояние между станками согласно таблице 1 и рисунку 6.2
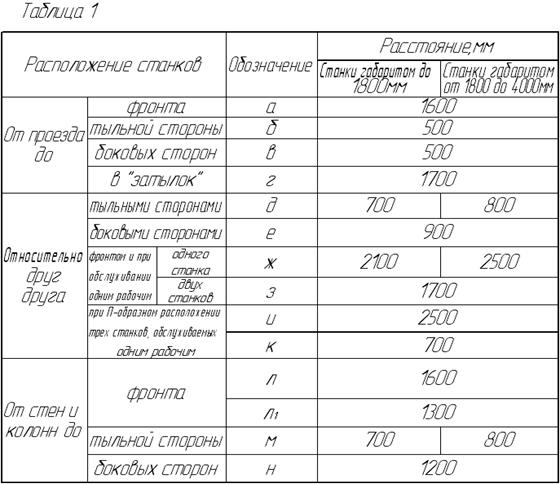

Рисунок 6.2
При пользовании указанными нормами необходимо иметь в виду следующее:
1) в нормах на расстояния между станками не учитываются места для складирования и хранения обрабатываемых заготовок, а также устройства для транспортировки ихмежду станками;
2)при использовании кранов планировку разрабатывают таким образом, чтобы крюк мог свободно доставлять заготовки к обслуживаемым станкам;
3) чтобы обеспечить нормальные условия монтажа и демонтажа станков, расстояния между станками могут быть увеличены;
4) при проектировании рабочего места многостаночника необходимо предусмотреть наиболее удобное расположение органов управления всех обслуживающих станков и минимальную затрату времени рабочего на переход от станка к станку. На плане необходимо указать рабочее место многостаночника и количество обслуживаемых им станков, как на рисунке 6.3.

Рисунок 6.3
5) размеры главных проходов и проездов, проходов между станками, предназначенных для транспортирования материалов, заготовок и движения людей, кроме СНИП (строительные нормы и правила) определяются также габаритами применяемых транспортных средств( электрических тележек, автомобилей, склизов, конвейеров и т.д.);
6) наиболее удобно располагать станки вдоль пролета. Расположение станков под углом применяется для револьверных станков и автоматов, работающих с прутками, для протяжных, расточных, продольно-фрезерных станков.

рисунок 6.4
При всех видах расположения станков рабочие места желательно предусматривать со стороны проходов, что облегает обслуживание рабочего
места (Рисунок 6.4).
Оборудование и рабочие места слесарей-лекальщиков, атакже координатно-расточные, профиле- и резьбошлифовальные станки следует располагать в наиболее освещенной естественным светом части цеха у наружных стен.
При планировке участка должны быть предусмотрены место для мастера и место для контролера (контрольная площадка) площадью не менее 6 м2 каждое.
 Наиболее распространенной схемой планировки оборудования в поточном производстве является расположение станков по прямой линии вдоль хода конвейера или другого транспортирующего устройства с поворотом рабочей стороны оборудования к конвейеру. Конец линии должен примыкать к главному проходу, слесарно-сборочному участку, заточному отделению и т. п. В зависимости от длины пролета и площади участка, отведенного для поточной линии, ее конфигурация (Рисунок 6.5) может быть прямолинейной (а), П-образной (б), зигзагообразной (в), кольцевой (г) и т.п.
Наиболее распространенной схемой планировки оборудования в поточном производстве является расположение станков по прямой линии вдоль хода конвейера или другого транспортирующего устройства с поворотом рабочей стороны оборудования к конвейеру. Конец линии должен примыкать к главному проходу, слесарно-сборочному участку, заточному отделению и т. п. В зависимости от длины пролета и площади участка, отведенного для поточной линии, ее конфигурация (Рисунок 6.5) может быть прямолинейной (а), П-образной (б), зигзагообразной (в), кольцевой (г) и т.п.
Рисунок 6.5
На рисунке 6 показано расположение станков параллельно конвейеру (а), перпендикулярно ему (б), встроенные в конвейер (в), установка их в один ряд (г) и в два ряда, когда изделие переходит с одного ряда станков на другой (д) или обрабатываются параллельно две различные заготовки (е).
 Нормы расстояний между линиями, станков с механизированным межоперационным транспортом и между сборочными конвейерами приведены в СНИП.
Нормы расстояний между линиями, станков с механизированным межоперационным транспортом и между сборочными конвейерами приведены в СНИП.
Рисунок 6.6
Дата добавления: 2017-10-04; просмотров: 9185;
Поиск по сайту
Узнать еще
- II. Степень насыщенности, определяемая природой связи между атомами углерода.
- II. Участие Республики Казахстан в международных договорах
- IV. Классификация обязательств РК по международным договорам
- N в процессе иммунного ответа антигенам 1-го класса принадлежит ведущая роль во взаимодействии между клеткой-эффектором (Т киллеры) и клеткой-«мишенью»
- VI. Примеры мер по реализации международных обязательств
- VII. Пути развития национального экологического законодательства с учётом международных обязательств РК
- А – по капилляру круглого сечения; б – между параллельными пластинками
- А) Два излучателя при разных фазовых соотношениях и расстояниях между ними.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
