Клапан для сброса воздуха; 2 - загрузочный патрубок; 3 - затвор; 4 - пружинная подвеска; 5 - смотровой люк; 6 - аэроднище
Автоматизация технологических процессов и контроль качества продукции
Общие положения автоматизации технологических процессов.
На бетоносмесительных установках и заводах автоматизации подлежат:
прием исходных материалов из транспортных средств, их хранение и переработка, в том числе распределение по отсекам, бункерам, силосам и подача к расходным бункерам, учет расхода цемента;
дозирование компонентов бетонной смеси с определением влажности каменных материалов и приготовление не менее 30 различных составов бетонной смеси без переналадки оборудования и средств автоматизации;
перемешивание и выдача готовой смеси в транспортные средства с регулированием параметров бетонной смеси для повышения ее однородности.
В настоящее время при автоматизации технологических процессов приготовления бетонной смеси на бетоносмесительных установках и ЦБЗ при их модернизации широкое применение находят средства автоматизации на новой элементной базе, в том числе с применением микропроцессорных средств и тензометрических датчиков.
Современные системы управления технологическими процессами в большинстве своем разрабатываются как многоуровневые. Структурная схема наиболее распространенной двухуровневой системы управления представлена на рис. 27.20. На первом уровне находится локальная система управления (ЛСУ) отдельными агрегатами или составляющими технологического процесса (например, дозаторами, смесителями, грузоподающими устройствами и др.). Функционирование составляющих технологического процесса должно быть согласовано между собой. Например, устройство, подающее компонент бетонной смеси в бункер дозатора, может быть включено только по окончании выгрузки предыдущей порции; подача дозы компонента в бетоносмеситель может производиться только при условии окончания предыдущего цикла смесеприготовления и т.д. Поэтому возникает задача координации работы локальных подсистем, которую решает подсистема II уровня.
К подсистеме I уровня относятся: технологический процесс, выполняемый различным технологическим оборудованием (смесителем, конвейером, компрессором, вентилятором, шнеком и др.); преобразователи (датчиковая аппаратура); регулирующие органы (затворы, краны, клапаны, задвижки и др.); исполнительные механизмы (электрические, пневматические и гидравлические); локальные системы (системы дозирования и смешивания компонентов, выдачи готовой смеси, подача заполнителей со склада, учета цемента и др.). Локальные системы управления ЛСУ1...ЛСУn представляют собой устройства логического управления исполнительными механизмами (ИМ) по сигналам от датчиков (Д) о состоянии технологического процесса. Они изменяют значения управляющих воздействий регулирующими органами (РО). Сигналы от локальных систем подаются на системную шину и через нее связываются с подсистемой II уровня.
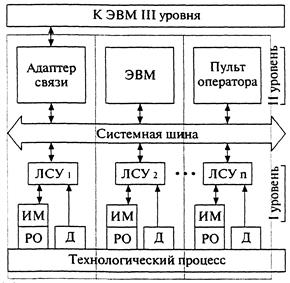
Рис. 27.20. Обобщенная схема структуры комплекса технических средств АСУ ТП
Подсистема II уровня является более сложной и включает в себя пульт оператора, управляющую ЭВМ и адаптер для связи и обмена информацией с подсистемой III уровня (например, при наличии организационной подсистемы АСУ). В памяти подсистемы II уровня находятся программы реализации алгоритмов координации работы локальных подсистем.
Аналогично в многоуровневой системе каждая подсистема более высокого уровня координирует работу подсистем низшего по отношению к ней уровня. Связь между отдельными подсистемами АСУ ТП осуществляется, как правило, с помощью электрических сигналов.
Системы автоматизации технологических процессов приготовления бетонных смесей с применением микропроцессорной техники имеют ряд преимуществ по сравнению с традиционными: простота перестройки системы с пульта управления за счет изменения программы в микроЭВМ (при замене технологического оборудования и изменении условий производства); оперативное получение информации о неисправностях работы технологического оборудования для приготовления смесей и тестирование отдельных элементов самих систем управления, а также о технологическом процессе, контроле и учете материалов, выдаче бетонной смеси и работе с потребителем; оптимизация технологических процессов в целях уменьшения расхода цемента и снижения брака за счет точности дозирования; регистрация объективной технико-экономической информации (учет производительности, простоев, брака, расхода компонентов и др.); высокая надежность.
В последние годы интенсивно ведутся работы по серийному освоению систем управления бетоносмесительными установками и заводами с применением микропроцессорных средств и тензометрических дозаторов. Так, в автоматизированной бетоносмесительной установке СБ-145 производительностью 30 м3/ч (в зимнем исполнении) применены весодозировочное оборудование на тензодатчиках и микропроцессорные средства управления в блочно-модульном исполнении.
Весодозировочное оборудование, основанное на применении рычажной весоизмерительной механической системы, вследствие больших нагрузок быстро изнашивается, в результате чего снижается точность дозирования компонентов бетонных смесей и растворов. Отечественная промышленность освоила выпуск прогрессивных безрычажных систем взвешивания с применением электрических силоизмерительных устройств (тензодатчиков), в которых нет трущихся механических деталей и, следовательно, обеспечивается высокоточное и эффективное дозирование. Так, весовая система на установке СБ-145, подвешенная на электрические тензодатчики, обеспечивает точность взвешивания 0,1-0,5 % (точность рычажных систем 1,5-2 %).
Микропроцессорная система выполняет функции управления самим технологическим процессом (рис. 27.21): задание доз компонентов бетонной смеси в соответствии с рецептурой, автоматическое дозирование составляющих материалов с помощью управления электромагнитными клапанами, определение времени смешивания, разгрузка смесителя.
Оператор в блоке памяти рецептур БПР устанавливает данный рецепт, и команда на отработку поступает в управляющий вычислительный комплекс УВК на базе ЭВМ СМ 1810, который через блок тиристорных ключей БТК дает команду на включение блока электровоздушных клапанов БЭВК. Последние производят набор в дозаторы компонентов бетонной смеси.
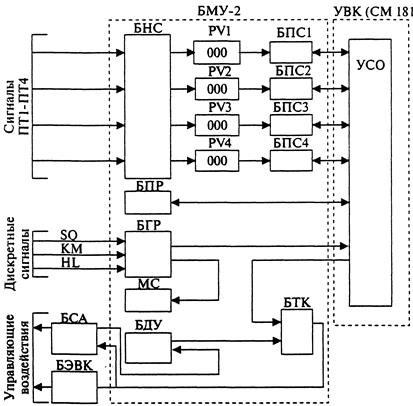
Рис. 27.21 Структурная схема микропроцессорной системы управления автоматизированной бетоносмесительной установки СБ-145 производительностью 30 м3/ч:
БНС - блок нормирования сигналов; PV-PV4 - цифровые отчетные устройства; БПС1-БПС4 - блоки преобразования сигналов; БПР - блок памяти рецептур; БГР - блок гальванической развязки; МС - мнемосхема, БДУ- блок дистанционного управления; БТК - блок тиристорных ключей; БСА - блок силовой автоматики; БЭВК- блок электровоздушных клапанов; ПТ1-ПТ4 - тензометрические преобразователи дозаторов; KM, HL, SQ - источники информации сигналов (от магнитных пускателей, сигнальных ламп и конечных выключателей); УСО - устройство связи с объектом (технологией); УВК - управляющий вычислительный комплекс СМ 1810
При поступлении материала в дозаторы изменяется входное сопротивление тензодатчиков ПТ1-ПТ4, сигналы от которых через блоки БНС и БПС (нормирование и преобразование сигналов) поступают в УВК. При наборе заданной дозы по рецепту УВК дает команду в блок БЭВК на закрытие своего электровоздушного клапана и отключение электродвигателя механизма через блок силовой автоматики БСА. Сигналы от конечных выключателей SQ, магнитных пускателей КМ, работающих механизмов и сигнальных ламп HL через блок гальванической развязки БГР поступают на мнемосхему МС. Оператор осуществляет визуальный контроль набора дозы компонентов на пульте управления по цифровым вольтметрам PV1-PV4.
Система управления следит за ходом технологического процесса с одновременной подачей сигналов на пульт управления с помощью сигнальных ламп на мнемосхеме и выводом информации на дисплей, что дает оператору полную информацию о состоянии технологического процесса.
С помощью управляющей клавиатуры в память микроЭВМ программируют используемые рецепты, число которых определяется для каждого заказа индивидуально. Выбор номера рецепта, изменение массы и содержание какого-либо рецепта высвечивают на дисплее. Если при дозировке происходит сбой, то процесс дозирования прекращается, что фиксируется на дисплее ЭВМ и на печатающем устройстве. Одновременно микроЭВМ регистрирует расход составляющих материалов, изготовленную кубатуру бе  тонной смеси по рецептам и накладные по каждой машине. Эти данные необходимы при расчетах финансовых расходов и при определении потребности в материалах.
тонной смеси по рецептам и накладные по каждой машине. Эти данные необходимы при расчетах финансовых расходов и при определении потребности в материалах.
Бетоносмесительная установка СБ-145-3 оснащена комплектом дозаторов КД-1500-1 с микропроцессорной системой управления. Комплект КД-1500-1 состоит из пульта управления БМУ-2, управляющего вычислительного комплекса УВК на базе микроЭВМ СМ 1810, тензометрических дозаторов каменных материалов, заполнителей ДТИ-2500, цемента ДТЦ-500, воды ДТЖ-200 и химических добавок ДТЖ-100. Конечные выключатели, установленные на технологическом оборудовании, фиксируют положение пневматических исполнительных механизмов, показанных на схеме в виде блока БЭВК. На пульт управления БМУ-2 подаются сигналы от усилителей тензодатчиков и влагомера песка ВПС-205М. Выходные сигналы пульта подаются на УВК, где происходит их обработка.
Микропроцессорная система управления включает в себя автоматическое управление технологическим процессом приготовления бетонной смеси, коррекцию доз по технологическим параметрам исходного материала, минимизацию погрешности дозирования, диагностирования и тестирования, идентификацию неисправностей в ходе технологического процесса. Техническая характеристика комплекта дозировочного оборудования приведена в табл. 27.26.
Таблица 27.26
Техническая характеристика комплекта дозировочного оборудования КД-1500-1
| Показатели | Комплект дозаторов КД-1500-1 |
| Производительность бетоносмесительной установки с комплектом дозировочного оборудования, м3/ч | |
| Наибольший предел дозирования, кг: каменных материалов цемента воды химических добавок | |
| Максимальная крупность заполнителей для дозирования, мм | |
| Время цикла дозирования, с | |
| Установленная мощность, кВт | 0,3 |
| Габариты, мм: длина ширина высота | |
| Масса, кг | |
| Изготовитель: | Кокчетавский приборостроительный завод |
Контроль качества бетонной смеси. На ЦБЗ следует контролировать качество материалов для бетона, состав бетонной смеси, ее удобоукладываемость (жесткость) и количество вовлеченного в бетонную смесь воздуха, влажность и наибольшую крупность заполнителей, прочность и морозостойкость бетона, концентрацию рабочих растворов химических добавок (табл. 27.27).
Таблица 27.27
Контроль качества бетонной смеси на ЦБЗ
| Показатели | Величина показателя | Контроль | |
| объем | метод | ||
| Удобоукладываемость (жесткость) | Меньше чем на месте бетонирования с учетом ее повышения во времени до момента уплотнения смеси; устанавливается строительной лабораторией | для каждой партии, но не реже 1 раза в смену и не позднее чем через 20 мин после доставки смеси к месту укладки | ГОСТ 10181-2000 |
| Влажность заполнителей | Фактическая | не реже 1 раза в смену и после выпадения осадков | ГОСТ 8269.0-97 |
| Наибольшая крупность заполнителя | По ГОСТ 26633-91 при подборе состава бетона | не реже 1 раза в неделю | ГОСТ 10180-90 |
| Морозостойкость | То же | не реже 1 раза в квартал | ГОСТ 10060.1-95 |
| Концентрация рабочего раствора добавок | Устанавливается строительной лабораторией | не реже 1 раза в смену | Ареометром по ГОСТ 18481-81 |
Подбор состава бетонной смеси производится по ГОСТ 27006-86 в строительных лабораториях. Состав бетонной смеси утверждает главный инженер ЦБЗ. При приготовлении бетонной смеси лаборатория ЦБЗ ежедневно определяет и выдает оператору бетоносмесительной установки рабочий состав смеси с учетом фактической влажности песка и щебня. Дополнительно к показателям, приведенным в табл. 27.27, контролируется визуально однородность бетонной смеси при загрузке в автомобили-самосвалы.
Каждая партия бетонной смеси, поставляемая ЦБЗ, должна иметь документ о качестве по ГОСТ 7473-94. По согласованию потребителя и изготовителя бетонной смеси документ о качестве может выдаваться не реже одного раза в месяц.
Дата добавления: 2021-09-07; просмотров: 995;
Поиск по сайту
Узнать еще
- Andantino con moto А. Бородин. Для берегов отчизны дальней
- I тип реакций. Реакции, характерные для органических кислот.
- I. 5. Тесты для контроля знаний раздела I
- II раздел. Организация работы логопеда в группе для детей с ОНР
- III. Здания для проживания людей
- III. Тесты для самоконтроля студентов
- III. ТРЕБОВАНИЯ РКФ ДЛЯ ДОПУСКА СОБАК В ПЛЕМЕННОЕ РАЗВЕДЕНИЕ
- IV. Сложнолегированные сплавы для горячего изостатического прессования (ГИП).

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
