Технология строительства цементобетонных покрытий
Транспортирование цементобетонной смеси. Готовые бетонные смеси транспортируют к месту укладки автобетоновозами или автомобилями-самосвалами. Кузова автомобилей-самосвалов должны быть водонепроницаемыми, иметь исправные затворы и гладкую поверхность.
Применяемые способы транспортирования бетонных смесей должны исключать возможность попадания в них атмосферных осадков, нарушения однородности, потери цементного раствора, а также обеспечивать предохранение смеси в пути от воздействия ветра и солнечных лучей.
Для максимального использования производительности комплекта бетоноукладочных машин и получения бетона однородного состава смесь выпускают равномерно и непрерывно в течение смены. Количество транспортных средств устанавливают и корректируют с учётом дальности транспортирования смеси и полной загрузки комплекта машин по устройству покрытия и исключения перерывов в подаче смеси к месту укладки.
Для предотвращения расслоения бетонной смеси при погрузке её в автомобили-самосвалы на бетонном заводе при необходимости устраивают промежуточные накопительные бункеры или лотки. Высота падения бетонной смеси при перегрузках не должна быть более 1,5 м. Кузова автобетоновозов (разд. 27.7, табл. 27.28, 27.29) или автомобилей после выгрузки бетонной смеси промывают водой.
Максимально допустимая продолжительность транспортирования бетонной смеси, готовой к употреблению, при температуре воздуха от 20°С до 30°С и при температуре смеси 18-20°С приведена в табл. 17.12 (ГОСТ 7473-94. Смеси бетонные. Технические условия. - Взамен ГОСТ 7473-85; Введ. 01.01.96 - М.: МНТКС, 1996. - 15 с).
Таблица 17.12
| Марка смеси по удобоукладываемости | Средняя скорость транспортирования, км/ч | Продолжительность транспортирования, мин | |
| автобетоносмесителем | автосамосвалом | ||
| Ж2-Ж1 | |||
| П1 | |||
| П2 | |||
| П3-П5 |
Примечание. При изменении температуры смеси или окружающей среды максимально допустимую продолжительность транспортирования определяют опытным путём.
Технология строительства бетоноукладчиками со скользящими формами. В мировой практике строительства цементобетонных покрытий существует две основные технологии: в рельс-формах и в скользящих формах. В настоящее время повсеместно применяют в основном более прогрессивную технологию устройства покрытий в скользящих формах.
Идея безрельсовой укладки дорожного бетона появилась в США. В 1948 г. были проведены первые опыты по строительству цементобетонных покрытий в подвижной опалубке. Однако широкая реализация безрельсовой укладки бетонной смеси стала возможной только после создания надёжных автоматических систем - основы достижения достаточно высокой ровности покрытия, устраиваемого без боковой опалубки. Впервые самоходный бетоноукладчик со скользящими формами выпущен США в 1955 г. С этого момента серийный выпуск таких машин получил быстрое развитие.
В России начиная с 1975 г. на заводе «Брянский арсенал» был налажен выпуск комплектов бетоноукладочных машин ДС-110 по типу машин «Автогрейд» американской фирмы «CMI».
Ведущими производителями бетоноукладочной техники являются фирмы «Gomaco» и «CMI» (США), «Wirtgen» (Германия), «Massenza» (Италия).
Все фирмы выпускают бетоноукладчики малого, среднего и большого класса с шириной укладки соответственно до 6, 12 и 16 метров. Современные модели бетоноукладчиков имеют возможность изменения ширины бетонирования в широких пределах, что обеспечивает универсальность их применения для различных условий строительства.
Все модели современных бетоноукладчиков оснащаются автоматическими системами выдерживания курса и уровня, а отдельные - системой стабилизации поперечного уклона, что позволяет укладывать цементобетонное покрытие с высокой ровностью.
В качестве базы для работы автоматических систем используется в основном копирная струна с вынесенными на неё проектными отметками продольного профиля. Точность и тщательность установки струны во многом определяет качество устраиваемого покрытия и, в первую очередь, его ровность.
До начала работ по установке копирных струн должны быть закончены все работы по отсыпке земляного полотна. Копирные струны устанавливают с двух сторон для работы бетоноукладчика со скользящими формами. От одной струны допускают работу профилировщика с системой поперечной стабилизации уровня распределителя бетонной смеси, бетоноотделочной машины и машины для нанесения плёнкообразующих материалов. Линию копирной струны разбивают с помощью теодолита и нивелира на 0,5-1 м по высоте и на 7 м от оси дороги. Струну закрепляют в кронштейнах на стойках, располагаемых через 4-6 м на кривых и через 15 м на прямых участках дороги общей длиной не менее суточной захватки потока по устройству данного конструктивного слоя. Копирные струны натягивают с помощью натяжных барабанов, устанавливаемых в створе линии натяжения струны.
В последнее время большое значение придают совершенствованию систем управления бетоноукладочными машинами. Лазерная система управления курсом и уровнем укладчика позволяет отказаться от трудоёмкой операции установки копирных струн.
Номенклатура машин для устройства цементобетонных покрытий, производимых фирмами, включает не только бетоноукладчики, но и профилировщики для подготовки основания, распределители бетонной смеси, машины для создания текстуры поверхности и ухода за бетоном.
Планировку земляного полотна и оснований выполняют универсальной автоматизированной машиной - профилировщиком. Первой операцией при планировке грунта является его рыхление. Фрезу устанавливают на необходимую глубину зарезания. При рыхлении (фрезеровании) грунта профилировщик перемещается со скоростью до 15 м/мин. В конце участка вращение фрезы приостанавливают, поднимают её в транспортное положение, а профилировщик возвращают на транспортной скорости к началу участка для выполнения следующей операции - распределения и планировки грунта. Завершающей операцией является чистовая планировка, после которой поверхность земляного полотна должна быть ровной, иметь проектный поперечный уклон и быть спланированной под проектные отметки.
Окончательно земляное полотно укатывают катками на пневматических шинах. Уплотнение грунта заканчивают при достижении коэффициента уплотнения 0,98-1,0. Работу по планировке, как правило, ведут в две смены.
После окончательной подготовки верха земляного полотна профилировщик используют для устройства основания, например, из цементогрунтовой смеси, приготовленной в установке. Цементогрунтовую смесь доставляют автомобилями-самосвалами и выгружают по расчёту на земляное полотно. Планировку смеси профилировщиком выполняют, как правило, за один проход при скорости движения 10-15 м/мин.
Уплотнять смесь катками начинают сразу же после планировки её профилировщиком и заканчивают не позднее 4-6 ч после приготовления смеси в смесительных установках. Уплотняют цементогрунтовую смесь пневматическими катками. Укатывать начинают двумя проходами по краям основания с последующим смещением к середине с перекрытием полос на 25-30 см. Чистовая планировка является завершающей операцией по устройству цементогрунтового основания, в результате которой основание должно быть тщательно спланировано под проектную отметку с необходимым поперечным уклоном. Для выполнения данной операции установку и регулирование рабочих органов профилировщика проводят с особой точностью. Уход за основанием с применением плёнкообразующих материалов организуют сразу же после чистовой отделки основания профилировщиком. До выполнения чистовой профилировки основание увлажняют, чтобы оно не высыхало.
К работе по строительству покрытия приступают после завершения подготовительных работ, включая подготовку путей подвоза бетонной смеси, готовность к работе ЦБЗ и бетоноукладочного комплекта, наличие материалов для ухода за бетоном и т.д. Обочины, по которым будет доставляться к бетоноукладчику цементобетонная смесь, должны быть укреплены и тщательно спланированы.
Для бетоноукладчиков, выпускаемых американскими фирмами, характерно использование подвижных бетонных смесей П2 с осадкой конуса 3-6 см. Для бетоноукладчиков фирмы «Wirtgen» (Германия) применяют менее подвижные смеси П1 с осадкой конуса 1-3 см. При этом скорости бетонирования для этих типов машин также различны, так как применение подвижных смесей предопределяет более высокие рабочие скорости (2-5 м/мин.), тогда как менее подвижные смеси укладывают на скоростях 1-3 м/мин.
В качестве основных уплотняющих органов на бетоноукладчике используют гидравлические или электрические глубинные вибраторы. Типовая схема рабочих органов бетоноукладчика включает распределяющий шнек, дозирующий брус, глубинные вибраторы, трамбующий брус и формующую плиту.
В качестве дополнительного оснащения на бетоноукладчики устанавливается оборудование для армирования поперечных и продольных швов, а также боковой грани покрытия. Эффективность отделки покрытия и особенно мест погружения арматурных штырей достигается применением экструзионного бруса, совершающего возвратно-поступательные движения поперёк полосы укладки, и продольной выглаживающей плиты, совершающей сложные возвратно-поступательные движения вдоль укладываемой полосы и одновременное перемещение поперёк полосы.
Перед началом работ по укладке бетона проверяют правильность установки копирных струн на захватке. Размечают места расположения швов сжатия и расширения и устанавливают с помощью геодезических приборов металлические марки, к которым в дальнейшем приваривают каркасы швов сжатия и прикрепляют деревянные прокладки со штырями для швов расширения. Стальные каркасы швов сжатия крепят в верхней плоскости марок сваркой, а промежуточные участки дополнительно закрепляют костылями из стержневой арматуры. Для крепления деревянных прокладок швов расширения используют стальные кронштейны.
Система для армирования поперечных швов IDBI фирмы «Gomaco» позволяет автоматически устанавливать штыри в процессе укладки покрытия и отказаться от технологии, предусматривающей размещение штырей на основание в специальных корзинах перед укладкой бетона. При этом отпадает необходимость использования распределителя, а самосвалы могут разгружаться на основание непосредственно перед бетоноукладчиком.
При необходимости строительства армобетонных покрытий, когда каркасы или сетки заранее устанавливаются на основание и заезд на него самосвалов с бетонной смесью невозможен, применяется специальный распределитель с боковой загрузкой.
Для соединения полос укладки между собой на машинах фирмы «Wirtgen» применяется не только штыревое соединение, но и соединение в виде шпунта или синусоидального профиля, обеспечивающее эффективное распределение нагрузки между отдельными полосами в процессе эксплуатации.
Модель укладчика SP-1600 фирмы «Wirtgen» позволяет реализовать принципиально отличную от общепринятой технологию укладки двухслойного покрытия. При этой технологии бетоноукладчик укладывает одновременно два слоя из различных бетонных смесей. Бетонная смесь нижнего слоя распределяется непосредственно на основание перед бетоноукладчиком и обрабатывается рабочими органами, установленными в передней части машины, а цементобетонная смесь для устройства верхнего слоя подаётся транспортёром в заднюю часть укладчика, где также установлены распределяющие, дозирующие, уплотняющие и формующие рабочие органы.
Уход (защиту свежеуложенного бетона от высыхания) начинают немедленно после отделки поверхности покрытия. Основным способом ухода является применение плёнкообразующих веществ. Фирма «Gomaco» для нанесения шероховатости на поверхности покрытия и ухода за бетоном выпускает специальные модели машин Т/С 400В и Т/С 600. Машины оснащены распределительной системой, состоящей из бака, насоса, распределительной трубы и форсунок, количество которых зависит от ширины обрабатываемой полосы по уходу за бетоном и направляющих, на которых смонтированы щётки для придания шероховатости поверхности покрытия. Дополнительно на машинах может быть установлен барабан с полиэтиленовой плёнкой для защиты свежеуложенного бетона от внезапно выпавшего дождя.
Фирма «Wirtgen» выпускает две модели машин по уходу за бетоном ТСМ 850 и ТСМ 1600. Их отличие от моделей других фирм заключается в том, что плёнкообразующая жидкость распределяется через три форсунки, смонтированные на рампе, установленной вдоль оси покрытия и совершающей движение поперёк оси от одной кромки к другой. При этом операции нанесения шероховатости и распределения плёнкообразующей жидкости совмещены и производятся одновременно.
Швы в затвердевшем бетоне нарезают при достижении бетоном прочности 8-10 МПа нарезчиками швов с алмазными дисками. Чтобы не происходило обламывания кромок швов под нагрузкой и вследствие этого разгерметизации швов, производят снятие фасок. Операцию по снятию фасок выполняют специальным алмазным диском.
Герметизация швов в цементобетонном покрытии включает в себя следующие операции: продувку сжатым воздухом (при влажном бетоне - продувку осуществляют горячим воздухом); запрессовку уплотнительного шнура; обработку стенок шва праймером; герметизацию.
Для герметизации всех видов швов используются герметики холодного и горячего применения. Герметики холодного применения созданы на основе синтетических каучуков и, как правило, состоят из пасты и отвердителя. В России успешно применяют герметики VULCEM (США), U-SEAL (Канада), COLPOR (Англия) и др. Герметики холодного применения используют с помощью пневмошприцев и заливщиков для двухкомпонентных герметиков.
Герметизирующие материалы горячего применения включают битумы нефтяные, дроблёную резину, смягчители, пластификаторы, наполнители, полимерную добавку. Применение праймера (полимерной композиции) значительно удлиняет срок эксплуатации покрытия с герметичными швами.
Основные показатели некоторых герметизирующих мастик представлены в табл. 17.13, а требования к их относительному удлинению - в табл. 17.14.
Таблица 17.13
| Герметизирующие мастики | Температура размягчения по КиШ, °С, не ниже | Температура хрупкости по Фраасу, °С, не выше | Относительное удлинение при растяжении на разрыв, %, не менее, при температуре, °С: | ||
| -20 | |||||
| «Новомаст» (Россия) (ТУ 5775-001-18893843-99), марок | -25 | ||||
| -45 | |||||
| -40 | |||||
| -35 | |||||
| «Crafco» (США), марок | RS 34231 | - | -40 | - | |
| RS 34221 | - | -30 | - | ||
| Битек-А | - | -50 | |||
| МБРМ | -40 | - | |||
| МС nafutekt plus | -48 |
Таблица 17.14
| Длина плит, м | Средняя ширина деформационных швов, мм | Требуемое относительное удлинение мастики, %, в | |
| умеренных климатических условиях (+20°С...-20°С) | суровых климатических условиях (+30°С ...-50°С) | ||
Для разогрева мастик созданы специальные автоматические котлы с двойными стенками, термоконтролем и системой подачи мастики в швы. Растапливаемый материал опосредованно разогревается теплоносителем, в качестве которого применяют термомасло. Этим достигается щадящий режим плавления и разогрева мастики. Теплоноситель подогревают при помощи газового, масляного или дизельного обогрева. В ёмкости для разогрева мастики смонтирована установка принудительного перемешивания. Разогретую до нужной температуры мастику подают через сливной шланг и специальную пику с помощью нагнетающего насоса непосредственно в шов. Котлы-заливщики монтируют на одноосной или двухосной ходовой части. Созданы и самоходные котлы с гидравлическим приводом на ведущее колесо, которые могут самостоятельно, без буксирующей машины, двигаться вдоль швов при их герметизации (Ушаков В.В. Ремонт цементобетонных покрытий автомобильных дорог. - М., 2002. - 40 с (Автомоб. дороги: Обзорн. информ./ Информавтодор; Вып. 6).
В последние годы в зарубежной практике очень часто используется для герметизации швов технология закатки в шов эластичных или полых резиновых профилей. В этом случае возможно проведение работ даже в сырую погоду и при низких температурах. Для установки профилей разработаны специальные машины. Размер профиля должен на 40 % превышать ширину шва.
Строительство покрытий комплектом машин, перемещающихся по рельс-формам. До 60-х гг. XX в. преобладал метод укладки бетона в опалубке из инвентарных рельс-форм, устанавливаемых под нивелир и закрепляемых к основанию штырями и одновременно образующих два рельсовых пути для движения машин бетоноукладочного комплекта. Недостатками этого метода являются трудоёмкость установки, снятия и перевозки рельс-форм, когда многие операции выполняются вручную; большая металлоёмкость комплекта и в первую очередь из-за необходимости иметь большое число рельс-форм (общая длина звеньев не менее 1 км, а масса не менее 60 кг/м); малая мобильность комплекта и необходимость применения прицепов-тяжеловозов при перемещении бетоноукладочного комплекта даже на небольшие (0,1-0,5 км) расстояния. В то же время метод позволяет гарантировать уплотнение бетонной смеси и отделку поверхности покрытия за счёт дополнительных проходов бетоноотделочной машины; обеспечить постоянство толщины бетонного покрытия за счёт применения профилировщика основания, движущегося по рельс-формам и готовящего основание под отметки, равноудалённые от головок рельс-форм; применять бетонные смеси различной консистенции, включая и жёсткие, уплотняемые при совмещении вибрации с прессующим воздействием.
Работам по установке рельс-форм предшествует инструментальная разбивка и закрепление в натуре оси или одной из кромок будущего покрытия и его вертикальных отметок. Положение в плане кромки покрытия, определённое с помощью теодолита, фиксируют деревянными кольями или металлическими штырями, которые после этого забивают по нивелиру под проектную отметку поверхности покрытия.
Монтаж рельс-форм, так же как их погрузку и выгрузку, производят автомобильным краном. Их установку выполняют вначале по одной кромке, где по результатам инструментальной геодезической разбивки выставлены вертикальные отметки и зафиксировано положение кромки в плане. Когда одна нитка звеньев установлена в проектном положении и закреплена, с помощью шаблонов и уровня под контролем геодезиста монтируют вторую нитку рельс-форм. Типы рельс-форм представлены на рис. 17.7. Перед установкой рельс-форм необходимо обеспечить достаточную плотность основания под их подошвами.
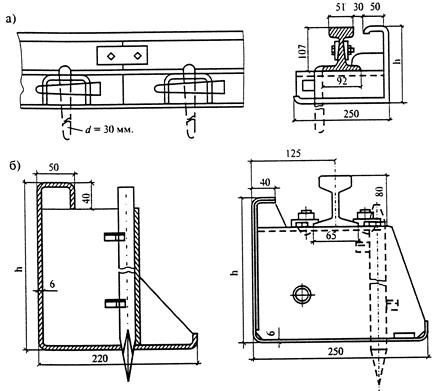
Рис. 17.7. Рельс-формы: а - применяемые в России; б - применяемые за рубежом
В комплект машин, перемещающихся по рельс-формам, входят машины, осуществляющие распределение, уплотнение и отделку бетона. Кроме того, могут входить также машины для устройства деформационных швов, для нанесения плёнкообразующих материалов для ухода за бетоном, монтажа и демонтажа рельс-форм.
Первый отечественный комплект рельсовых машин, созданный в 1947 г. и выпускавшийся до 1952 г., состоял из самоходного бункерного распределителя бетонной смеси с боковой загрузкой Д-181А; самоходной бетоноотделочной машины Д-182А и мостика для нарезки швов виброножами Д-195Б.
В 1957 г. Николаевским заводом «Дормашина» был изготовлен новый комплект самоходных рельсовых бетоноукладочных машин, который состоял из профилировщика основания Д-345; бункерного распределителя Д-376; бетоноотделочной машины Д-376; машины для устройства швов Д-377; нарезчика швов в затвердевшем бетоне Д-432. Все машины передвигались по облегчённым конструкциям рельс-форм Д-280-4М-00.
Необходимость увеличения темпов укладки бетонных покрытий и повышения их качества и ровности привели к созданию и освоению в 1970 г. производства нового гидрофицированного комплекта линейных машин. В состав комплекта входили профилировщик ДС-509, шнековый бетонораспределитель ДС-507 и бетоноотделочная машина ДС-508.
Рабочими органами машины ДС-509 являются две профилирующие фрезы или шнеки, транспортёр и вибрационный брус. Фрезы служат для профилирования стабилизированного основания. Шнеки предназначены для профилирования песчаного основания. Транспортёр удаляет срезанный излишек материала основания за пределы рельс-форм, а вибрационный брус уплотняет основание.
После завершения работ по устройству основания, установке и закреплению рельс-форм на полосу бетонирования автосамосвалами завозят песок для выравнивающего слоя. Песок разравнивают автогрейдерами и увлажняют поливомоечными машинами, чтобы влажность песка в период его уплотнения была близка к оптимальной. Шнеками профилировщика Д-509 производят профилирование выравнивающего слоя в соответствии с проектным профилем и запасом на уплотнение и одновременно за один проход уплотняют выравнивающий слой.
Установку арматуры, как и установку закладных деталей швов сжатия и продольного шва, осуществляют до начала или в процессе бетонирования [38].
Шнековым распределителем ДС-507 осуществляют распределение и предварительное уплотнение бетонной смеси по полосе шириной 7,0 и 7,5 м. Основным рабочим органом машины ДС-507 является реверсивный шнек, состоящий из двух половин, каждая из которых имеет независимый привод. Вибробрус выполнен в виде сварной балки, на которой установлены шесть механических вибраторов, соединённых валами с эластичными муфтами.
Бетоноотделочная машина ДС-508 предназначена для окончательного уплотнения бетонной смеси, уложенной распределителем ДС-507, и отделки поверхности.
Швы сжатия в свежеуложенном бетоне нарезали нарезчиком ДНГИС-60, который двигался в потоке машин за бетоноотделочной машиной в 5-10 м от неё по рельс-формам. После нарезки бетон отделывали в зоне швов. В последующие годы более широкое применение получил метод нарезки швов в затвердевшем бетоне. Остальные технологические операции аналогичны применяемым при безрельсовом способе строительства покрытий.
Металлоёмкость рельс-форм составляет около 2/3 всей массы и стоимость - около 1/3 общей стоимости комплекта бетоноукладочных машин, трудоёмкость работ по установке и снятию рельс-форм - до 20 % общей трудоёмкости работ. Значительная часть трудозатрат даже в случае применения специализированных машин для установки рельс-форм приходится на ручные работы, что резко снижает уровень механизации и производительности труда.
Дата добавления: 2021-09-07; просмотров: 1111;
Поиск по сайту
Узнать еще
- CASE-технология создания информационных систем
- LINEX-технология переработки нитридного топлива
- VI. ТЕХНОЛОГИЯ ЗАЩИТЫ НАУЧНОЙ РАБОТЫ
- АВТОМАТИЗИРОВАННАЯ ИНФОРМАЦИОННАЯ СИСТЕМА СТРАХОВОЙ ФИРМЫ И ТЕХНОЛОГИЯ ЕЕ ФУНКЦИОНИРОВАНИЯ
- Аддитивная и субтрактивная технология изготовления коммутационных плат
- анализа и манипулятивная технология «Имитация прогресса»
- Базовые функции участников строительства
- Балки покрытий

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
