Лекция № 21. Восстановление металлов из оксидов водородом
План:
1. Вероятность восстановления металлов водорода из оксидов по диаграмме
ΔG ̊ = f(T).
2. Практическая реализация восстановления оксидов водородом.
Хотя водород и не является самым эффективным газообразным восстановителем, в связи с его некоторыми благоприятными с точки зрения технологии параметрами он был успешно использован в составе плазмы для восстановления металлов из их окислов. Водородная плазма, содержащая активные частицы водорода, способна при высокой скорости реакции восстанавливать, например, железо, кобальт, никель, молибден и вольфрам. Высокое остаточное содержание водорода в металлах во многих случаях можно снизить до минимума путем отжига в вакууме. Эффективность процессов восстановления с участием водородной плазмы можно повысить путем постоянного подвода к поверхности восстанавливаемого окисла сухого водорода, не содержащего влаги. Влияние отношения РH2O/Рн, на восстановительную способность молекулярного водорода показано на рисунке 58. Содержание влаги в техническом водороде обычно характеризуется точкой росы.
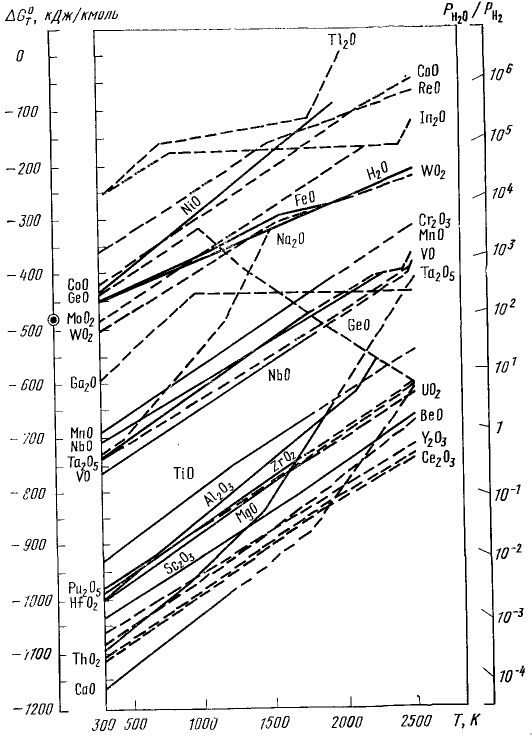
Рисунок 58. Температурная зависимость ∆G0T при восстановлении окислов водородом
Достижение низкой точки росы обеспечивается с помощью физико-химических или физических методов вымораживания. Хотя практически достигаемые точки росы ниже указываемых в литературе значений для некоторых осушителей, все же можно получать водород, способный восстанавливать, например, окислы трехвалентного хрома до металла.
При практической реализации способа реагент можно подавать в поток плазмы в виде порошка или газа. Замораживание продуктов осуществляется одним из способов, (на холодной металлической поверхности, омыванием холодным газом, адиабатическим расширением и др.). Конечные продукты получают в газообразном или конденсированном состоянии. При ведении металлургических процессов с применением реагентов в виде конденсированных веществ проявляется сильное взаимное влияние таких факторов, как ход химических реакций и процессов тепло- и массообмена. В работе предложена математическая модель, описывающая поведение частиц, подаваемых в поток плазмы. При разработке этой модели исходили из следующих предпосылок: порошок распределен равномерно по сечению канала, распределение температур и скоростей газа по сечению канала также является равномерным, частицы порошка имеют шаровидную форму, температуры по сечению частиц распределены равномерно. Для получения общего представления о поведении сконденсированных частиц потока плазмы были исследованы некоторые системы газ - материал, которые являются крайними случаями соединения теплофизических свойств систем аргон - вольфрам, водород - WO3. Результаты расчетов позволили изучить динамику изменения температур и состава газовой фазы, ее скорости, коэффициенты теплопередачи, изменение размеров частиц и степень их выпаривания в зависимости от начальной температуры потока, крупность и количество порошка, теплофизические свойства плазмообразующего газа и реагирующего вещества. Указывается, что степень перехода в газовую фазу для каждой исследованной системы газ - материал в большой степени зависит от начальной температуры потока плазмы и крупности частиц.
Экспериментальное исследование поведения твердых частиц в потоке плазмы показало, что эти частицы и газ движутся с разными скоростями. Образуется так называемый эффект проскальзывания, т. е. частицы омываются газом. Омывание твердых частиц потоком плазмы при атмосферном давлении может происходить в режиме непрерывного потока, потока с проскальзыванием .и свободного молекулярного движения в зависимости от числа Рейнольдса. Было также установлено, что присутствие порошка в плазме приводит к снижению температуры газа и более равномерному распределению параметров по ее сечению. Порошок вызывает также турбулентное движение потока при его ламинарном истечении и уменьшает турбулентность при начальном турбулентном течении (рисунок 59).
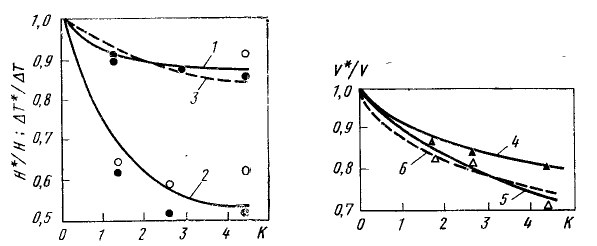
1-экспениментальная зависимость для Т при мощности 10-15кВт; 2-то же, для Н; 3 – расчетная зависимость; 4 – при мощности 10 кВт; 5 – при мощности 15 кВт; 6 – расчетная зависимость при помощи 15 кВт.
Рисунок 59. Зависимость величины отношения энтальпии H*, температур Т*, скорости v* по оси потока двухфазной системы (*) к соответствующим параметрам однофазной системы от степени двухфазности К
Вопросы теплообмена между твердыми частицами, вводимыми в поток плазмы, рассмотрены также в работах. С помощью показателей скорости и температуры частиц и потока плазмы можно определить время, необходимое для расплавления частиц различного размера. Так, например, на расплавление частиц вольфрама диаметром 5 мкм при температуре аргонной плазмы 5000К требуется примерно 10-5 с; увеличение диаметра частиц до 100 мкм приводит к увеличению требуемого на расплавление времени до нескольких секунд. Пренебрегать эффектом проскальзывания нельзя, так как это приведет к ошибке при расчете времени, необходимого для выпаривания частиц, которое при снижении температуры потока и увеличении размера частиц порошка возрастает. Степень выпаривания частиц зависит от теплофизических свойств системы газ - материал. Так, при одинаковой начальной температуре потока аргона (около 8000 К) и радиусе частицы 2,5•10-4 см степень выпаривания частиц углерода в три раза меньше, чем частиц вольфрама. При замене аргона водородом степень выпаривания частиц резко возрастает, увеличиваются также коэффициент теплопередачи и время пребывания частиц в зоне высоких температур. По методике, приведенной в работе, были проведены расчеты для процесса восстановления WO3. Было установлено, что время пребывания частиц окисла в области высоких температур (окаю 10-4с) недостаточно для развития гетерогенного процесса восстановления. В противоположность этому гомогенная кинетика обеспечивает требуемые скорости реакций. Эти результаты совпадают с экспериментальными значениями, полученными при исследовании процесса восстановления WO3. В этом случае плазмохимические процессы с использованием конденсированных веществ ограничиваются степенью перехода компонентов в газовую фазу.
Свойства конденсированных веществ, полученных в потоке плазмы, зависят от режима замораживания. Так, например, при плазмохимических процессах восстановления можно получать металлы в виде порошков различной дисперсности, волокнистых частиц и затвердевшего слитка. Путем выбора соответствующего парциального давления металла и степени пресыщения (в результате изменения количества порошка и газа, а также температуры на входе в морозильную установку) были получены ультрадисперсные порошки вольфрама с частицами шаровидной формы; выбор скорости замораживания позволил ограничить размеры частиц величиной 4-5×10-8 см. При замораживании в сопле Лаваля, когда температура средней массы потока на входе в сопло близка к температуре начала конденсации продукта, более вероятным является образование большого количества частиц, размеры которых приближаются к критическим. Частицы более крупного размера можно получить в том случае, когда конденсация их происходит при более высоких температурах.
Вопросы:
1. Диаграмма ΔGT = f(T) для оксидов и использование её для определения возможности восстановления оксидов.
2. Эффект проскальзывания.
3. Применение реализация восстановления оксидов водорода.
Литература
1. Дембовский В. Плазменная металлургия.- М.: Металлургия. 1981. -280с.
Дата добавления: 2017-06-13; просмотров: 4591;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
