Непрерывное литье заготовок
Современным способом разливки стали является разливка на машинах непрерывного литья заготовок (рис.1.13).
|
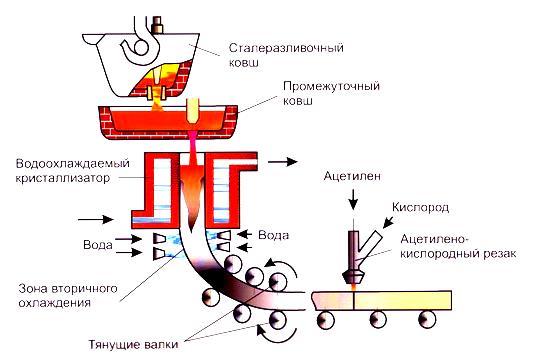
| Рисунок 1.13 - Машина непрерывного литья заготовок (МНЛЗ) |
Жидкий металл из сталеразливочног о ковша подается в промежуточный ковш, предназначенный для снижения и стабилизации напора струи металла и для распределения металла по нескольким ручьям. Из промежуточного ковша жидкий металл непрерывно поступает в кристаллизатор. Стенки кристаллизатора (изготавливаемого обычно из меди) интенсивно охлаждаются водой, циркулирующей по имеющимся в стенках каналам. Перед началом разливки в кристаллизатор вводят затравку (штангу с сечением, равным внутреннему сечению кристаллизатора), которая образует временное дно в кристаллизаторе. Затравка соединена с вытягивающим устройством. Когда металл попадет в кристаллизатор и на затравку, он затвердевает у стенок и на затравке вследствие интенсивного отвода тепла. После заполнения всего кристаллизатора металлом затравка вытягивается из кристаллизатора с помощью валков тянущей клети и за ней опускается с заданной скоростью заготовка. При этом уровень металла в кристаллизаторе поддерживается постоянным. Слиток вытягивается из кристаллизатора с незатвердевшей сердцевиной и поступает в зону вторичного охлаждения, где на его поверхность из форсунок распыляется вода. В результате интенсивного охлаждения при непрерывном движении заготовки происходит полная кристаллизация слитка. Затравку, выполнившую свою функцию, отделяют от головной части слитка и убирают, а слиток продолжают непрерывно вытягивать из кристаллизатора. За тянущей клетью затвердевший слиток разрезают на куски (мерные длины) с помощью резака. Для обеспечения устойчивого процесса, устранения возможности разрыва и зависания затвердевшей корочки на стенках кристаллизатора ему придают возвратно-поступательное движение. Кроме того, на стенки кристаллизатора наносят смазку (парафин, рапсовое масло). Шаг качания кристаллизатора вверх и вниз колеблется в пределах от 10 до 40 мм, а частота - от 10 до 100 циклов в минуту.
В настоящее время наибольшее распространение получили МНЛЗ радиального типа, используются также МНЛЗ вертикального типа, МНЛЗ с изгибом слитка и в последнее время - МНЛЗ горизонтального типа. В МНЛЗ криволинейного типа затвердевающий слиток перемещается по дуге, проходит зону вторичного охлаждения и далее тянуще-правильную клеть, которая обеспечивает непрерывное вытягивание слитка и его выпрямление на горизонтальном участке. МНЛЗ криволинейного типа имеет сравнительно небольшую высоту (10-12 м), в то время как МНЛЗ вертикального типа - до 35-40 м, что вызывает значительные трудности в их строительстве и эксплуатации.
МНЛЗ позволяет одновременно отливать от одного до восьми слитков, т.е. могут быть одно-, двух-, четырех-, шести- и восьмиручьевыми. Скорость разливки (вытягивания слитка) колеблется в пределах от 0,4 до 8-10 м.
На МНЛЗ получают слитки различного сечения: квадратного (блюмсы) со стороной до 520 мм, прямоугольного (слябы) шириной до 2500 мм, а также заготовки для изготовления труб, балок, рельсов. Выход годных заготовок на МНЛЗ составляет 95-97 % от массы жидкой стали.
Дата добавления: 2017-06-13; просмотров: 3230;
Поиск по сайту
Узнать еще
- Активный контроль заготовок до обработки. Блокирующие устройства
- Базирование заготовок
- Базирования заготовок
- Вероятность. Дискретное и непрерывное вероятностные пространства
- Виды переработки пластмасс методами прессования и литьем под давлением
- Выбор метода получения заготовок
- Выбор методов обработки поверхностей заготовок
- Дефекты заготовок, полученных обработкой давлением.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
