Конструктивные элементы соединений без скоса кромок
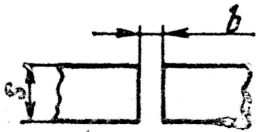
| Тип шва | Сварка | S, ММ | Ь, мм | |
| Односторонний | Механизированная флюсом | под | 3...6 7...8 | 0...2 0...4 |
| Механизированная щитных газах | в за- | 3...4 4...5 | 0...1.5 2...4 | |
| Ручная покрытыми электродами | 3...4 | 0,5..2 | ||
| Механизированная флюсом | под | 8...12 14...16 18...20 | 0,5...2,5 1...3 2...4 | |
| Двусторонний | Механизированная щитных газах | в за- | 3...4 5...6 | 0...1,5 2...4 |
| Ручная покрытыми элект родами | 3...6 | 0,5…2 |
Сборка должна обеспечивать возможность качественной сварки соедине-ний. Для этого необходимо выдержать заданный зазор между соединяемыми деталями и зафиксировать его так, чтобы взаимное расположение деталей не нарушалось в процессе сварки и кантовки. Для этого в начале и конце каждого стыкового соединения следует приваривать выводные планки размером 400X 200 мм и толщиной равной толщине свариваемых листов (рис. 8).
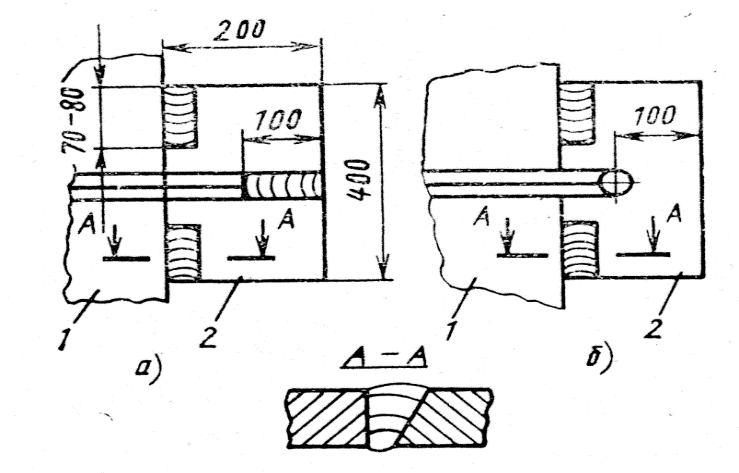
Рисунок 8 – Сборка с помощью сварных (а) и цельных (б) выводных планок:
1 – изделие; 2 – выводная планка
Для качественного выполнения начала шва и заварки кратеров в планках можно подготавливать кромки на длину 80...100 мм. Планки уменьшают угловые деформации, повышают качество сварных соединений, фиксируют взаимное расположение элементов.
В массовом и крупносерийном производстве для сборки применяют специальные сборочно-сварочные приспособления. В единичном производстве для скрепления деталей используют струбцины, клинья, стяжные уголки, а в подавляющем большинстве случаев прихватки длиной 50... ...100 мм и высотой не менее 6...5 мм.
Расстояние между прихватками не должно превышать 400...500 мм. Следует избегать постановки прихваток в местах пересечения швов. Прихватки выполняют электродами УОНИ-13/45А или АНП-2, а также полуавтоматом в углекислом газе проволокой Св-08Г2С со стороны, обратной наложению первых проходов швов. К качеству прихваток предъявляют такие же требования, как и к основным швам.
Перед сваркой прихватки должны быть тщательно очищены; прихватки с дефектами необходимо удалять и переваривать. Характерная схема сборки стыковых соединений из стали 14Х2ГМР толщиной 12...28 мм применительно к сварке полотнищ нижних поясов коробчатых балок автодорожного моста приведена на рис. 9.
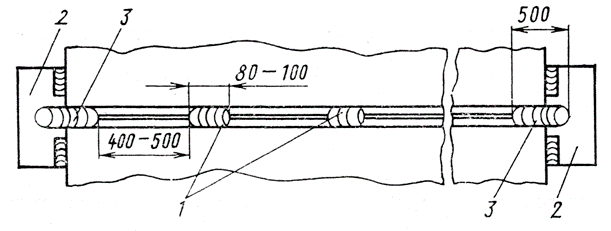
Рисунок 9 – Выполнение прихваток (1), приварка технологических выводных планок (2),наложение подварочного шва (3)стыковых соединений из стали 14Х2ГМР
Следует избегать приварки сборочных приспособлений к изделию. При необходимости швы временных креплений удаляют вырубкой зубилом или строганием. Места с выхватами на основном металле расчищают, заплавляют электродами типа Э70 и зачищают шлифовальной машинкой заподлицо с поверхностью детали.
Собранные конструкции из высокопрочных сталей должны храниться в условиях, исключающих загрязнение мест сварки. В случае несоблюдения этих условий или при длительном хранении собранные конструкции должны быть осмотрены, а места наложения швов повторно очищены до металлического блеска.
Дата добавления: 2017-05-02; просмотров: 2100;
Поиск по сайту
Узнать еще
- A ... метка (без метки) на шатуне (стрелка) для 26.20b Измерение внутреннего диаметра
- D-элементы, их применение в медицине и фармации.
- II. Абсолютное пространство по самой своей сущности, безотносительно к чему бы то ни было внешнему, остается всегда одинаковым и неподвижным».
- II. Соединение трёхфазной нагрузки звездой без нейтрального провода (симметричная нагрузка).
- III. 7 ЭЛЕМЕНТЫ СПЕЦИАЛЬНОЙ ТЕОРИИ ОТНОСИТЕЛЬНОСТИ
- XXIII. ПЫЛЕВЗРЫВОБЕЗОПАСНОСТЬ ПРИ РАЗРАБОТКЕ ПЛАСТОВ, ОПАСНЫХ ПО ВЗРЫВАМ УГОЛЬНОЙ ПЫЛИ
- Інформаційна безпека
- А - подушки безопасности

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
