Инструментальная наладка
Известно несколько наладок, применяемых на гидравлических прессах и различаемых по виду пресс-изделий, способу прессования и типу применяемого прессового оборудования:
· пресс-изделий сплошного сечения с прямым истечением на прессах с мундштучным матрицедержателем;
· пресс-изделий сплошного сечения с обратным истечением на прессах с мундштучным матрицедержателем;
· полых профилей с неподвижной иглой на трубопрофильных прессах с прошивной системой;
· полых профилей с подвижной иглой на прутково-профильных прессах без прошивной системы;
· полых профилей в основном из алюминиевых и магниевых сплавов на прутково-профильных прессах через комбинированную матрицу;
· пресс-изделий в основном из титановых, жаропрочных и других сплавов и сталей на прутково-профильных прессах через разъемные матрицы;
· профилей в основном из алюминиевых сплавов периодически изменяющегося сечения на прутково-профильных прессах через разъемные матрицы.
Все эти наладки, за исключением используемой для прессования полых профилей на прессе с прошивной системой, представляют собой однотипную конструкцию системы пресс-штемпель – контейнер и имеют отличия только ь конструкции инструментального узла мундштучного пресса.
Все эти наладки, за исключением используемой для прессования полых профилей на прессе с прошивной системой, представляют собой однотипную конструкцию системы прессштемпель - контейнер и имеют отличия только в конструкции инструментального узла мундштучного пресса.
Сборку инструмента перед прессованием производят в соответствии с чертежами инструментальных наладок на данный пресс.
Втулки контейнеров, прессштемпели и другой крупногабаритный инструмент (например, комбинированные матрицы для прессования вертолетных и шпангоутных профилей) должны быть снабжены паспортами, в которые мастер инструментального отдела должен периодически заносить фактические размеры согласно установленной карте замеров.
Для замеров и определения состояния рабочих поверхностей инструмента его следует очистить травлением в 20%-ном растворе едкого натра с последующим осветлением в 3%-ной азотной кислоте и промывкой водой.
Рабочие втулки контейнеров после очистки замеряют в 10-12 местах по длине. Установлена следующая допустимая выработка втулок:
| Диаметр канала втулки, мм | <300 | 300—500 | <500 |
| Допустимая выработка, мм | 0,5 | 1,0 | 1,5 |
Втулки с выработкой, большей допустимой, подвергают переточке на более крупный размер, а при невозможности переточки забраковывают.
Чтобы исключить возможность повреждения рабочей поверхности втулки, инструментальщик должен перед прессованием проверить соответствие размеров прессшайбы размерам втулки. Диаметр прессшайбы должен быть на 0,3-0,7мм менее фактического диаметра канала втулки контейнера. При одновременной работе с несколькими прессшайбами они могут отличаться по диаметру не более чем на 0,1мм. Прессшайбы, не отвечающие этим условиям, должны быть изъяты из употребления.
Перед установкой прессштемпеля на пресс следует тщательно проверить, нет ли на нем трещин, расклепа торца и повреждений боковой поверхности. Непараллельность рабочего торца прессштемпеля относительно базового торца не должна превышать 0,1мм: при большей не параллельности прессштемпель подлежит торцовке.
Подготовку инструмента к работе осуществляют дежурный инструментальщик в соответствии со сменным заданием, установку инструмента на пресс и съем его - бригада прессовщиков.
Перед установкой на пресс матрицу, матричное кольцо, подкладной диск, матрицедержатель, прессшайбу нагревают до 250-400°С. При этом температуру на регулирующем потенциометре печи для нагрева инструмента устанавливают в диапазоне 350-450°С.
Время нагрева инструмента зависит от его габаритов и мощности печи, но обычно составляет не менее 2 ч. После установки инструмента на пресс производят его центровку; при центровке обычно руководствуются нормативами, приведенными в табл.3.5.
Таблица 3.5. Рекомендуемые нормативы при центровке прессов
| Усилие пресса, тс | Диаметр контейнера, мм | Допустимая несоосность между контейнером и мундштуком, мм | Допустимая несоосность между контейнером и прессштемпелем, мм |
| 750 - 2000 2500 - 4000 5000 - 12 000 | Все размеры 200—300 360—420 Все размеры | 1,0 1,5 2,5 4,0 | 1,5 2,0 4,0 6,0 |
Эта наладка (рис.3.1) по конструкции отличается от наладки для прессования профилей сплошного сечения лишь конструкцией матрицы. В комбинированной матрице объединены в одно целое матрица и оправка, отчего эта матрица и получила название комбинированной. Конструкция этой матрицы позволяет получать профили не только с одной, но и с несколькими полостями самых различных форм, как симметричных, так и асимметричных, которые невозможно получить при прессовании в простые матрицы. Более точная фиксация оправки относительно матричного канала, обуславливаемая монолитностью конструкции, а также весьма небольшая длина оправки и, как следствие, ее повышенная жесткость дают возможность прессовать полые профили со значительно меньшей по сравнению с прессованием через простые матрицы разнотолщинностью. Качество внутренней поверхности полых профилей при прессовании через комбинированные матрицы также значительно выше, что объясняется отсутствием на оправке смазки, служащей иногда причиной возникновения поверхностных дефектов.
Матрица - основная часть прессового инструмента, которая определяет наружную форму пресс-изделия. Ее устанавливают в передней части контейнера, она замыкает его полость с заложенной заготовкой. Диаметр матрицы увязан с размерами контейнера и заготовки, толщину выбирают по расчету, а также исходя из конструктивных и технологических соображений.
По форме заходной части матрицы разделяют на плоские, которые применяются наиболее часто, и конические, имеющие заходную часть в виде конусной воронки. Поясок рабочего канала - элемент матрицы, который позволяет управлять течение прессуемого металла путем изменения его ширины (высота), а также угла наклона к продольной оси матрицы. Эти параметры задают при проектировании и изготовлении матрицы и корректируют при ее доводке (на прессе). На плоскости матрицы изготавливают иногда так называемые форкамеры, т.е. придают заходной части матрицы такую форму, которая позволяет регулировать течение прессуемого материала в нужном направлении еще до захода его в рабочий канал. Форкамеры, применяемые обычно при прессовании профилей сложных ассиметричных сечений из алюминиевых сплавов, способствует неравномерности истечения, лучшему заполнению отдельных элементов поперечного сечения канала, получению более точных размеров профиля. При этом уменьшаются остаточные напряжения в пресс-изделии, благодаря чему снижаются искажение формы отпрессованных профилей и затрата на их правку после прессования.
Подавляющую часть алюминиевых и магниевых профилей прессуют (без смазки) через плоские матрицы. В ходе прессования на плоских матрицах образуется значительная мертвая зона, которая препятствует проникновению различных дефектов в пресс-изделии и обеспечивает получение высококачественной поверхности профиля.
Разъемные или составные матрицы представляют собой более рациональную конструкцию, чем монолитные, благодаря более рациональному использованию инструментальных материалов и меньшей трудоемкости изготовления. По форме получаемых изделий все матрицы делят на две группы:
1. для получения пресс-изделий сплошного поперечного сечения или полых профилей, прессуемых трубным методом из попой заготовки;
2. для прессования полых профилей из сплошных заготовок, представляющих комбинацию матрицы с оправкой (комбинированная)
Корпус матрицы 5 изготавливают за одно целое или раздельно с рассекателем; на рабочей части его имеется игла ("язычок"), геометрия поперечного сечения которой определяет форму и размеры внутреннего контура прессуемого профиля. Заготовка в процессе подпрессовки в контейнере разделяется на две части рассекателем матрицы и после заполнения карманов матрицы сваривается в них, образуя монолитное соединение.
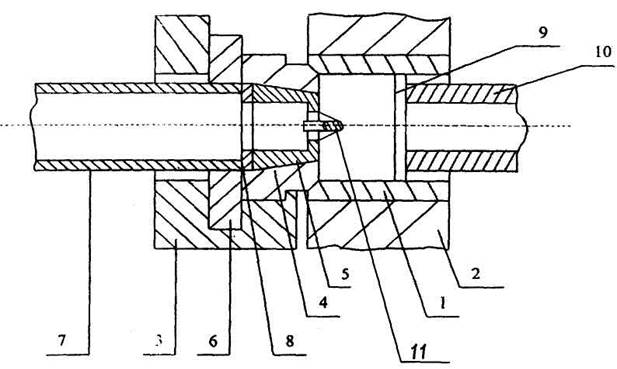
Рис. 3.1. Инструментальная наладка для прессования полых профилей через комбинированную матрицу.
1 - втулка контейнера; 2 - контейнер; 3-мундштук; 4 - матрицедержателъ; 5 - матрица; 6 - опорное кольцо; 7 - направляющая труба; 8 - промежуточное кольцо; 9 – прессшайба; 10 - прессштемпелъ; 11 -рассекатель
Рабочая втулка контейнера 2 запрессована в корпус контейнера 1. Контейнер помещен в контейнеродержатель, закрепленный на передней траверсе пресса. Контейнер пресса (его рабочая втулка) замыкается устройством для крепления матрицы 5. Каретка матрицедержателя от продольных движений замкнута специальным клиновым устройством.
Размеры отпрессованных профилей и соответствующие им размеры канала матрицы отличаются друг от друга. Размеры канала берут большими, так как размеры профиля уменьшаются при его охлаждении, правке растяжением, а также в процессе прессования, когда происходит «утягивание» менее массивных элементов профиля более массивными. Уменьшение размеров профиля происходит и в результате упругой деформации матричного комплекта, причем величины и распределение показателей деформации соответственно зависят от формы профиля, реологических свойств сплава, температуры и других факторов.
Величина деформации матрицы зависит от усилия прессования, жесткости матричного комплекта и других факторов. Для уменьшения упругой деформации рекомендуется использовать матрицы с форкамерами, что позволяет перераспределить нагрузку на матрицу и уменьшить ее изгиб. Численно определить деформацию матриц можно при наличии информации о характере распределения контактных напряжений на ее зеркале. Наибольшая деформация матричного комплекта имеет место при прессовании панелей из плоского контейнера. При этом происходит не только упругая, но и пластическая деформация, что приводит к резкому изменению размеров канала после первой прессовки.
Изменяя ширину рабочего пояска, можно эффективно выровнять скорости истечения отдельных элементов.
Перераспределить потоки металла можно, меняя условия входа металла в канал. Для этого применяют матрицы со скосами и выступами, с наклонными участками, локальной пофилировкой, заходной воронкой, карманами, форкамерами и прочие. Применение скосов, помимо уменьшения длины рабочего пояска в тонких участках канала, обеспечивает лучший доступ металла к этим участкам. При создании наклонных участков образуют радиально направленные силы, которые увеличивают объем, питающий утоненные полки профиля, что приводит к выравниванию скоростей истечения.
Для разнотолщинности симметричных профилей, имеющих большие габаритные размеры поперечного сечения с тонкими периферийными элементами, целесообразно применять кольцевые конические проточки на конце матрицы.
Для разнотолщинных профилей с небольшими габаритными размерами поперечного сечения делают местные углубления - «карманы».
Один из эффективных способов выравнивания скоростей истечения отдельных элементов профиля - применение форкамер. Это позволяет уменьшить прогиб матрицы, что особенно важно при прессовании так называемых «разветвленных» профилей или профилей полузамкнутого типа.
Имеются и другие пути управления потоками металла и выравнивания скоростей истечения отдельных элементов профиля. Один из них - изменение размеров или даже формы профиля, т.е. использование так называемых технологических припусков. Этот путь широко используют на практике, так как он - один из наиболее простых. Однако применение технологических припусков ведет, во-первых, к потерям металла, а во-вторых, к затратам на последующее снятие технологических припусков. Во избежание затрат такого рода припуск следует прессовать в отдельный канал. Матрицы с дополнительным каналом называют матрицами с «паразитным» отверстием.
Дата добавления: 2017-04-05; просмотров: 2870;
Поиск по сайту
Узнать еще
- А - при выпучине; б - при просадке основания; 1 - выпучина; 2 - отверстие; 3 -гидрофобный грунт; 4 - наладка; 5 - просадка основания; 6 - сварной шов; 7 -днище.
- Инструментальная диагностика.
- Инструментальная диагностика.
- Инструментальная диагностика.
- Инструментальная диагностика.
- Инструментальная оснастка многоцелевых станков с ЧПУ
- Инструментальная панель JToolBar

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
