Проектирование длительности производственного цикла полиграфической продукции
По формулам, приведенным выше для последовательного, параллельного и смешанного видов движения, обычно рассчитывают операционный период производственного цикла. Вместе с тем естественные процессы, контрольные и транспортные операции, не являясь операциями основного процесса, могут рассматриваться неотъемлемой частью единого производственного процесса по изготовлению конкретного заказа. И естественные процессы, и контрольные, и транспортные операции имеют определенную продолжительность во времени. К тому же одной из составляющих эффективной организации производственного процесса во времени является обеспечение параллельности выполнения естественных, контрольных и транспортных операций основным операциям производственного процесса.
Поэтому целесообразно при проектировании производственного цикла конкретного заказа в перечень операций производственного цикла включать не только основные технологические операции, но и естественные, контрольные и транспортные операции. В этом случае расчетным путем можно определить рабочий период производственного цикла.
Расчетная длительность цикла простого издания помимо рабочего периода цикла включает в себя время перерывов в ожидании освобождения рабочего места. Для определения величины этих перерывов необходимо строить линейные графики движения отдельных изданий в производстве и увязывать их между собой с учетом графиков загрузки рабочих мест.
Перерывы в нерабочее время, входящие в общую длительность производственного цикла заказа, учитываются с помощью коэффициента перевода расчетной длительности цикла, исчисленной в часах (ТЦрасч ), в длительность цикла в календарных днях (Тц ) по формуле
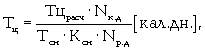
где Nк.д - количество календарных дней в году; Nр.д - количество рабочих дней в году; Tсм - продолжительность смены, в ч; Ксм - коэффициент сменности; ТТЦрасч - расчетная длительность цикла, ч.
Одним из факторов, влияющих на длительность цикла, является величина партии изделий.
Партией называется количество деталей, непрерывно обрабатываемых на операциях производственного процесса с однократной затратой подготовительно-заключительного времени. В машиностроении работа партиями осуществляется в серийном производстве. Поскольку величина партии оказывает существенное влияние на технико-экономические показатели деятельности предприятия, то для определения размера партии разработаны методы расчета его оптимальной величины.
На полиграфических предприятиях преобладает серийный тип производства. При этом под серией понимается тираж или прогонный тираж издания. Величина тиража определяется заказчиком. Тираж влияет на длительность печати, брошюровочно-переплетных и отделочных процессов. На стадии печати время на приладку (подготовительно-заключительное время) соизмеримо со временем собственно печати.
Разбиение тиража на партии приводит к значительным дополнительным материальным и трудовым затратам (см. Пример 2 в последовательном виде движения) и является экономически нецелесообразным. Поэтому в полиграфическом производстве задача оптимизации величины партии отсутствует.
В полиграфии принята позаказная система планирования. И график движения в производстве необходимо строить для всего заказа. При этом надо учесть, что количество партий и количество изделий в партии на различных стадиях полиграфического производства будет разное.
Так, например, на допечатных процессах полный комплект форм на заказ (n1) можно рассматривать как одну партию. Передача изделий с операции на операцию на этой стадии может осуществляться параллельным способом поштучно или параллельно-групповым способом q1 группами (передаточными партиями) по р1 изделий в каждой (n1 = p1 ×q1 ). На стадии печати количество партий q2 численно равно количеству приладок на заказ, а количество изделий в партии (p2 ) соответствует прогонному тиражу издания. На брошюровочно-переплетной и отделочной стадии весь заказ можно рассматривать как единую партию с количеством изделий в ней равным тиражу издания.
Пример 4. Графическим способом определить длительность производственного цикла изготовления буклета форматом 70×100/8, объемом () 0,5 физ.п.л., красочностью (4+4), тиражом () 5 тыс. экземпляров. Печать осуществляется на листовой печатной машине ф. 381?520 мм красочностью (4 + 0).
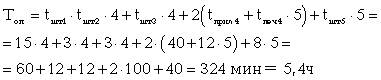
Пусть принята следующая укрупненная технологическая схема изготовления издания: 1 - монтаж фотоформ, 2 - копирование, 3 - проявка форм и сушка, 4 - печатание, 5 - фальцовка. Штучные времена на операциях: tшт1 = 15 мин; tшт2 = 3 мин; tшт3 = 3 мин; tшт4 = 3 мин; tприл4 = 40 мин; tпеч4 = 12 мин/т.л. - прог; tшт5 = 8 мин/т.тетр.
Так как на печатной машине за 1 листопрогон можно получить 1 лист-оттиск формата А3 (0,25 физ.п.л. издания) и красочностью 4 + 0, то для печати буклета объемом 0,5 физ.п.л. и красочностью 4 + 4 необходимо изготовить два комплекта форм по четыре формы в каждом. Таким образом, на допечатной стадии партия состоит из 8 деталей (форм). Возможен вариант параллельно-последовательного движения предметов труда с поштучной передачей изделий в пределах формных процессов. Но операция печати не начнется до тех пор, пока не будет изготовлен комплекс из 4 форм, так как печатная машина четырехкрасочная.
На операции печати партией будет являться прогонный тираж издания (Nтир = 5 тыс. экз.), а количество партий равно 2 - количеству приладок для печати тиража.
На операцию фальцовки листы будут поступать после того, как будут запечатаны обе стороны издания. Количество партий здесь равно 1, а величина партии представляет собой тираж издания.
Причем если мы не используем быстроотверждаемые краски, то для исключения отмарывания отпечатанные листы подвергаются естественной сушке продолжительностью не менее, например, 4 ч.
При условии что на всех допечатных процессах занят один рабочий, график движения предметов труда при изготовлении буклета может иметь следующий вид (см. рис. 3.4).

То есть длительность производственного цикла составит два календарных дня (при условии односменной работы предприятия).
Расчет длительности цикла сложного издания. При изготовлении сложной продукции ее производственный цикл состоит из производственных циклов простых изделий, являющихся элементами сложного изделия, и сборочных процессов. Для определения длительности производственного цикла сложного изделия необходима увязка во времени производственных циклов элементов изделия, которая достигается путем построения циклового графика. На рис. 3.5 представлен цикловой график изготовления книги в переплете.
А1 - изготовление вклеек (4 рабочих дня)
А2 - изготовление текстовой части издания (10 р.д.)
А3 - изготовление обложки (3 р.д.)
А4 - раскрой и резка картона (2 р.д.)
В1 - изготовление основного блока (2 р.д.)
В2 - изготовление крышки (2 р.д.)
С1 - изготовление книги (2 р.д.)
Длительность производственного цикла сложного издания определяется на цикловом графике длинной самой длительной цепочки операций. На рис. 6 эта продолжительность составляет 12 дней (А2 + В2 + С1).
Из рисунка видно, что производственные циклы отдельных простых изделий (А1 и А2 или А3 и А4) и сборочных единиц (В1 и В2) могут выполняться параллельно.
Цикловой график дает возможность определить сроки запуска отдельных простых изделий (А1, А2, А3, А4) в производство. Ведущей деталью (простым изделием) на рис. 6 является текстовая часть издания. Ее изготовление должно начаться не позднее чем за 14 рабочих дней до срока сдачи тиража. Остальные же простые изделия, входящие в состав книги, запускаются в производство исходя из времени опережения запуска или выпуска. Из рис. 3.5 видно, что изготовление вклеек может начаться не позднее чем за 6 дней, а процесс изготовления обложки - не позднее чем через 7 дней после начала набора текста и т.п. То есть не все детали, входящие в готовое изделие, запускаются в производство одновременно.
Проектирование оптимальных сроков изготовления полиграфической продукции. Точность установления сроков движения изданий в производстве имеет исключительно важное значение в создании условий для бесперебойной работы смежных подразделений полиграфических предприятий и своевременного выпуска продукции.
Вопросы организации производственного процесса во времени, включая оптимальное построение графиков движения сложных изданий с кратчайшей длиной расписания, рассматриваются в ходе оперативно-календарного планирования на полиграфическом предприятии.
Дата добавления: 2021-06-28; просмотров: 1132;
Поиск по сайту
Узнать еще
- FMEA при проектировании продукции
- Альтернативные возможности производства гражданской и военной продукции
- Амортизационные отчисления производятся только до полного переноса стоимости основных фондов на себестоимость продукции.
- Амплитуда симметричного цикла по изгибу.
- Анализ ассортимента и структуры продукции
- Анализ ассортимента продукции, тыс. руб.
- Анализ влияния показателей интенсификации на изменение объема выпуска продукции
- Анализ влияния показателей экстенсификации и интенсификации на изменение объема продукции.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
