Технологичность формы корпуса судна
Форма корпуса судна выбирается прежде всего исходя из условий обеспечения мореходных и эксплуатационных качеств. При этом не всегда в достаточной степени учитываются требования, связанные с совершенствованием обводов, непосредственно оказывающих влияние на технологичность конструкций корпуса. Многие из построенных и строящихся в настоящее время корпусов имеют лекальные обводы. Это влечет за собой необходимость большого объема плазовых разработок, создания большой номенклатуры оснастки, приводит к большому объему гибочных работ, усложняет сборку и сварку листов наружной обшивки и набора. Использование лекальных обводов сдерживает применение механизированных и автоматизированных линий по изготовлению корпусных конструкций.
Упрощение форм корпусов можно свести к следующим направлениям (см. раздел 2.1):
увеличение длины цилиндрической вставки;
создание формы корпусов с цилиндрическими и коническими поверхностями, т.е. развертывающейся на плоскость наружной обшивкой;
упрощение форы палуб (отказу от лекальной погиби и седловатости);
отказ от подъема днища;
создание криволинейной формы корпуса с использованием спрямленных шпангоутов;
создание плоскогранной формы корпуса.
Наиболее очевидным и, вместе с тем, в максимальной степени влияющим на снижение трудоемкости изготовления корпусных конструкций является применение возможно более длинной цилиндрической вставки. С другой стороны, наличие цилиндрической вставки может оказывать влияние на ходкость судна. Однако, при соблюдении определенных условий (см. п. 2.2.4), сопротивления воды движению судна может не увеличиваться. Одним из основных условий этого является назначение оптимальной длины цилиндрической вставки, т.е. такой максимальной длины, при которой ходкость судна не ухудшается. Осредненная зависимость оптимальной относительной длины цилиндрической вставки LЦВ/L (где LЦВ – длина цилиндрической вставки, L – длина судна) от коэффициента общей полнотысудна δ приведена на рис. 6.2.

При этом, с точки зрения технологичности, длина цилиндрической вставки должна быть кратной длине секций, которые, в свою очередь, должны быть кратными длине заказного (стандартного) листа с учетом припусков. Габариты секций в зависимости от габаритов заказного листа приведены в табл. 6.1.
Таблица 6.1. Габариты секций в зависимости от габаритов заказного листа
| Габариты заказного листа, мм | Максимальные габариты секции, мм | |
| Длина | Ширина | |
| 3200×16000 | ||
| 3200×14000 | ||
| 3200×12000 | ||
| 2400×16000 | ||
| 2400×14000 | ||
| 2400×12000 | ||
| 2400×10000 | ||
| 2400×8000 | ||
| 2500×6800 |
| Габариты заказного листа, мм | Максимальные габариты секции, мм | |
| Длина | Ширина | |
| 2000×8000 | ||
| 2000×7000 | ||
| 2000×6000 | ||
| 2000×5000 | ||
| 1800×8000 | ||
| 1800×6000 | ||
| 1600×8000 | ||
| 1600×6000 | ||
| 1500×5000 |
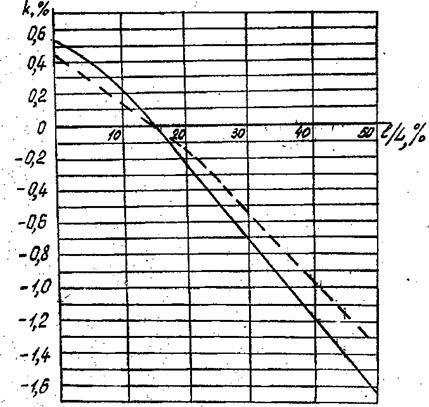
Трудоемкость изготовления корпуса судна с учетом изменения длины цилиндрической вставки определяется по формуле
Tʹ = (1+k/100) T, (1)
где Tʹ - трудоемкость изготовления корпуса судна с учетом длины цилиндрической вставки, нормо-ч; k ‑ коэффициент, учитывающий изменение трудоемкости изготовления корпуса судна за счет изменения длины цилиндрической вставки (рис. 6.3); Т ‑ трудоемкость изготовления корпуса судна по отраслевым нормативам.
|
|
Дата добавления: 2021-05-28; просмотров: 698;
Поиск по сайту
Узнать еще
- III. Суммарные допуски формы расположения
- V — скорость судна, м/с.
- V. Сборка и нагружение формы.
- V.VII. Зависимость ширины и формы выхода слоя на поверхности от его истинной мощности, угла падения и формы рельефа
- А - с прямолинейной спинкой; б - с криволинейной спинкой; в - с канавкой удлиненной формы
- А) Контроль отклонений от правильной цилиндрической формы.
- А. Локализованные формы
- Автоматический контроль точности размеров и формы деталей. Разновидности контроля. Использование информации, полученной при контроле,

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
