Способы и ошибки заточки
Характер заточки имеет большое значение для точности соблюдения размеров отверстия и прежде всего для стойкости сверлильного инструмента (по времени или длине резания). Основные варианты заточки представлены в табл. 11.3
Табл. 11.3
| Форма заточки | Применение | Эскиз |
| Форма A Подточенная перемычка | Применение: • Свёрла с толстой сердцевиной, сверла большого диаметра для сверления в сплошном материале • Для чугуна и стали до 1000 Н/мм2 Преимущества: • Хорошее центрирование при засверливании • Уменьшение силы подачи | 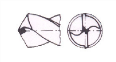
|
| Форма B Подточенная перемычка с подправленной главной режущей кромкой | Применение: • Для сверления сталей высокой прочности, твёрдых пружинных и марганцевых сталей (более 10 % Mn) • Угол при вершине 118° для вязких материалов (дробление стружки) • Угол при вершине 130° для высокопрочных материалов более 1000 Н/мм2 Преимущества: • Невосприимчивость к ударам • Отсутствие застревания в тонких заготовках | 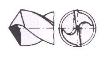
|
| Форма C Крестообразная заточка | Применение: • Свёрла с очень толстой сердцевиной и сверла для глубокого сверления • Для очень вязких и твёрдых материалов, а также для поковок Преимущества: • Хорошее центрирование • Малая сила подачи | 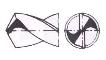
|
| Форма D Заточка для обработки чугуна | Применение: • Для сверления чугуна, ковкого чугуна и поковок • Для заготовок с неплоской поверхностью (трубы, валы) Преимущества: • Снижение нагрузки на уголки режущих кромок за счёт удлинения главных режущих кромок • Невосприимчивость к ударам • Хороший теплоотвод | 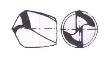
|
| Форма заточки | Применение | Эскиз |
| Форма E Центровая заточка | Применение: • Сверление в мягких материалах (медь и т.п.) и в тонком листовом металле • Глухие отверстия с плоским дном Преимущества: • Хорошее центрирование, отсутствие застревания • Мало заусенцев при сквозном сверлении тонкого листового металла и труб | 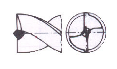
|
Наряду с требованием соблюдения соответствующих углов и низкой шероховатости режущих кромок очень важное значение для равномерной нагрузки отдельных режущих кромок имеет их симметричная заточка. Обзор возможных погрешностей симметрии и их последствия приведены в табл 11.4
Таблица 11.4 Ошибки заточки и их последствия
| Погрешность симметрии | Признак | Последствия |

| Несимметричный угол при вершине Главные режущие кромки разной длины Середина перемычки – на оси сверла | Завышение размера отверстия Ступенчатое дно отверстия Неравномерная нагрузка на главные режущие кромки (износ) |

| Симметричный угол при вершине Главные режущие кромки разной длины Середина перемычки смещена от оси сверла | Завышение размера отверстия Неравномерная нагрузка на главные режущие кромки |

| Несимметричный угол при вершине Главные режущие кромки разной длины Середина перемычки смещена от оси сверла | Завышение размера отверстия Ступенчатое дно отверстия Неравномерная нагрузка на главные режущие кромки (износ) |
Выбор глубины и диаметра предварительного сверления.Для сверления решающее значение имеет форма образуемой стружки и ее удаление из отверстия. Форма стружки существенно зависит от обрабатываемого материала. Например, при обработке чугуна образуется винтовая или спиральная ломаная стружка. В отличие от этого при сверлении в стали стружка может получаться длинной винтовой или ленточной. Из-за трудностей удаления стружки из отверстия возможная глубина последнего ограничена. При сверлении в легко обрабатываемых материалах с малым скоплением стружки глубину сверления можно увеличить примерно на 40% в сравнении с материалами, которые трудно поддаются резанию.
Для рассверливания спиральными сверлами или зенкерами размер минимального диаметра предварительного сверления можно приблизительно рассчитать по таблице 11.5.
Таблица 11.5 Минимальный размер предварительного рассверливания
| Инструмент для рассверливания | Минимальный размер предварительного рассверливания |
| Спиральные сверла | 0,3∙D |
| Зенкеры | 0,7∙D |
| Зенкер с твердосплавными режущими кромками | 0,8∙D |
Глубокое сверление.Для изготовления отверстий при соотношении длины и диаметра инструмента 20хD…30хD подходят новые высокопроизводительные сверла глубокого сверления. Они снабжены спиральными канавками и имеют 4 ленточки, а также внутренние каналы для охлаждения. Коническая заточка таких сверл обеспечивает, с одной стороны, хорошее ведение инструмента направляющими ленточками, а с другой стороны, улучшает удаление стружки (без контакта со стенками отверстия) даже при большой глубине сверления. В сравнении с однокромочными сверлами эти сверла обеспечивают почти десятикратное увеличение подачи при обработке, способствуя значительной экономии времени. Благодаря спиральным канавкам для удаления стружки такие сверла позволяют выполнять отверстия с вертикальной подачей.
Дата добавления: 2017-01-16; просмотров: 2676;
Поиск по сайту
Узнать еще
- I. Способы представления переменного синусоидального тока и напряжения.
- MS Word. Выделение текста. Понятие фрагмента текста. Способы форматирования фрагментов, работа с фрагментами (копирование, удаление, перемещение).
- V. СПОСОБЫ ПОЛУЧЕНИЯ И ХИМИЧЕСКИЕ СВОЙСТВА АЦЕТИЛЕНОВЫХ И ДИЕНОВЫХ УГЛЕВОДОРОДОВ
- VII. Риски и способы их минимизации
- Yandex_direct_print() Теплоизоляция - требования, способы крепления
- Абсолютные и относительные показатели вариации и способы их расчёта.
- Абсолютные и средние показатели вариации и способы их расчета
- АДАПТАЦИЯ И ОСНОВНЫЕ СПОСОБЫ ПРИСПОСОБЛЕНИЯ ЖИВЫХ ОРГАНИЗМОВ К ЭКСТРЕМАЛЬНЫМ УСЛОВИЯМ СРЕДЫ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
