Силы, вращающий момент, потребляемая мощность при зенкеровании и зенковании
Так как при зенкеровании и зенковании имеют место те же основные условия, что и при рассверливании, для расчета касательной составляющей силы резания Fc может быть использовано уравнение для сверления. В качестве технологического коэффициента для обработки зенкерованием/зенкованием fSe принято значение fSe = 1,0.
Таким образом для главной составляющей силы резания на режущую кромкуFcz при зенкеровании/зенковании получаем:
Fcz – главная составляющая силы резания на режущую кромку [H] при fSe=1,0
Вращающий момент Md рассчитывается следующим образом:
Md – вращающий момент [H*м]
Fcz - главная составляющая силы резания на режущую кромку [H]
Z – число режущих кромок зенкера/зенковки
D – наружный диаметр [мм]
d – внутренний диаметр [мм]
Расходуемая мощность на резание Pc рассчитывается так же, как для рассверливания.
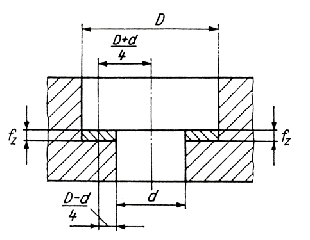
Рис. 11.13 Расстояние от точки приложения силы до оси зенковки
Pc – Расходуемая мощность на резание [кВт]
n– Частота вращения [об/мин]
Или
Pc – расходуемая мощность на резание [кВт]
Fcz - главная составляющая силы резания на режущую кромку [H]
D – наружный диаметр [мм]
d – внутренний диаметр [мм]
vc – скорость резания [м/мин]
Расчет основного машинного времени при зенкеровании и зенковании .Для определения основного машинного времени th используются те же уравнения, что и при аналогичных расчетах для сверления.

th – основное машинное время [мин]
L – общее перемещение [мм]
f – подача [мм/об]
n – частота вращения [об/мин]
При зенкеровании (зенковании) врезание la = 3 мм и длина перебега lu ~ 3 мм, следовательно, общее перемещение L рассчитывается по формуле:

L – общее перемещение [мм]
l – толщина заготовки [мм]
la – врезание [мм]
lu – длина перебега [мм]
Развёртывание.
Развёртывание производится для повышения качества отверстия. При этом диаметр увеличивается на незначительную величину. Достижимая точность отверстия – от IT 7 до IT 6. Характерная особенность данного способа обработки заключается в том, что происходит самоцентрирование развёртки в отверстии.
При выборе низких значений подачи  или при малых значениях главного угла в плане k толщина срезаемого слоя h будет невелика. Например, это происходит при использовании разверток с переменным шагом с главным углом в плане k ≈ 1°. В данной ситуации возможны трудности с удалением стружки из отверстия. При развёртывании необходимо принимать во внимание минимальную толщину срезаемого слоя
или при малых значениях главного угла в плане k толщина срезаемого слоя h будет невелика. Например, это происходит при использовании разверток с переменным шагом с главным углом в плане k ≈ 1°. В данной ситуации возможны трудности с удалением стружки из отверстия. При развёртывании необходимо принимать во внимание минимальную толщину срезаемого слоя  . Если толщина срезаемого слоя меньше данной величины, режущая кромка не врезается в материал, происходит всего лишь его упругая и пластическая деформация. При этом под действием давления и трения увеличивается интенсивность износа режущей кромки. В диапазоне скоростей резания для развёртывания минимальная толщина срезаемого слоя
. Если толщина срезаемого слоя меньше данной величины, режущая кромка не врезается в материал, происходит всего лишь его упругая и пластическая деформация. При этом под действием давления и трения увеличивается интенсивность износа режущей кромки. В диапазоне скоростей резания для развёртывания минимальная толщина срезаемого слоя  составляет:
составляет:
 ,
,
где  – скругление режущей кромки.
– скругление режущей кромки.
Рис 11.14 – Параметры срезаемого слоя при развертывании
Рис. 11.15 Конструкции машинных разверток
Небольшого улучшения врезания режущей кромки можно добиться за счёт «тянущего» реза спиральной развёртки с малым шагом, который обеспечивается большим отрицательным углом уклона.
Силы, момент и потребляемая мощность при развёртыванииВозникающие при развёртывании силы невозможно точно рассчитать, основываясь на значении удельной силы резания  . Силы, прилагаемые при снятии стружки, во много раз меньше сил трения и сил, которые могут возникать в результате «присасывания» в отверстии. Равнодействующие всех сил при развёртывании могут быть определены посредством измерения вращающего момента. При этом расходуемая мощность на резание
. Силы, прилагаемые при снятии стружки, во много раз меньше сил трения и сил, которые могут возникать в результате «присасывания» в отверстии. Равнодействующие всех сил при развёртывании могут быть определены посредством измерения вращающего момента. При этом расходуемая мощность на резание  рассчитывается так же, как для сверления и зенкерования:
рассчитывается так же, как для сверления и зенкерования:

- Мощность резания [кВт]
 - Вращающий момент [Н*м] (определяется экспериментальным путём)
- Вращающий момент [Н*м] (определяется экспериментальным путём)
n - частота вращения [об/мин]
Расчёт основного машинного времени при развёртывании.Для развёртывания действительны такие же зависимости, выраженные уравнением, как для сверления и зенкерования. А именно:

 Основное машинное время [мин]
Основное машинное время [мин]
L - Общая длина обработки [мм]
f - Подача [мм/об]
n - Частота вращения [об/мин]
При развёртывании особое внимание надлежит обратить на то, что обратное вращение, как правило, осуществляется с такой же скоростью, что и поступательное, и, следовательно, необходимо учитывать сопоставимое с основным машинным временем  вспомогательное время
вспомогательное время  .
.
Врезание  и длина перебега
и длина перебега  при развёртывании:
при развёртывании:

D - Диаметр развёртки
Таким образом, общая длина обработки L рассчитывается с помощью следующего уравнения:

L - Общая длина обработки [мм]
l - Толщина заготовки [мм]
D - Диаметр развёртки [мм]
Дата добавления: 2017-01-16; просмотров: 2517;
Поиск по сайту
Узнать еще
- Appeal –привлекательность.
- Applications (приложения)
- Cила резания при точении
- Cущность организации и ее основные признаки
- D-технология построения чертежа. Типовые объемные тела: призма, цилиндр, конус, сфера, тор, клин. Построение тел выдавливанием и вращением. Разрезы, сечения.
- D-элементы, их применение в медицине и фармации.
- F50 Расстройства приема пищи
- He рекомендуем использовать данный метод, если в дальнейшем будет необходимость прибегнуть к отгибу приборной панели.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
