Силы, вращающий момент, потребление мощности при сверлении
Для расчёта главной составляющей силы резания при сверлении можно с достаточным приближением использовать уравнение для точения. В случае сверления следует ввести поправочный коэффициент fB, учитывающий изменение факторов влияния на главную составляющую силы резания по сравнению с точением (например, форма режущей кромки, скорость резания и т.п.). Таким образом, действительны следующие соотношения (таблица 11.1)
Таблица 11.1
| Сверление в сплошном материале | Рассверливание | |
| Поправочный коэффициент fB | fB= 1 | fB = 095 |
| Касательная составляющая силы резания на каждую кромку Fcz | Fcz=  *fz*kc*fB
(уравн. 3.8) *fz*kc*fB
(уравн. 3.8)
| Fcz=  *fz*kc*fB
(уравн. 3.9) *fz*kc*fB
(уравн. 3.9)
|
Fcz - главная составляющая силы резания на каждую кромку[Н]
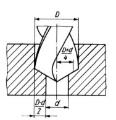
D - диаметр отверстия[мм]
d - диаметр предварительного отверстия[мм]
fz - подача на зуб[мм/зуб]
kc - удельная сила резания[Н/мм]
fB - поправочный коэффициент для сверления
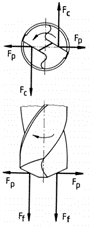
Рис 11.7 - Составляющие усилий резания при сверении
Вращающий момент и мощность при сверлении.В случае сверления мощность рассчитывается, как правило, через вращающий момент (таблица 11.2).
Табл 11.2
| Сверление в сплошном материале | Рассверливание | |
| Приложение силы | H= D/ 4
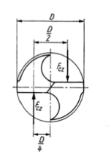
| H= (D+ d) / 4
|
| Вращающий момент | Md =  Для Z= 2 действительно:
Md=
Для Z= 2 действительно:
Md= 
| Md=  Для Z= 2 действительно:
Md=
Для Z= 2 действительно:
Md= 
|
| Мощность | Pa =  Pc =
Pc = 
| Pc =  Pc =
Pc = 
|
Fc - касательная составляющая силы резания[Н] (Fc= Fcz*Z)
Fcz - главная составляющая силы резания на каждую кромку[Н]
H - плечо силы[мм]
Z - число режущих кромок
D - диаметр отверстия[мм]
d - диаметр предварительного отверстия[мм]
Md - вращающий момент[Н•м]
Pc - мощность резания[кВт]
Pa Мощность привода[кВт]
n - частота вращения[об/мин
vc - скорость резания[м/мин]
η – КПД
Прочие составляющие силы резания при сверлении.Пассивная составляющая силы резания Fp направлена радиально наружу (см. рис. 11.7). Она зависит от перемычки, главной режущей кромки, уголка режущих кромок и направляющей ленточки. В нормальном случае, когда используется симметрично режущее сверло с несколькими режущими кромками, все пассивные составляющие силы резания взаимно уничтожаются и не оказывают влияния ни на инструмент, ни на заготовку.
Исключением являются сверлильные инструменты с СМП. Их режущая кромка разделена на несколько асимметрично расположенных сменных многогранных пластин, которые зачастую имеют и разный главный угол в плане. Теоретические расчетные методы еще очень ненадежны. Пассивную составляющую силы резания в данном случае следует определять путем измерений.
Другие исключения возможны при несимметричной заточке спиральных сверл и при засверливании на неровных поверхностях.
Силы подачи Ff в направлении оси сверла (см. рис. 11.7) возникают на главной и вспомогательной режущих кромках и зависят от свойств материала, поперечного сечения стружки, переднего угла и заточки режущих кромок. Теоретические расчеты силы подачи относительно неточны. Измерения показали следующие соотношения:
Сверла с СМП: Ff≈ 0,6∙Fc Ff≈ 0,8∙Fc Спиральные сверла: Ff≈ Fc
Основная доля силы подачи (до 60%) приходится на перемычку сверла. Эту долю можно существенно сократить за счет специальной заточки. Путем предварительного сверление до диаметра сердцевины сверла можно полностью устранить неблагоприятное влияние перемычки и тем самым уменьшить силу подачи Ff приблизительно на 50%.
Дата добавления: 2017-01-16; просмотров: 2897;
Поиск по сайту
Узнать еще
- Appeal –привлекательность.
- Applications (приложения)
- Cила резания при точении
- Cущность организации и ее основные признаки
- D-технология построения чертежа. Типовые объемные тела: призма, цилиндр, конус, сфера, тор, клин. Построение тел выдавливанием и вращением. Разрезы, сечения.
- D-элементы, их применение в медицине и фармации.
- F50 Расстройства приема пищи
- He рекомендуем использовать данный метод, если в дальнейшем будет необходимость прибегнуть к отгибу приборной панели.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
