Технологическая карта последовательности изготовления детали «Брусок»
Вертикально-фрезерный станок модели 6Р10
| Эскиз детали «Брусок» | Обозначение размера | Размер, мм | |
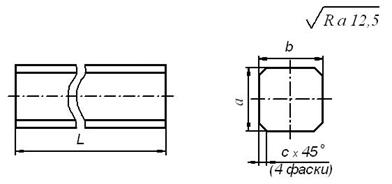 Заготовка: диаметр ‑ D, длина ‑ 125 мм; материал – сталь Ст. 3
Заготовка: диаметр ‑ D, длина ‑ 125 мм; материал – сталь Ст. 3
| Варианты заданий | ||
| a | 30-0,2 | 30-0,2 | 20-0,15 |
| b | 30-0,2 | 20-0,15 | 20-0,15 |
| c | 5 | 4 | 3 |
| D × L | 45 × 120 | 45 ×120 | 30 ×120 |
| № п/п | Наименование перехода | Эскиз перехода | Инструмент: режущий, вспомогательный | Приспособления | Режим резания | Измерительный инструмент |
| Установить и закрепить заготовку, выдерживая размер h = D/2 + 5 мм. | 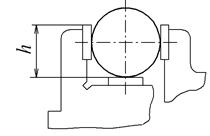
| Машинные тиски, подкладки | Штангенциркуль, 0–160 мм |
Продолжение табл. 4.7
| Фрезеровать торец заготовки, выдерживая размер L. | 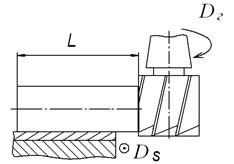
| Концевая фреза, Р6М5, Dф =35, z = 6; переходная втулка, натяг | Машинные тиски, подкладки | υ = 12 м/мин; t = 2,5 мм, Sz = 0,1 мм/зуб. число рабочих ходов – 2; | Штангенциркуль 0–160 мм | |||
выдерживая размер h1 = D/2 + a/2. | 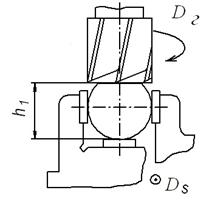
| –//– | –//– | υ = 12 м/мин; B = 2 мм, Sz = 0,1 мм/зуб; число рабочих ходов – i (определяется в зависимости от варианта задания) | Штангенциркуль 0–160 мм | |||
| Раскрепить заготовку, повернуть на 900, закрепить заготовку. | 
| Машинные тиски, подкладки |


Продолжение табл. 4.7
| Фрезеровать вторую грань заготовки, выдерживая размер h2. = D/2 + b/2. | 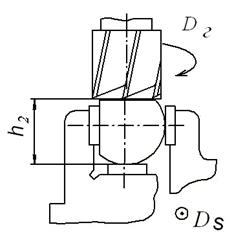
| Концевая фреза, Р6М5, Dф =35, z = 6; переходная втулка, натяг | Машинные тиски, подкладки | υ = 12 м/мин; B = 2 мм, Sz = 0,1 мм/зуб; число рабочих ходов – i (определяется в зависимости от варианта задания) | Штангенциркуль 0–160 мм | |
| Раскрепить заготовку, повернуть на 900, закрепить заготовку, выдерживая размер h3 = a/2 + 5 мм. | 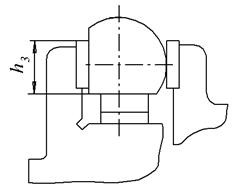
| Машинные тиски, подкладки | Штангенциркуль 0–160 мм |
Продолжение табл. 4.7
| Фрезеровать третью грань заготовки, выдерживая размер а. | 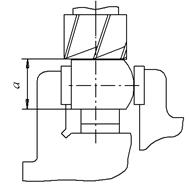
| Концевая фреза, Р6М5, Dф =35, z = 6; переходная втулка, натяг | Машинные тиски, подкладки | υ = 12 м/мин; B = 2 мм, Sz = 0,1 мм/зуб; число рабочих ходов – | Штангенциркуль 0–160 мм | |
| Раскрепить заготовку, повернуть на 900, закрепить заготовку. | 
| ‑ // ‑ | ||||
| Фрезеровать четвертую грань заготовки, выдерживая размер b. | 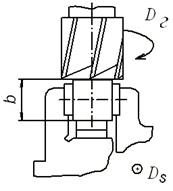
| Концевая фреза, Р6М5, Dф =35, z = 6; переходная втулка, натяг | ‑ // ‑ | υ = 12 м/мин; B = 2 мм, Sz = 0,1 мм/зуб; число рабочих ходов – i | Штангенциркуль 0–160 мм |

Продолжение табл. 4.7
| Повернуть шпиндельную головку на 45 0. | 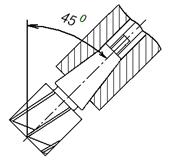
| |||||
| Фрезеровать фаску в размер с × 450. | 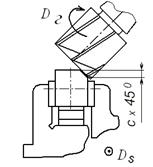
| Концевая фреза, Р6М5, переходная втулка, натяг | Машинные тиски, подкладки | υ = 12 м/мин; Sz = 0,1 мм/зуб; число рабочих ходов – 1 | Штангенциркуль 0–160 мм | |
| Раскрепить заготовку, повернуть на угол 450, закрепить заготовку. | 
| Машинные тиски, подкладки |
Окончание табл. 4.7
| 13–16 | Повторить переходы 11–12, фрезеровать оставшиеся три фаски, выдерживая размеры с × 45 0. | 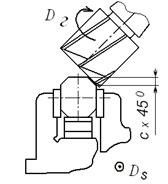
| Концевая фреза, Р6М5, переходная втулка, натяг | Машинные тиски, подкладки | υ = 12 м/мин; Sz = 0,1 мм/зуб; число рабочих ходов – 1. | Штангенциркуль 0–160 мм |
| Раскрепить, снять деталь, контролировать размеры. | 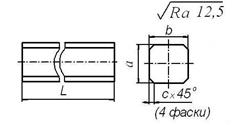
| Штангенциркуль 0–160 мм |

Задание: «Описать характеристики используемых фрезерных станков и последовательность изготовления детали, привести параметры режима резания и перечень технологической оснастки, представить результаты измерения размеров изготовленной детали».
3. Наименование и характеристика горизонтально- или вертикально-фрезерного станка: наименование, модель, технологические возможности, части и узлы станка.
4. Виды движений узлов станка (по форме таблицы 4.8).
Таблица 4.8
Узлы станка и размерность скорости их движений
| № п/п | Движущийся узел | Вид движения | Назначение движения | Размерность скорости движения |
5. Чертёж изготавливаемой детали «Брусок» (см. таблицу 4.7).
6. Эскиз технологического перехода с указанием получаемого размера и шероховатости обработанной поверхности (даётся по заданию преподавателя).
7. Расчёт частоты вращения шпинделя, подачи в минуту и числа рабочих ходов, устанавливаемых на станке при выполнении заданного преподавателем перехода.
8. Перечень применяемых при выполнении технологического перехода приспособлений, режущих, вспомогательных и измерительных инструментов.
9. Результаты контроля размеров изготовленной детали, представленные в форме таблицы 4.9.
Таблица 4.9
Результаты измерения детали «Брусок»
| Размер | а, мм | b, мм | с, мм |
| по чертежу | |||
| действительный |
10. Выводы.
Дата добавления: 2021-05-28; просмотров: 662;
Поиск по сайту
Узнать еще
- А) технологическая схема работы бетоносмесительной установки; б) блок дозирования каменных материалов; в) смесительный блок
- А. Детали зубчатых передач
- Аддитивная и субтрактивная технология изготовления коммутационных плат
- Акцентирование – подчёркивание какой-либо детали (шарж, карикатура).
- Анализ технологичности детали
- Анализ технологичности конструкции детали в зависимости от ее обработки в различных типах производства
- Анализ технологичности конструкции детали.
- Аналитическое профилирование призматического фасонного резца с базой крепления, параллельной оси детали

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
