Устройство и назначение основных узлов вертикально-фрезерного станка
Устройство станка. На фундаментной плите станка 1 размещена станина 2, внутри которой располагается коробка скоростей 4. Коробка скоростей служит для изменения частоты вращения шпинделя 7, расположенного в шпиндельной головке 6. На станке используется поворотная шпиндельная головка, которая позволяет вращением квадрата 5 устанавливать шпиндель как вертикально, перпендикулярно столу станка, так и под углом до 450, определяемому по шкале,как в одну, так и в другую сторону.
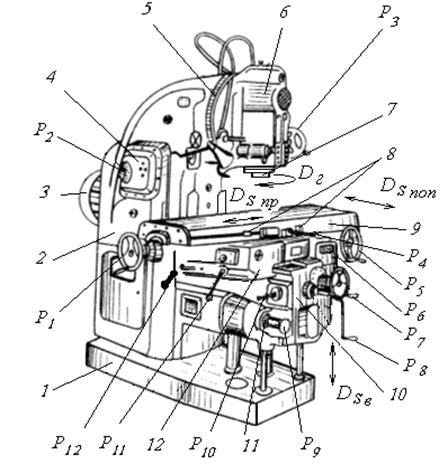
Рис. 4.1. Общий вид вертикально-фрезерного станка
По направляющим станины в вертикальном направлении может перемещаться консоль 10 (вертикальное движение подачи DSв), внутри которой размещена коробка подач 11, позволяющая устанавливать заданное значение скорости перемещения заготовки (движение подачи). На горизонтальных направляющих консоли расположены поперечные салазки 12 и продольный стол 9. Перемещение поперечных салазок по направляющим консоли обеспечивает движение поперечной подачи заготовки DSпоп, устанавливаемой непосредственно на столе станка или в специальном приспособлении. Продольную подачу заготовки реализуют перемещением стола станка по направляющим поперечных салазок маховичками Р1 или Р5.
Управление станком. Вертикально-фрезерные станки относят к группе станков с ручным управлением. Подключение станка к электросети осуществляют поворотом рукоятки пакетного переключателя, расположенного на правой стороне станины (на рисунке не показан), в положение «Сеть». Справа и слева от переключателя расположены рукоятки выключателей местного освещения и смазочно-охлаждающей системы.
Включение вращения, переключение направления вращения шпинделя (правое и левое вращение) и его остановку осуществляют кнопками Р6. Значения частот вращения шпинделя устанавливают рукояткой Р2, расположенной на лицевой стороне станины станка (коробке скоростей).
Ручные перемещения продольного стола станка 9, поперечных салазок 12 и консоли 10 во время работы и при наладке станка выполняют вращением маховичков соответственно Р1 или Р5, Р7, Р8, оснащённых отсчётными устройствами — лимбами, выполненными в виде градуированных колец.
Механическое продольное движение стола 9 станка включают рукояткой Р4, перемещая её в направлении необходимого движения. Длину перемещения устанавливают с помощью упоров 8, ограничивающих величину хода стола отключением движения подачи из-за возврата (поворота) рукоятки Р4 в нейтральное положение.
Механические поперечные и вертикальные движения поперечных салазок 12 и консоли 10 станка реализуют с помощью одной рукоятки Р10 путем перемещения её из нейтрального положения в направлении требуемого перемещения заготовки.
Значения подач продольного стола, поперечных салазок и консоли станка устанавливают рукояткой Р9 выдвижением её вперед из исходного положения и последующим поворотом на позицию, соответствующую необходимому значению подачи в минуту Sм. При этом значение вертикальной подачи получается вдвое меньше, чем указано на коробке подач.
С помощью маховичка Р3 можно перемещать в вертикальном направлении шпиндель станка с инструментом, что используют для установки фрезы в определённое положение относительно заготовки и для установки глубины фрезерования.
С целью увеличения жёсткости конструкции станка путём закрепления консоли на вертикальных направляющих станины и поперечных салазок на консоли используют соответственно рукоятки Р11 и Р12.
Содержание работы
Работа проводится на горизонтально-фрезерном и вертикально-фрезерном станках. Каждому студенту предоставляется индивидуальное рабочее место.
В содержание работы входят перечисленные далее упражнения и комплексная работа.
Упражнения в управлении фрезерным станком. Пуск и остановка электродвигателя станка. Включение и выключение привода главного движения и привода движений подач (рабочей и ускоренной). Установка заготовок на столе с помощью прихватов и в тисках. Установка и закрепление фрезы. Упражнения в управлении движения стола станка.
Снятие пробной стружки на длине 4–5 мм при заданной глубине резания. Контроль размера. Снятие стружки на длине 20–30 мм ручной подачей. Установка фрезы на глубину резания по лимбу вертикальной подачи стола. Фрезерование горизонтальной поверхности механической подачей стола. Контроль размеров. Техническое обслуживание рабочего места. Техника безопасности работы на станке.
Фрезерование горизонтальных и вертикальных плоскостей и уступов. Фрезерование горизонтальных и вертикальных плоскостей на заданную глубину резания с механической подачей стола при установке заготовки в тисках. Фрезерование уступов. Проверка размеров и расположения обработанных поверхностей штангенциркулем.
Фрезерование пазов и разрезание заготовок. Фрезерование открытых и закрытых пазов на горизонтальных поверхностях. Разрезание. Контроль полученных размеров.
Учебно-практическая работа. Изготовление детали по заданным чертежом параметрам и технологической карте, определяющей последовательность обработки (таблица 4.7).
Дата добавления: 2021-05-28; просмотров: 964;
Поиск по сайту
Узнать еще
- I. Темы рефератов, соответствующие актуальным проблемам в содержании основных разделов программы курса
- I. Темы рефератов, соответствующие актуальным проблемам в содержании основных разделов программы курса «Философия и методология науки»
- III. Биогеохимические циклы элементов и веществ (на примере основных биогенных элементов: углерод, азот, фосфор) и их количественные характеристики.
- III. Характеристики основных классов загрязняющих веществ в водной среде.
- MATHCAD. Назначение. Основные возможности. Простейшие приемы работы.
- А) Назначение и устройство
- А.1. Назначение и типы сборных элементов и конструкций
- А.7 Устройство и принципы действия адсорбционных аппаратов

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
