Условие равномерности фрезерования
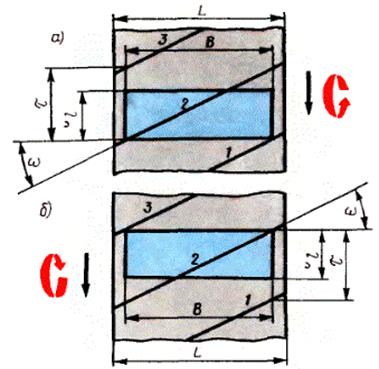
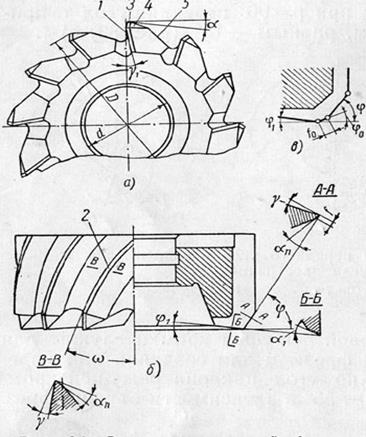
В момент выхода зуба 1 из контакта с обрабатываемой заготовкой (рис. а) следующий зуб фрезы 2 имеет максимальную длину контакта. По мере дальнейшего поворота фрезы длина контакта его остается постоянной до положения, показанного на рис. б. В этот период в контакте будет находиться только один зуб фрезы (2) и снимать стружку постоянного сечения. Так как сечение среза для этого периода будет постоянным, то будет постоянной и сила резания.
Основной особенностью фрезерования является периодичность работы зубьев, при этом в момент врезания нового зуба в металл происходит удар. С целью обеспечения более спокойной работы и равномерности процесса резания цилиндрические фрезы изготавливают с винтовыми (спиральными) зубьями. При этом в работе участвует одновременно несколько зубьев – один входит в контакт с заготовкой, второй в полном контакте, третий - выходит из контакта. Фрезерование будет равномерным в том случае, если площадь поперечного сечения среза будет оставаться постоянной, что имеет место когда ширина фрезерования В равна осевому шагу зубъев фрезы или кратна ему, т.е.
В = Sос  К, где К – коэффициент равномерности фрезерования
К, где К – коэффициент равномерности фрезерования
К = 1;2;3;4 и т.д. Sос =  ; SТ =
; SТ =  ; Sос =
; Sос = 
В = Sос К =  К, отсюда
К, отсюда
К =  = 1;2;3;4 и т.д
= 1;2;3;4 и т.д
7. Сила резания и мощность при фрезеровании (рис.60)
Силы резания при фрезеровании: а) – разложение силы резания Р на составляющие; б) – осевая сила Ро; Рх, Ру, Pz – составляющие силы резания на координатные оси; Рв, Рг – соответственно вертикальная и горизонтальная составляющие силы резания; ω – угол наклона зуба фрезы
При фрезеровании действуют силы, которые можно разложить на составляющие Pz; Py; Px
Осевая составляющая силы резания Px= Pz tgω сдвигает заготовку вдоль оси фрезы и преодолевается силой подачи станка.
Радиальная сила Py – отжимает фрезу от заготовки (учитывается при проектировании оправки). Касательная сила Pz – создаёт момент сопротивления резанию и преодолевается механизмом главного движения станка.
Сила Pz определяется по формуле ф формуле:
Pz =  Kp кгс (н)
Kp кгс (н)
Величины коэффициентов и показателей степеней выбираются по справочникам.
Мощность, потребная на резание  кВт
кВт
Nр < Nшп; Nшп = Nдв  ст; ηст – КПД станка (по паспорту)
ст; ηст – КПД станка (по паспорту)
Машинное время (рис.61)
 (мин), где
(мин), где
 – длина перемещения инструмента;
– длина перемещения инструмента;
 – длина обрабатываемой поверхности;
– длина обрабатываемой поверхности;
 – величина врезания.
– величина врезания.
Для цилиндрических, дисковых, отрезных и фасонных фрез
 (мм) из тр-ка ОКМ
(мм) из тр-ка ОКМ
D – диаметр фрезы, t – глубина фрезерования
Sм - минутная подача(мм/мин);
z – число зубьев фрезы;
n – число оборотов фрезы; Δ - 1…5 мм – величина перебега
Тема 5.2. Обработка материалов торцевыми фрезами
1. Виды торцового фрезерования
При торцовом фрезеровании ось фрезы располагается перпендикулярно обработанной поверхности. Основную работу при торцовом фрезеровании производят боковые (главные) режущие кромки; торцовые кромки лишь зачищают обработанную поверхность. Различают симметричное и несимметричное торцовое фрезерование. Симметричное фрезерование называется полным, когда ширина фрезеруемой (обработанной) поверхности В будет равна диаметру фрезы.
2. Геометрия торцовых фрез
Элементы торцевой фрезы с винтовыми зубьями
Торцовые фрезы кроме переднего и заднего углов аналогичных цилиндрическим фрезам имеют также главный угол в плане φ и вспомогательный угол в плане φ1.
Главный угол в плане предназначен для уменьшения вибрации при обработке. Обычно φ = 60°.
Вспомогательный угол в плане φ1 = 2…10° для уменьшения местного резания и трения об обработанную поверхность.
Тема 5.3 Расчёт и конструирование фрез
1. Классификация фрез
Фрезы классифицируются по технологическому и конструктивному признакам
По технологическому признаку различают фрезы для обработки плоскостей, пазов и шлицов, фасонных поверхностей, зубчатых колёс и резьб, для разрезки металлов.
По конструктивным признакам различают:
а) по направлению зуба – с прямыми, наклонными и винтовыми, а также с разнонаправленными зубьями;
б) по конструкции зуба – с остроконечными (острозаточенными) и затылованными зубьями;
в) по способу крепления зубьев – цельные, со вставными зубьями, сборные головки со вставными зубьями, с многогранными неперетачиваемыми пластинкам;
г) по способу крепления фрез на станке – концевые (хвостовые) с цилиндрическим или коническим хвостовиком, насадные (фрезы с отверстием).
Дата добавления: 2017-01-16; просмотров: 4770;
Поиск по сайту
Узнать еще
- Анализ способов крепления плат. Пример способа, порождающего условие зажатого края. Рекомендации по улучшению качества несущих конструкций.
- Ввод формул, обязательное условие.
- Векторное произведение двух векторов, его свойства. Условие параллельности двух векторов
- Влияние неравномерности потребления тепловой и электрической энергии на выбор генерирующего оборудования
- Вопрос 3. Условие безъюзового торможения.
- Выборка строк с условием
- Геномная нестабильность – условие для злокачественного роста
- Граничное условие первого рода.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
