Дисковые (пазовые) фрезы
Дисковые фрезы, в отличие от цилиндрических фрез, предназначены для обработки узких поверхностей, прорезки пазов, подрезки уступов, отрезки заготовок и т.д. Они работают в более тяжелых условиях несвободного резания, часто сопровождаемого вибрациями из-за низкой поперечной жесткости корпусов фрез и неблагоприятных условий отвода стружки из зоны резания.
Различают следующие виды дисковых фрез: двух- и трехстороннего резания, пазовые, прорезные и отрезные (пилы).
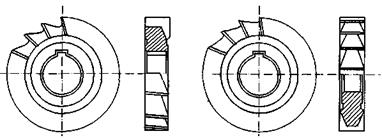
У дисковых двухсторонних фрез режущие кромки зубьев имеются на цилиндрической и одной торцовой поверхностях, а у трехсторонних на обоих торцах. Эти фрезы могут обрабатывать соответственно две или три взаимно перпендикулярные поверхности в пазах и уступах. Они изготавливаются с мелкими зубьями для чистовой обработки и с крупными зубьями - для черновой обработки. Последние характеризуются удалением больших объемов металла из глубоких пазов, выемок, поэтому они имеют большой объем стружечных канавок. Зубья у этих фрез при малой ширине режущих кромок или прямые, или наклонные к оси. Причем последние обеспечивают более равномерное фрезерование, имеют благоприятную геометрию торцовых зубьев и лучшее удаление стружки.
Трехсторонние фрезыизготавливают с разнонаправленными зубьями (фрезы «зигзаг»), что позволяет создать на торцовых режущих кромках положительные передние углы. При переточках ширина такой фрезы уменьшается, поэтому используют также сдвоенные фрезы, состоящие из двух половинок, между которыми закладывают мерное кольцо. Цельные фрезы изготавливают диаметром d = 63... 125 мм и шириной В = 6...28 мм, а сборные со вставными ножами d = 75...200 мм и В = 12...60 мм. Такие ножи изготавливают из быстрорежущей стали с креплением в клиновидных пазах с помощью рифлений.
Пазовые фрезы предназначены для фрезерования пазов, точных по ширине. Внешне они подобны дисковым трехсторонним фрезам, но имеют меньшую длину главных режущих кромок с gгеометрическими параметрами зубьев: j= 20°. Вспомогательные режущие кромки на торцах получают заточкой с углом в плане a= 10. ..15°, 1=1...2°, стружечные канавки у них нарезают только на цилиндрической части. Пазовые фрезы изготавливают диаметром 50... 100 мм и шириной 3...16 мм. Иногда, чтобы при переточках сохранить постоянство ширины паза В, их изготавливают с затылованными зубьями.
Фрезы прорезные и отрезные (пилы) по форме зуба подобны пазовым фрезам и используются для прорезки неглубоких и узких пазов, например шлицевых, шириной В = 0,2...6,0 мм, а также для разрезки заготовок любого профиля и толщины. Цельные фрезы диаметром 20...315 мм изготавливают с мелкими, средними и крупными зубьями. Сборные фрезы диаметром 250...2000 мм оснащают вставными ножами, либо сегментами из быстрорежущей стали, содержащими 4...8 зубьев и закрепляемыми заклепками на диске пилы, изготовленном из конструкционной стали. Для уменьшения трения и улучшения проникновения СОЖ в зону резания у зубьев с боковых сторон имеются выемки глубиной 0,5 мм. В отличие от других конструкций отрезных фрез, ; у сегментных пил спинка зубьев выполнена по дуге окружности, а переточка производится по передней поверхности на специальных станках, работающих в полуавтоматическом режиме. При этом передний угол в зависимости от твердости обрабатываемого материала берется равным Г у = 0...25о. По мере износа пил предусматривается замена изношенных сегментов на новые.
РАЗДЕЛ 6. РЕЗЬБОНАРЕЗАНИЕ
Тема 6.1. Нарезание резьбы резцами
1. Методы образования резьб
Резьбой называется винтовая канавка определённого профиля, выполненная на наружной или внутренней цилиндрической или конической поверхности.
Образование резьбы производится тремя методами:
а) нарезание нарезным инструментом: резьбовые резцы, резьбовые гребёнки, метчики, резьбонарезные плашки, резьбонарезные самораскрывающиеся головки, резьбовые фрезы;
б) шлифование резьбы мелкозернистыми резьбошлифовальными кругами – однониточными и многониточными;
в) накатывание резьбы накатными роликами, плоскими накатными плашками.
Дата добавления: 2017-01-16; просмотров: 4436;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
