Базы изделий и их роль в обеспечении заданной точности
Образование размеров изделий описывают с помощью аппарата теории размерных цепей,
В соответствии с ГОСТ 16319—70 размерной цепью называют совокупность размеров, образующих замкнутый контур и непосредственно участвующих в решении поставленной задачи.
Отдельные размеры, составляющие размерную цепь, называются ее звеньями. Ll, L2, L3 — составляющие звенья, а Lзам — замыкающее звено. Размер замыкающего звена получается автоматически в итоге решения поставленной задачи. Звенья L1 и L.2 называются уменьшающими, с их увеличением уменьшается размер замыкающего звена. Звено L3 называют увеличивающим, с его увеличением увеличивается размер замыкающего звена.
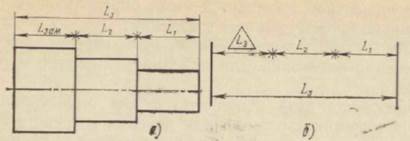
Номинальные размеры всех звеньев размерной цепи описываются уравнением

|
Это уравнение называется основным уравнением размернойцепи. На его основе составляются уравнения погрешностей размерной цепи и уравнения допусков на замыкающее звено. Решение размерных цепей сводится к расчету допусков на замыкающее звено.
Размерные цепи, с помощью которых решаются задачи обеспечения точности изделия в процессе его изготовления, называются технологическими. Очевидно, что чем длиннее размерная цепь, тем больше величина погрешностей, влияющих на точность образования размера замыкающего звена. На основе этого положения Б. С. Балакшин впервые сформулировал принцип кратчайшего пути. Этот принцип является важнейшим в создании технологических процессов высокой точности. Сущность этого принципа состоит в проектировании такого технологического процесса, который имеет самую короткую технологическую размерную цепь. Реализуется этот принцип путем правильного выбора баз.
В соответствии с ГОСТ 21395—76 базированием называется придание заготовке или изделию требуемого положения относительно выбранной системы координат. Базирование осуществляется при проектировании заготовки, изделий и технологических процессов, их изготовлении и сборки.
Базой называется поверхность или выполняющее ту же функцию сочетание поверхностей, ось, точка, принадлежащая заготовке или изделию и используемая для базирования.
База, выбранная при проектировании изделия, технологического процесса изготовления или его ремонта, называется проектной.
По назначению базы подразделяются на конструкторские, технологические, измерительные и др.
Конструкторской называется база, определяющая положение детали или сборочной единицы в изделии.
Технологической называется база, используемая для определения положения заготовки или изделия в процессе изготовления или ремонта.
Измерительная база используется для определения относительного положения заготовки или изделия и средств измерения.
Технологическими называются базы в виде реальных поверхностей, используемые в процессе изготовления и сборки изделий для определения их положения относительно инструмента, друг относительно друга или в приспособлении.
Различают установочные, измерительные и сборочные технологические базы (далее просто «базы»).
Установочные базы определяют положение заготовки в приспособлении относительно инструмента.
Сборочными называются базы, определяющие положение детали в приспособлении относительно других деталей при сборке. Совокупность сборочных баз деталей образует сборочную базу узла или агрегата.
Расстояние между конструкторской и технологической базами называется базисным размером. При совмещении этих баз базисный размер равен нулю.
Производственная погрешность ∆А некоторого размера А образуется путем алгебраического суммирования погрешностей, возникающих на разных этапах обработки ∆0, и погрешности базисного размера ∆δ:
∆А = ∆0 —∆δ. (2.15)
По определению Л. А. Конорова, базисный размер является неким мостом, соединяющим предыдущие операции с последующими. Это объясняется тем, что погрешности предыдущих операций входят в погрешности последующих в форме погрешности базисного размера.
При многооперационных процессах может произойти накопление погрешности базисного размера, и ее величина может быть значительной.
Совмещение конструкторской и технологической баз называется правилом единства баз. Проектирование технологических процессов с соблюдением этого правила делает размерную цепь более короткой, базисный размер равным нулю, позволяет существенно повысить точность изготовления деталей .
Деталь с отверстиями № 1 и № 2изготавливается из полосы (рис. б).
При вырубке отверстия № 1 конструктивная база (поверхность п - п) одновременно является и технологической. В этом случае базисный размер равен нулю. Размерная цепь — кратчайшая. Точность положения центра отверстия № 1 определится погрешностью размера штампа.
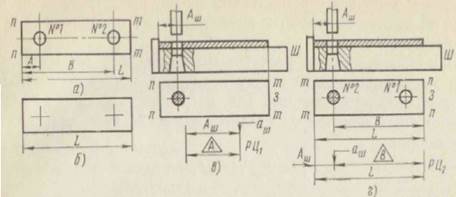
При вырубке отверстия № 2 за установочную базу принимаем поверхность m— т. В этом случае конструктивная база (поверхность п — п) и технологическая база (поверхность m — т) не совпадают. Здесь нарушено правило единства баз. Размерная цепь получает дополнительное звено в виде базисного размера L.
Дата добавления: 2021-04-21; просмотров: 1123;
Поиск по сайту
Узнать еще
- III. Контроль эффективности
- III. Охлаждение с заданной скоростью.
- III.4. Геоэкологическая роль технического прогресса
- IX.2. Биотическое управление экосферой и роль деятельности человека
- S Власть и контроль
- V. Контроль за корректурой СККРиПДП.
- VII. ОБСЛЕДОВАНИЕ ПОМЕТОВ И КОНТРОЛЬ КАЧЕСТВА ИХ ВЫРАЩИВАНИЯ
- VIII. 2. Большой круговорот вещества и роль в нем человека

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
