Анодно-механическая обработка.
Анодно-механическая обработка основана на сочетании электротермических и электромеханических процессов и занимает промежуточное место между электроэрозионными и электрохимическими методами. Обрабатываемую заготовку подключают к аноду, а инструмент - к катоду. В зависимости от характера обработки и вида обрабатываемой поверхности в качестве инструмента используют металлические диски, цилиндры, ленты, проволоку. Обработку ведут в среде электролита, которым чаще всего служит водный раствор жидкого натриевого стекла. Заготовке и инструменту задают такие же движения, как при обычных методах механической обработки резанием. Электролит подают в зону обработки через сопло (рис.10).
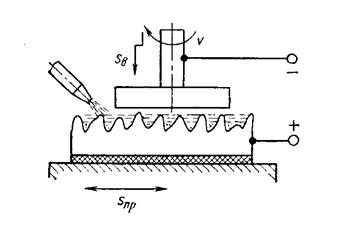
Рис.10. Схема анодно-механической обработки плоской поверхности
При пропускании через раствор электролита постоянного электрического тока происходит процесс анодного растворения, как при электрохимической обработке. При соприкосновении инструмента-катода с микронеровностями обрабатываемой поверхности заготовки-анода происходит процесс электроэрозии, присущий электроискровой обработке. Кроме того, при пропускании электрического тока металл заготовки в точке контакта с инструментом разогревается так же, как при электроконтактной обработке, и материал заготовки размягчается. Продукты электроэрозии и анодного растворения удаляются из зоны обработки при относительных движениях инструмента и заготовки.
Анодно-механическим способом обрабатывают заготовки из всех токопроводящих материалов, высокопрочных и труднообрабатываемых металлов и сплавов, вязких материалов.
В станках для анодно-механической обработки используют системы ЧПУ. От программы осуществляется управление скоростями движений заготовки и инструмента, поддерживается постоянство зазора в рабочем пространстве между ними, задаются параметры электрического режима при переходе с черновой обработки на чистовую.
Дата добавления: 2016-12-16; просмотров: 3620;
Поиск по сайту
Узнать еще
- III. Последующая обработка.
- Анодно-механическая обработка
- Лекция №8 Анодно-механическая обработка
- Машиностроение и металлообработка.
- Механическая обработка. Технологические возможности способов резания
- Основные отрасли промышленности: машиностроение и металлообработка.
- ПЕРВИЧНАЯ ХИРУРГИЧЕСКЯ ОБРАБОТКА.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
