Электрохимические методы обработки.
Электрохимические методы обработки (ЭХО) основаны на законах анодного растворения при электролизе. При прохождении постоянного электрического тока через электролит на поверхности заготовки, включенной в электрическую цепь и являющейся анодом, происходят химические реакции и поверхностный слой металла превращается в химическое соединение. Продукты электролиза переходят в раствор или удаляются механическим способом.
Производительность процессов ЭХО зависит в основном от электрохимических свойств электролита, обрабатываемого токопроводящего материала и плотности тока.
Электрохимическое полирование (рис.6) выполняют в ванне, заполненной электролитом. В зависимости от обрабатываемого материала электролитом служат растворы кислот или щелочей. Обрабатываемую заготовку подключают к аноду; электродом-катодом служит металлическая пластина из свинца, меди, стали. Для большей интенсивности процесса электролит подогревают до температуры 40-80 0С.
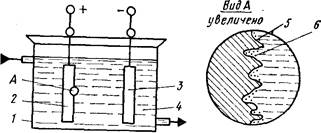
Рис. 6. Схема электрохимического полирования:
1 - ванна; 2 - обрабатываемая заготовка; 3 - пластина-электрод;
4 - электролит; 5 - микровыступ; 6 - продукты анодного растворения
При подаче напряжения на электроды начинается процесс растворения материала заготовки-анода. Растворение происходит главным образом на выступах микронеровностей поверхности вследствие более высокой плотности тока на их вершинах. Кроме того, впадины между микровыступами заполняются продуктами растворения: оксидами или солями, имеющими пониженную проводимость. В результате избирательного растворения, т.е. большей скорости растворения выступов, микронеровности сглаживаются и обрабатываемая поверхность приобретает металлический блеск. Электрополирование улучшает электрофизические характеристики деталей, так как уменьшается глубина микротрещин, поверхностный слой обрабатываемых поверхностей не деформируется, исключаются упрочнение и термические изменения структуры, повышается коррозионная стойкость.
Электрополирование позволяет одновременно обрабатывать партию заготовок по всей их поверхности. Этим методом получают поверхности деталей под гальванические покрытия, доводят рабочие поверхности режущего инструмента, изготовляют тонкие ленты и фольгу, очищают и декоративно отделывают детали.
Электрохимическую размерную обработку выполняют в струе электролита, прокачиваемого под давлением через межэлектродный промежуток, образуемый обрабатываемой заготовкой-анодом и инструментом-катодом.
Струя электролита, непрерывно подаваемого в межэлектродный промежуток, растворяет образующиеся на заготовке-аноде соли и удаляет их из зоны обработки. При этом способе одновременно обрабатывается вся поверхность заготовки, находящаяся под активным воздействием катода, что обеспечивает высокую производительность процесса. Участки заготовки, не требующие обработки, изолируют. Инструменту придают форму, обратную форме обрабатываемой поверхности. Формообразование поверхности происходит по методу отражения (копирования), при котором отсутствует износ инструмента, так как таковым является струя электролита.
Импульсное рабочее напряжение способствует повышению точности обработанной поверхности заготовки. Точность обработки значительно повышается при уменьшении рабочего зазора между заготовкой и инструментом. Для контроля зазора в станках ЭХО используют высокочувствительные элементы, встраиваемые в следящую систему. Способ рекомендуют для обработки заготовок из высокопрочных сплавов, карбидных и труднообрабатываемых материалов. Отсутствие давления инструмента на заготовку позволяет обрабатывать нежесткие тонкостенные детали с высокой точностью и качеством обработанной поверхности.
Для размерной электрохимической обработки используют нейтральные электролиты. Наиболее широко применяют растворы солей NaCl, NаNО3 и Na2SO4.
На рис. 7 показаны схемы обработки заготовок в струе проточного электролита: турбинной лопатки (а), штампа (б) и схема прошивания сквозного цилиндрического отверстия (в).
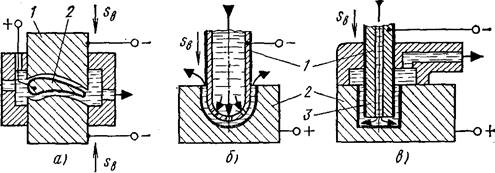
Рис. 7. Схема электрохимической размерной обработки:
1 - инструмент-электрод; 2 - заготовка; 3 - изолятор
Приэлектроабразивной и электроалмазной обработке инструментом-электродом служит шлифовальный круг, выполненный из абразивного материала на электропроводящей связке (бакелитовая связка с графитовым наполнителем). Между анодом-заготовкой и катодом-шлифовальным кругом имеется межэлектродный зазор, образованный зернами, выступающими из связки. В зазор подается электролит. Продукты анодного растворения материала заготовки удаляются абразивными зернами; шлифовальный круг имеет вращательное движение, а заготовки - движения подачи, т.е. движения, соответствующие процессу механического шлифования.
Введение в зону резания ультразвуковых колебаний повышает производительность электроабразивного и электроалмазного шлифования в 2-2,5 раза при значительном улучшении качества обработанной поверхности. Электроабразивные и электроалмазные методы применяют для отделочной обработки заготовок из труднообрабатываемых материалов, а также нежестких заготовок, так как силы резания здесь незначительны. При этих методах обработки прижоги обрабатываемой поверхности практически полностью исключены.
При электроабразивной обработке (рис.8) 85-90 % припуска удаляется за счет анодного растворения и 15-10 % за счет механического воздействия. При электроалмазной обработке ~ 75 % припуска удаляется за счет анодного растворения и ~25 % - за счет механического воздействия алмазных зерен.
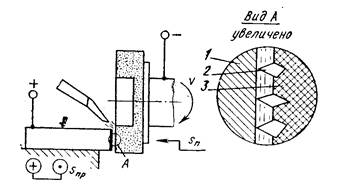
Рис. 8. Схема электроабразивного шлифования:
1 - заготовка; 2 - абразивные зерна; 3 - связка шлифовального круга
Отделочную обработку поверхностей заготовок можно проводить электрохимическим хонингованием (рис.9). Кинематика процесса соответствует хонингованию абразивными головками. Отличие состоит в том, что заготовку устанавливают в ванне, заполненной электролитом, и подключают к аноду. Хонинговальную головку подключают к катоду. Вместо абразивных брусков в головке установлены деревянные или пластмассовые. Продукты анодного растворения удаляются с обрабатываемой поверхности брусками при вращательном и возвратно-поступательном движениях хонинговальной головки. Чтобы продукты анодного растворения удалялись более активно, в электролит добавляют абразивные материалы. После того как удаление припуска с обрабатываемой поверхности закончено, осуществляют процесс “выхаживания” поверхности при выключенном электрическом токе для полного удаления анодной пленки с обработанной поверхности. Электрохимическое хонингование обеспечивает более низкую шероховатость поверхности, чем хонингование абразивными брусками. Поверхность получает зеркальный блеск. Производительность электрохимического хонингования в 4-5 раз выше производительности механического хонингования.
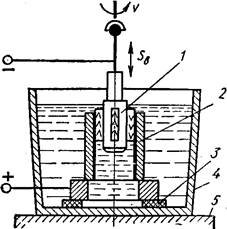
Рис. 9. Схема электрохимического хонингования цилиндра:
1 - хонинговальная головка; 2 - заготовка цилиндра; 3 - изолятор;
4 - ванна; 5 - стол хонинговального станка
Дата добавления: 2016-12-16; просмотров: 6873;
Поиск по сайту
Узнать еще
- I. История открытия и методы исследования вирусов
- II. Категории и методы политологии.
- III. Методы искусственной физико-химической детоксикации.
- Абсолютный возраст горных пород и методы его определения
- Автоматические методы изготовления фотошаблонов.
- Агротехнические методы (приемы) обработки почвы.
- Административные методы управления природопользованием
- Азотирование, нитроцементация и другие виды химико-термической обработки.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
