Литье вакуумным всасыванием.
Этим методом получают отливки типа втулок, колец, заготовок зубчатых колес, гильз и т.д. Схема процесса приведена на рис. 4. На поверхности расплава, находящегося в металлоприемнике 3, помещают плоское кольцо из огнеупорного материала 2, на которое сверху опускается металлическая водоохлаждаемая форма - кристаллизатор 1. Внутри формы насосом создается разрежение, и расплавленный металл 4 втягивается в форму. Снимая разрежение, в форме, можно удалять из нее расплав и получать полые отливки. За счет направленной кристаллизации от поверхности к центру и подпитки затвердевающей отливки из металлоприемника удается получить плотную отливку без усадочных дефектов и газовой пористости.
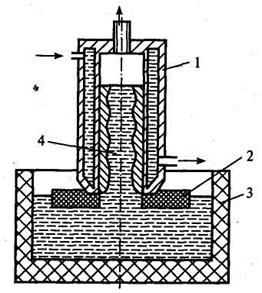
Рис.4. Литье вакуумным всасыванием
Особенностью этого процесса является высокий выход годного металла, так как отсутствует необходимость в литниковой системе и прибылях.
Другие способы литья.
Непрерывное литье.
Непрерывное литье - это способ получения протяженных отливок постоянного поперечного сечения путем непрерывной подачи расплава в форму и вытягивания из нее затвердевшей части отливки. В зависимости от направления вытягивания различают вертикальное и горизонтальное непрерывное литье. Вертикальное литье обычно применяется для получения слитков и труб. При производстве труб в кристаллизатор устанавливают водоохлаждаемый стержень, который формирует внутреннюю поверхность трубы.
Схема горизонтального литья приведена на рис. 5. Кристаллизатор 2, установленный в металлоприемник 1, изготавливается из меди, графита и, реже, стали. Он имеет внутреннюю полость, профиль которой соответствует поперечному сечению отливки. На выходной части кристаллизатора устанавливается рубашка водяного охлаждения 3. Слиток 6 вытягивается из кристаллизатора тянущими роликами 5 и разделяется на мерные куски с помощью пилы 7 или ломателей. Центральная часть слитка после его выхода из кристаллизатора остается жидкой, поэтому чтобы ускорить затвердевание и исключить прорыв расплава через оболочку твердого металла, устанавливается душирующее устройство 4 для охлаждения водой.
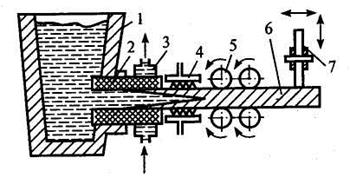
Рис. 5. Непрерывное горизонтальное литье
Высокий градиент температур по сечению отливки в процессе ее затвердевания и подача расплава из металлоприемника в зону кристаллизации создают предпосылки для получения плотных отливок.
Непрерывным литьем получают заготовки постоянного сечения в виде круга, полосы или более сложного профиля, как, например, направляющие станин металлорежущих станков. Недостатком этого метода литья является ограниченность номенклатуры отливок, связанная с невозможностью получения сложных по форме заготовок.
Литье выжиманием.
Литье выжиманием применяют для получения тонкостенных панельных отливок толщиной 2...5мм с большими габаритными размерами (до 2500 мм) в основном из алюминиевых, магниевых и медных сплавов. Различают установки с угловым и плоскопараллельным перемещением подвижной полуформы. В установках с угловым перемещением полуформы (рис.6) перед началом цикла подвижная полуформа 2 отводится от неподвижной 1 и в металлоприемник 3 заливают расплавленный металл. Боковые щеки 4 препятствуют вытеканию расплава через торцы установки и служат направляющими при повороте подвижной полуформы. Сближение полуформ приводит к подъему расплава вверх с одновременным образованием корочки твердого металла на стенках полуформ. Скорость поворота рассчитана таким образом, чтобы в момент фиксации подвижной полуформы в положении, определяемом толщиной отливки, происходило схватывание корочек.
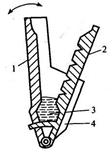
Рис. 6. Литье выжиманием
Несмотря на небольшую толщину отливок, направленная снизу вверх кристаллизация обеспечивает их высокую плотность.
Дата добавления: 2016-12-16; просмотров: 2878;
Поиск по сайту
Узнать еще
- Виды переработки пластмасс методами прессования и литьем под давлением
- Заготовки, получаемые литьём.
- Изготовление отливок электрошлаковым литьем
- Литье в керамические формы.
- Литье в кокиль, литье под давлением, литье вакуумным всасыванием и выжиманием
- Литье в металлические формы, под давлением,
- Литье в оболочковые формы
- Литье в оболочковые формы

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
