Цилиндрические зубчатые колеса внешнего зацепления
Форма зубчатого колеса зависит от его габаритных размеров, от серийности производства. При отсутствии в техническом задании на курсовое проектирование указаний о серийности производства редукторов его можно задать, отдавая предпочтение индивидуальному и мелкосерийному производству. На рис. 4.1 приведены простейшие формы колес, изготовляемых в единичном и мелкосерийном производстве.
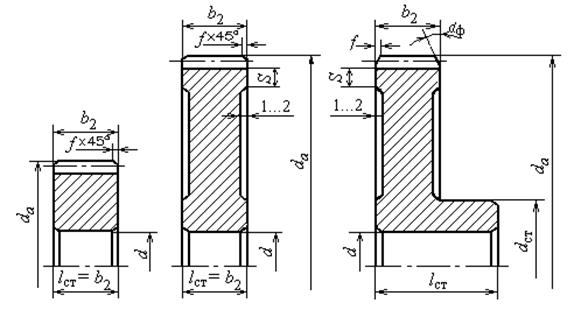
Рис. 4.1
При небольших диаметрах колес их изготавливают из прутка, а при больших заготовки колес получают свободной ковкой с последующей токарной обработкой. Чтобы уменьшить объем точной обработки резанием, на дисках колес выполняют выточки. При диаметрах da< 80 мм эти выточки, как правило, не делают.
Длину lст посадочного отверстия колеса желательно принимать равной или больше ширины b2 зубчатого венца колеса. Длину ступицы lст согласуют также с расчетами соединения (шпоночного, шлицевого или с натягом), выбранного для передачи вращающего момента с колеса на вал (или с вала на колесо), и с диаметром посадочного отверстия d:
lст= (0,8...1,5)d, обычно lст= (1...1,2)d.
Выступающую часть ступицы располагают по направлению действия осевой силы в зацеплении. В одноступенчатых редукторах колеса делают со ступицей, симметрично выступающей в обе стороны от диска колеса.
Диаметр dстступицы назначают в зависимости от материала колеса: для стали − dст= (1,5...1,55) ∙ d; для чугуна − dст= (1.55...1,6) ∙ d; для легких сплавов − dст= (1,6...1,7) ∙ d; меньшие значения принимают для шлицевого соединения вала с колесом, большие - для шпоночного и соединения с натягом.
Ширину S торцов зубчатого венца принимают S = 2,2 ∙ m + 0,05 ∙ b2 ,
где m− модуль зацепления, мм.
На торцах зубчатого венца выполняют фаски: при твердости рабочих поверхностей зубьев менее 350 НВ − f45 , при более высокой твердости - под углом = 15...20 на всю высоту зуба. Обычно f = (0,5...0,6)m.
При серийном производстве колес заготовки получают из прутка свободной ковкой (рис. 4.2), а при годовом объеме выпуска колес более 100 штук применяют двусторонние штампы (рис. 4.3).
| 
|
| Рис. 4.2 | Рис. 4.3 |
Для свободной выемки заготовок из штампа принимают значения штамповочных уклонов 7 и радиусов закруглений R 6 мм.
Толщина диска С рекомендована для уменьшения влияния термической обработки на точность геометрической формы колеса
С = (0,35...0,4) ∙ b2 .
4.2. Цилиндрические зубчатые колеса внутреннего зацепления
Размеры dст, lст, S, f основных конструктивных элементов колес внутреннего зацепления (рис. 4.4) принимают по соотношениям для колес внешнего зацепления.
Рис. 4.4
Конструктивное исполнение колес внутреннего зацепления может быть выполнено по одному из вариантов, показанных на рис. 4.4, а, б и отличающихся расположением ступицы относительно зубчатого венца: а − ступица расположена внутри колеса, что обеспечивает лучшие условия работы зацепления по сравнению с вариантом б, в котором ступица вынесена за контур зубчатого венца. Однако вариант а можно применять в том случае, если между ступицей колеса и внутренней поверхностью зубчатого венца размещается зуборезный долбяк, которым изготовляют зубья колеса.
В табл. 4.1 приведены рекомендуемые диаметры De долбяка и размер ширины канавки а для выхода долбяка и размещения стружки, образующейся при долблении зубьев прямозубых колес.
Таблица 4.1
| m, мм | 1,5 | 2,0 | 2,5 | 3,0 | 3,5 | 4,0 | 5,0 | 6,0 | 8,0 |
| De, мм | |||||||||
| a, мм |
Размер а канавки в косозубых колесах внутреннего зацепления увеличивают на 30...40. Глубину канавки во всех случаях принимают
h = 2,5m, толщину диска колеса С = (0,3...0,35) ∙ b2.
Дата добавления: 2019-09-30; просмотров: 809;
Поиск по сайту
Узнать еще
- Анализ процесса качения эластичного колеса по деформируемому грунту
- Бухгалтерский учет в ходе процедуры внешнего управления
- В деятельности внешнего руководителя в студенческой группе
- В Октябрьской революции 1917 г. произошло наложение двух процессов, которые долгое время шли параллельно: внутреннего (надлом) и внешнего (злодеи).
- Введение в теорию качения колеса
- Взаимодействие колеса с препятствием
- Внешнего напряжения.
- Волновые зубчатые передачи

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
