Обозначение сварных швов на чертежах.
В соответствии с ГОСТ 2.312-72 для условного изображения сварного шва независимо от способа сварки используется два типа линий: сплошная, если шов видимый и штриховая, если шов невидимый.
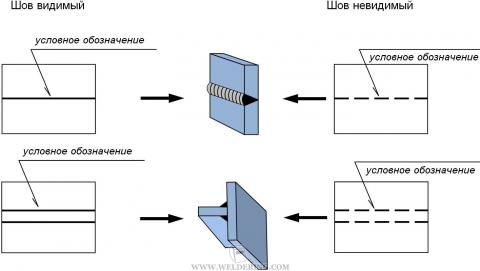
На линию шва указывает односторонняя стрелка.
Стрелка может выполняться с полкой для размещения условного обозначения шва и при необходимости вспомогательных знаков.
Условное обозначение размещают над полкой, если стрелка указывает на лицевую сторону сварного шва (т.е. если он видимый), или под полкой, когда шов расположен с обратной стороны (т.е. если шов невидим). При этом, за лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку. За лицевую сторону двухстороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва. За лицевую сторону двухстороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
Сварные конструкции характеризуются широким диапазоном применяемых толщин, форм и размеров соединяемых элементов, а также многообразием взаимного расположения свариваемых деталей.
В зависимости от взаимного расположения свариваемых деталей различают следующие типы сварных соединений (согласно ГОСТ 5264-80 "Швы сварных соединений, ручная дуговая сварка" и ГОСТ 14771-76 "Швы сварных соединений, сварка в защитных газах"):
· стыковое – "С"
· торцевое – "С"
· нахлесточное – "Н";
· тавровое – "Т";
· угловое – "У".
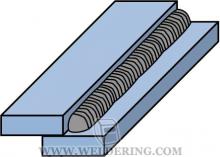
В стыковом (С) сварном соединение поверхности свариваемых элементов располагаются в одной плоскости или на одной поверхности, а сварка выполняется по смежным торцам.
Стыковое соединение обеспечивает наиболее высокие механические свойства сварной конструкции, поэтому широко используется для ответственных конструкций. Однако, оно требует достаточно точной подготовки деталей и сборки.

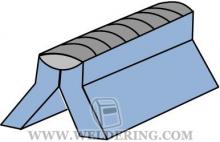
Торцовое (С) соединение сваривается по торцам соединяемых деталей, боковые поверхности которых примыкают друг к другу. Такие соединения используют, как правило, при сварке тонких деталей во избежание прожога.
В нахлесточном (Н) сварном соединении поверхности свариваемых элементов располагаются параллельно так, чтобы они были смещены и частично перекрывали друг друга. Нахлесточные соединения менее чувствительны к погрешностям при сборке, но хуже чем стыковые работают при нагрузках, особенно знакопеременных.
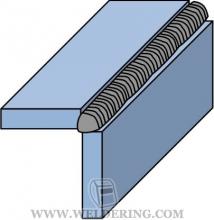
Тавровое (Т) сварное соединение получается, когда торец одной детали под прямым или любым другим углом соединяется с поверхностью другой. Тавровые соединения обеспечивают высокую жесткость конструкции, но чувствительны к изгибающим нагрузкам.
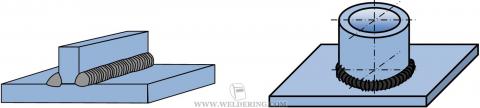
Угловым (У) называют соединение, в котором поверхности свариваемых деталей располагаются под прямым, тупым или острым углом и свариваются по торцам.
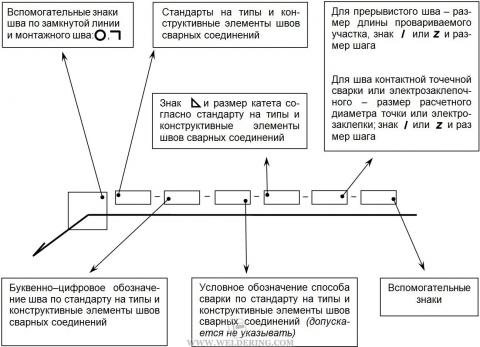
На приведенной ниже схеме показана структура условного обозначения сварного шва.
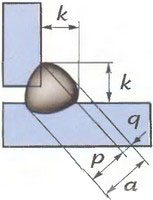
В соответствии с ГОСТ 14771-76 катетом сварного шва К является катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва. При симметричном шве за катет принимается любой из равных катетов, при несимметричном шве - меньший.
При катете шва до 5 мм допуск составляет +1,0 -0,5 мм;
при катете шва 5-8 мм допуск составляет +2,0 мм -1,0 мм,
при катете шва от 8 до 12 мм допуск составляет +2,5 – 1,5 мм,
при катете шва более 12 мм допуск составляет +3 - 2мм.
Дата добавления: 2019-09-30; просмотров: 1057;
Поиск по сайту
Узнать еще
- А) в средних рядах; б-д) в крайних рядах; е) в торцах; ж-и) в местах перепада высот, деформационных и температурных швов (на парных колоннах)
- Буквенно-цифровое обозначение стабилитронов
- Виды заклёпочных швов
- Виды сварных соединений
- Виды сварных соединений и швов
- Выбор и обозначение манометрических приборов
- Выноски и ссылки на строительных чертежах.
- ГОСТ 2.201-80 ЕСКД. Обозначение изделий и конструкторских

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
