Расчет режимов стыковой сварки
Определим, какие именно параметры режимов сварки необходимо рассчитывать и какие только желательно. При этом важно знать, с какой точностью их предполагают рассчитать и с какой сейчас это возможно. Известно, что если подбор режима доступно отработать на натурных изделиях экспериментально, то технологам не следует заниматься расчетами. Этот факт вполне оправдан тем, что никакие современные расчеты по достоверности конечных результатов не могут соперничать с реальным опытом. Даже комбинация только трех переменных: силы тока, времени его действия и программы приложения давления — создает неисчерпаемые режимные варианты. И это не считая операций подготовки деталей под сварку. В современных условиях производства измерять можно только время действия тока. Современные стыковые машины не комплектуются измерителями силы сварочного тока и величины осадочных давлений. Эти сведения о машинах технологи получают из паспортных данных завода-изготовителя. Таким образом, расчеты сварочных токов производятся в редких случаях: только тогда, когда проектируется новая технология и для ее обеспечения по каталогам нужно выбирать подходящие модели стыковых машин. В современных научных публикациях можно найти весьма сложные расчетные формулы для определения температурных полей в свариваемых деталях. Расчеты такого рода, однако, технологи никогда не проделывают. Это объясняется тем, что достоверность подобных расчетов недостаточна. Нормальный расчетный аппарат несмотря на его громоздкость не в состоянии учесть все переменные параметров режима стыковой сварки. Использование ЭВМ оказывается оправданным только в очень редких случаях. Во всех остальных случаях технологи обходятся или простейшими расчетами, или экспериментом. Но расчетные ориентации полезны тем, что они (если только не слишком загромождены неявно видимыми связями) помогают более глубоко воспринимать взаимозависимости хотя бы основных переменных. Такими свойствами в наибольшей мере обладают критериальные методы расчета.
В основу таких расчетов закладывается какой-либо отлично проверенный опыт. Для него определяются необходимые критериальные числа. По этим числам, руководствуясь правилами подобия, находят значения новых переменных для новых, пока не освоенных деталей. В общем виде критерий технологического подобия К был представлен формулой (1.47)

Для стыковой сварки методом сопротивления энергия, выделенная проходящим через стык сварочным током,

Для стыковой сварки методом оплавления и ударной импульсной

В этих формулах несколько переменных. Главные из них — энергия и время ее действия, т. е. время протекания сварочного тока. Справочная литература изобилует различными эмпирическими формулами, которые подсказывают, какое время включения тока следует выбирать для заданных размеров стержней из разных металлов. Рекомендации такого рода, разумеется, весьма приближенны. При электрическом, да еще и контактном нагреве любых металлов при разных размерах деталей время включения тока — параметр трудно определимый. Для стыковой сварки в зависимости от целого ряда технологических соображений используют настолько разные мощности, что время включения тока в отдельных случаях будет составлять миллисекунды, а в других — десятки секунд. Рассмотрим причины такого отличия с помощью эксперимента и конкретных расчетных примеров.
Еще в довоенные годы на заводе Электрик проводились многочисленные эксперименты по стыковой сварке методом сопротивления стержней разных размеров из разных металлов. Были установлены характерные зависимости необходимого времени включения сварочного тока от его плотности для условий равно-прочности сварных соединений. На основе опытов такого рода еще в 1950-х годах была предложена эмпирическая формула

где i — в А/м2 ; t — в с. Коэффициент А для этой формулы был установлен по данным опытных графиков. Так, в частности, для стальных стержней А = 8÷10; для алюминиевых А = 12÷20; для латунных А = 18÷22; для медных А = 25÷30.
И сама формула, и ее коэффициенты получили распространение в руководствах по контактной сварке. Действительно, если иметь в виду самое элементарное соответствие между выделяемой током теплотой и теплотой, необходимой для получения сварной точки, то

При сварке медных стержней (для А = 27 и плотности тока i — 27 кА/см2 ) из формулы (3.8) получается, что время сварки t = 1 с. Если для меди принято среднее значение удельного сопротивления рср = 6 мкОм.см, γс = 4,2 Дж/(см3 .°С), то получим:

Для стальных стержней при А = 9 по формуле (3.8) получаем i — 9000 А/см2 ; t — 1 с. Принимая рср = 80 мкОм.см, γс = 5 Дж/(см3 .°С), из (3.9) получаем Т = 1296 °С.
В обоих случаях получены температуры, близкие к точке плавления. Стоит обратить внимание при этом на тот факт, что формула (3.8) не принимает в расчет контактные сопротивления. Похоже на то, что это сопротивление не всегда играет главную роль в энергетике свариваемого контакта. Проверим это заключение на конкретных примерах. Для оценки величин холодных стыковых контактов несколько упростим относящуюся к ним расчетную часть, изложенную в п. 1.4.
Если положить приближенно, что полное сопротивление стыкового контакта

то, учитывая (1.69), (1.70), (1.10) получаем:

С учетом выражения (1.6)
для холодного контакта при θ = θхол

И тогда, раскрывая (3.10), получаем:

 Тогда
Тогда

На основе этих вычислений с достаточной точностью можно определить

Эта формула значительно проще, чем формулы п. 1 .4, но и менее точна. Тем не менее она показывает, что самыми главными факторами, определяющими сопротивление контакта, являются давление, которое осуществляется при контактировании, и диаметр стержней. Для стержней диаметром 10—25 мм используются сравнительно мягкие режимы нагрева. Если иметь в виду идеализированную подготовку стержней под сварку, то торцевые их поверхности должны быть свободны не только от оксидных пленок, но и других загрязнений. Мало того, для симметричного тепловыделения в контакте торец, по крайней мере, одного стержня должен быть сферическим, большого радиуса кривизны, а второй — плоским или тоже сферическим.
Для таких именно идеализированных условий только и пригодна формула (3.12). Рассчитаем по ней значения сопротивлений: контакта и металла стержней. При этом определим средние значения того и другого за период нагрева: среднее значение сопротивления контакта будет Rк . ср = Rко /2, а металла Rм =
2pср l/S, где l - установочная длина, а рср — среднее значение удельного сопротивления металла (для стали примем рср = 80 мкОм.см, l — D). Тогда расчеты по всем перечисленным формулам дадут следующие значения сопротивлений (мкОм) при σ = 250 МПа:
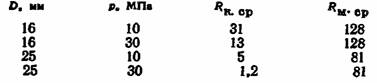
Как видно, во всех случаях сварки стержней больших диаметров сопротивление самого металла заметно больше сопротивления контакта.
Совершенно другая картина имеет место при сварке проволоки. Обратимся снова к конкретным числам. Допустим, следует подобрать режим сварки для стальной проволоки диаметром 3 мм. Примем для нее давление р = 10 МПа. Тогда по формуле (3.12) сопротивление холодного контакта Rко = 1192 мкОм, Rк.cp = 596 мкОм, Среднее значение сопротивления самого металла в данном случае надо считать исходя не из установочной длины, а из объема действительно нагретого металла, Тогда, полагая, что для сварки проволок рационален импульсный режим, положим
 Соответственно,
Соответственно,

Если время сварки увеличить до 0,1 с, то, соответственно, l — 0,17 см и Rм .ср = 404 мкОм. Как видно, при сварке проволок сопротивление контакта больше сопротивления металла.
Обратимся к критериальной формуле (1.39):

Если иметь в виду при расчете только активное сопротивление свариваемых деталей, то

Если же учитывать только сопротивление контакта, то согласно (3.12)

Если учитывать их вместе, то значения энергий по формулам (3.14) и (3.15) суммируются.
Для конкретных условий сварки прутков и стержней, когда главным является сопротивление самого металла, формула (3.13) приобретает вид

В условиях производственной практики для стержней малых диаметров, какие свариваются методом сопротивления, режимы сварки обычно не рассчитывают, а подбирают опытным путем. Каталожные данные стыковых машин малых мощностей всегда достаточны для правильного и рационального выбора этих машин.
При сварке же деталей больших сечений, когда приходится ориентироваться на процесс оплавления, без расчетов обходиться трудно. Процесс оплавления вообще совершенно особенный. Его иногда называют взрывоискровым, а иногда и взрыводуговым. Физическая сущность оплавления привлекала к себе внимание большого числа теоретиков и экспериментаторов. Капитальные исследования процесса оплавления проводились и проводятся до сих пор в Институте электросварки имени Е. О. Патона под руководством академиков УССР В. К. Лебедева и С. И. Кучук-Яценко. Книга этих авторов [9] содержит огромный теоретический и экспериментальный материал по стыковой сварке оплавлением.
Большой экспериментальный материал по этому же процессу представлен в книге Н. С. Кабанова и Э. Ш. Слепака [5]. Достаточно ознакомиться с содержанием этих двух книг и можно сделать вывод о существенно большем числе переменных процессов оплавления по сравнению со сваркой методом сопротивления. Мало того, такое определенное понятие, как, например, плотность сварочного тока, для оплавления имеет условный характер. Сам ток определяется интенсивностью оплавления, т. е. частотой отдельных или групповых взрывов перемычек. Отсюда и зависимость скорости оплавления от плотности тока. Если процесс нагрева металла методом сопротивления может происходить при любом вторичном напряжении, то совершенно другая картина наблюдается при сварке оплавлением, Обычно процесс устойчив при некоторых минимальных напряжениях, но существуют и максимальные пределы для напряжения, за которыми взрывоискровой процесс может прямо перейти в непрерывно-дуговой. Устойчивость процесса оплавления определяется не только напряжением холостого хода, но и параметрами сварочного контура, которые и создают ту или иную форму внешней характеристики стыковых машин. Таким образом, и плотности токов, и скорости оплавления связываются с чисто электрическими параметрами источников питания. Недавно Институт электросварки им, Е. О. Патона в процесс оплавления ввел еще одну новую переменную: вращение одной из оплавляемых деталей. Это, по-видимому, откроет совершенно новые возможности как ведения самого процесса оглавления, так и его окончания посредством осадки одновременно и осевой, и поворотной. Все перечисленные сложности расчетных оценок основных переменных процесса оплавления все же позволяют сделать и некоторые общие выводы, основываясь на критериальной формуле (3.13).
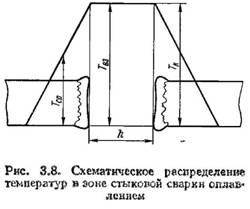
Энергия при процессе оплавления, которую получают стержни, определится так (см, рис. 3.8)
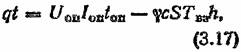
где Uоп — среднее значение напряжения, при котором идет процесс оплавления; Iоп — среднее значение тока оплавления; tоп — время непрерывного оплавления; Твэ — средняя температура взорванного и выброшенного металла; h — общая длина оплавленных участков стержней,

которая определяется средней скоростью υ и временем оплавления. При нагреве деталей при сварке методом сопротивления нас интересовала температура в плоскости контакта, которая, согласно (1.38), определяется так:
Но известно, что на оплавляемых торцах температуру Тк в конце нагрева доводим до точки кипения металла и практически можем считать Тк = Твэ = Tкип , Следовательно, формула (3.13) с учетом формул (3.17) и (3.18) получается такой:

где iоп — средняя плотность тока оплавления.
Для расчетов температуру Тср можно считать так:
Тср =m Тк
Теоретическая формула (3.19) содержит необходимые для расчета физические константы и несколько переменных параметров режима оплавления. Хотя формула ничего не говорит об ограничениях, но они в реальной действительности безусловно есть. Так, в частности, не зафиксированы скорости оплавления более 0,6 см/с, а плотности тока выше 2500 А/см2 . Однако существующие пока рекомендуемые диапазоны плотности тока, мощности к других параметров могут быть и расширены. Развитие всякой технологии, в том числе сварочной, всегда характеризуется тем, что привычные ограничения устраняются благодаря новым теоретическим и экспериментальным открытиям.
До семидесятых годов почти все исследователи-сварщики считали, что процесс оплавления полностью изучен и исчерпан. В связи с этим стыковые машины строились только как универсальные, пригодные для любого ассортимента свариваемых деталей. Трансформаторы машин, с их конструкцией вторичного контура и железных масс, замеряли в стабильных формах и размерах. Никто и не помышлял о том, что, например, для стыковых машин могли быть созданы вторичные контуры с полным сопротивлением короткого замыкания менее 150 мкОм. Но вот созданы новые типы сварочных трансформаторов кольцевого типа, полное сопротивление которых оказалось сниженным до 15 мкОм, т. е. в десять раз против нормально принятых броневых конструкций [9, 15]. Эффект резкого снижения полного сопротивления всего сварочного контура определяется тем, что вторичная обмотка состоит из нескольких, например десятка отдельных витков, насаженных на общий кольцевой сердечник. Расстояние между витками таково, чтобы магнитные поля каждого витка не сливались в общий поток. Тогда все витки работают как отдельные самостоятельные трансформаторы, токи которых суммируются на общую для них нагрузку. Малые сопротивления сварочных контуров позволили подводить к оплавляемым торцам огромные мощности при тех же самых вторичных напряжениях 5—8 В.
Кольцевые трансформаторы ИЭС имени Е. О. Патона позволили создать уникальные машины для стыковой сварки магистральных труб диаметром 1420 мм с толщиной стенок до 22 мм.
Рассмотрим основные расчетные и экспериментальные показатели по режимам сварки таких уникальных объектов. Прежде всего найдем общие для всех случаев очевидные равенства:

где Uоп и Iоп — напряжение и ток установившегося интенсивного процесса оплавления, какой именно обеспечивается и наблюдается перед операцией осадки; Rоп — сопротивление искрового промежутка для конца процесса оплавления; rтр и xтр — соответственно активное и индуктивное сопротивления вторичных контуров любых, в том числе и кольцевых трансформаторов. Эти сопротивления (и особенно хтр ) меняются в зависимости от силы тока во вторичном контуре. Значения rтр и xтр не равны тем rк и хк , которые определяют для короткого замыкания. Вести какие-либо расчеты с учетом переменности rтр и хтр в зависимости от силы вторичного тока — задача вполне возможная, но теоретические формулы получаются очень громоздкими. По этой причине вместо rтр и хтр принято оперировать величинами rк и хк и тогда вторую формулу из (3.20) можно переписать!

В этом равенстве переходное сопротивление от зажимных губок к свариваемым деталям (в том числе и трубам) не учитывается в предположении хорошей зачистки контактируемых элементов, т. е. и губок, и деталей.
Из равенств (3.20) и (3.21) получаем

Напишем уравнение внешней характеристики контактного трансформатора. Здесь и далее, поскольку речь идет о процессах оплавления, напряжение на свариваемых деталях, т. е. на нагрузке, будем обозначать Uоп


 откуда
откуда

Относительно стыковых машин обычно бывают известны характеристики по ступеням включения и, следовательно, значения Iк.э , U2 , Zк . И все же этих данных для полных расчетов бывает недостаточно, если приходится адресоваться к формуле (3.22).
Внешнюю характеристику иногда можно представить в виде степенной зависимости


Показатели режима оплавления, такие, например, как установившаяся скорость оплавления, зависят от внешних характеристик трансформатора. Для установившегося интенсивного процесса оплавления вторым членом равенства (2.56) можно пренебречь, и тогда наибольшая скорость оплавления перед осадкой будет определяться так:

Сопротивление искрового промежутка к моменту осадки

Приведенные формулы (3.22)—(3.25) содержат пять неизвестных: Uon , Iоп υ, Roп p . Таким образом, расчеты могут быть произведены хотя бы при одной заданной или выбранной переменной.
Для того чтобы убедиться в некоторой затруднительности и непроизводительности выбора, покажем современные пределы основных параметров режима сварки непрерывным оплавлением (численные значения относятся к установившемуся интенсивному конечному периоду оплавления): υ = 0,05÷0,6 см/с (изменяется в 12 раз); Uon = 3,5÷7 В (изменяется в 2 раза); ion = 150÷ 2500 А/см2 (изменяется в 17 раз).
Таким образом, для развитых сечений характерны высокие скорости оплавления, но соответственно и большие плотности тока. Поскольку напряжение Uоп меняется в относительно небольших пределах то удельные мощности", согласно формуле (3.24), требуются значительными для больших скоростей.
Определение мощностей для оплавления Uon Ioп /S, токов оплавления и напряжений Uoп возможно при помощи известной внешней характеристики машины, которую заводы-изготовители вводят в настоящее время в паспортные данные машины.
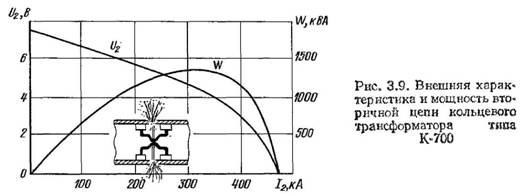
На рис. 3.9 построена внешняя характеристика стыковой машины большой мощности, кольцевой трансформатор которой (тип К-700) обладает следующими параметрами: U2 = 7,4 В, ZK = 15,6 мкОм, хк = 10,8 мкОм, rк = 11,3 мкОм.
Сила тока короткого замыкания Iк.з — 474 кА. Этот кольцевой трансформатор встроен в стыковую машину установки Север, предназначенной для сварки магистральных труб диаметром 1420 мм, толщиной стенки от 15,7 до 22 мм. По внешней характеристике на рис. 3.9 построена кривая мощности. Измерения показали, что сила тока оплавления для разной толщины стенок трубы в среднем составляет ПО кА. По кривой мощности для этого тока W = 713 кВт. Площадь поперечного сечения труб S = 700÷ 980 см2 . Принимая среднее S = 840 см2 , получаем удельную мощность 8200 кВт/м2 . Измерения давали значения от 7000 до 10 000 кВт/м2 . По внешней характеристике машины Uoп = 6,485 В. Вычислим по формуле (3.25) значение Rоп , полагая, что γсТвэ — 12,5 кДж/см3 (для конегрукционных сталей можно считать γс = 5 Дж/(см3.°С) и Твз равной точке кипения Твз = 2500 °С). При этих данных по формулам (3.24) и (3.25)

Проверим, насколько формулы (3.24) и (3.25) дают ошибки при сравнении показателей внешней характеристики с опытными измерениями. Напряжение на оплавляемых концах

т. е. оно почти не отличается от показателя внешней характеристики. Следовательно, формула (3.25) для вычисления Roп вполне достоверна. Достоверно также принятое равенство γсТвз = 12,5 кДж/см3.
Теперь вычислим Uоп по формуле (3.22):

Расхождение по сравнению с внешней характеристикой в 5,3 %, т. е. вполне допустимое.
Следует обратить внимание на два обстоятельства.
1. В формуле (3.22) третье слагаемое в подкоренной сумме без большой ошибки может быть опущено. Тогда формула (3.22) примет вид

2. Внешняя характеристика трансформатора К-700, особенно в области токов до 3/4 Iк.з , точно описывается формулой

Стоит проверить сделанные выше допущения на машине с обычным броневым трансформатором при сварке обычных деталей. Рассмотрим в связи с этим случай сварки непрерывным оплавлением полос шириной 300 мм и толщиной 4 мм. Внешние характеристики стыковой машины типа МС-1601 для токов менее Iк.э /2 тоже хорошо описываются формулой (3.27). Основные характеристики машины для максимальной ступени включения (рис. 3.10) следующие: U2 = 7,7В; Iк.э = 58 кА; ZK = 133 мкОм; cos φ = 0,45; хк = 118 мкОм; rк = 60 мкОм.
Выше было показано, что скорость оплавления в зависимости от мощности для различных форм свариваемых сечений может меняться от минимума до максимума в 12 раз. Более соблазнительно задаваться величиной Uпо , которая меняется меньше, выбирая тем самым наиболее подходящую внешнюю характеристику. Для ориентации при таком выборе на рис. 3.11 построили номограмму на основе формулы (3.24) и многочисленных опытных данных Института электросварки им. Е. О. Патона, ЦНИИТ-маша и завода Электрик.
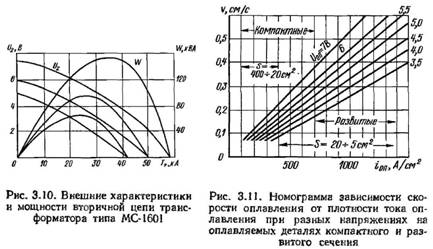
Применяя для сварки полос специализированную стыковую машину типа MC-1601 завода Электрик, по ее паспортным данным зададимся максимальной возможной скоростью оплавления: v = 0,4 см/с. Тогда по номограмме

Номограмма ориентирует на Uon = 5÷5,5 В. Это значит, что придется использовать внешнюю характеристику не самой высшей ступени, а с напряжением холостого хода U2 = 6 В. По ней (см. рис. 3.10) при Iоп = 12 кА, Uoп = 5,2 В, токе короткого замыкания Iк.э = 50 кА

При cos φK — 0,45

По формуле (3.24)

Расхождение с внешней характеристикой несущественное. Сопротивление искрового промежутка по формуле (3.25):

По формуле (3.22)

По приближенной формуле (3.26)

Это тоже близко к тому, что дает внешняя характеристика.
После того как получены все электрические параметры оплавления, необходимо произвести тепловой расчет. Он должен убедить технолога, что рассчитанный режим обеспечит нагрев деталей, достаточный для выбранного осадочного давления.
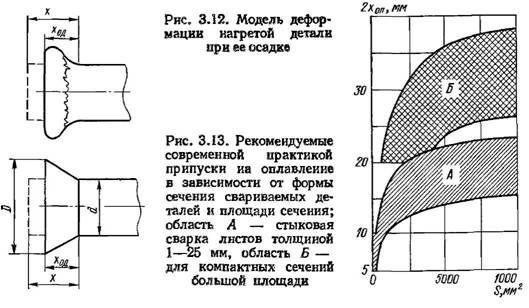
Осадка — сжатие нагретых деталей — является главной операцией, обеспечивающей качество сварного соединения. Достаточность осадочной деформации можно определять, в известной мере, по внешнему виду сваренного стыка. Для любых деталей на некотором расстоянии от плоскости контакта деформация будет нулевой, обозначим ее как xод . Это значит, что давление не превышало, а было равно пределу текучести металла в этой плоскости, нагретого до некоторой температуры [см. формулу (2.58) ]

где σто — предел текучести холодного металла; Тод — температура в зоне нулевой деформации в момент осадки; Тпл — темпера-, тура плавления металла.
Осадочное давление р должно быть равно σт при температуре Tод .
Многолетний опыт показал, что первым (но не единственным!) признаком достаточности осадочного давления для деталей, сваренных оплавлением, является получение на готовых деталях такой формы стыка, чтобы получалось:

где d — диаметр или сторона квадрата сечения детали; δ — толщина полосы и прямоугольника. Первое равенство, как видно, характерно для компактных сечений, второе — для развитых. Все размеры в формуле даны в миллиметрах.
Расстояние ход — это деформированный размер. Расстояние х от плоскости торца до той же зоны нулевой деформации может быть определено из одинаковых объемов: нагретого цилиндра (рис. 3.12) и деформированного конуса:
Приближенно

где ε —относительная деформация, %.
Практически наибольшее (и достаточное) обжатие получается при ε = 50 %. Тогда

Для данного случая сварки полос толщиной δ = 4 мм

Примем осадочное давление р — 60 МПа. Необходимая общая сила осадки Р = 72 кН. Машина МC-1601 обеспечивает предельную силу осадки 125 кН. Согласно формуле (3.28), температура Тод должна быть при σт0 = 250 МПа равной 725 °С
Распределение температуры в свариваемых деталях в зависимости от расстояния от плоскости кипящего металла

В этой формуле Н. Н. Рыкалина Tвз — температура на оплавляемом торце, которую, как показала расчетная практика, надо принимать равной точке кипения металла; Ф (ξ) — одна из функций распределения, показанная на рис. 1.17. Вычисляем составляющие формулы (3.33):

Таким образом, и, значит,
характерное время

t =< 3 с.
 скорости υ = 0,4 см/с за это время будет оплавлено
скорости υ = 0,4 см/с за это время будет оплавлено
На рис. 3.13 графически представлены границы рекомендуемых практикой размеров оплавленного (по сути — сожженного) металла. Как видно, для данного случая размер 2хоп = 12 мм не велик и допустим при выборе режима сварки. Общий вывод всего расчета такой: режим оплавления и ступень включения машины подобраны правильно.
Рассмотрим теперь случай сварки деталей той же самой площади сечения (S = 1200 мм2), но компактной формы с размерами 30x40 мм. В области компактных сечений номограмма, приведенная на рис. 3.11, даст следующую ориентировку: iоп = 400 А/см2; υ = 0,15 см/с; Uoп = 5 B. Если нет внешних характеристик, то расчет приходится вести по этим исходным данным. Так, по формуле (3.25) можно определить Rоп . Но и только. Дальше неизвестны ни rк , ни Zк , ни Iк.з . Что-то надо и еще назначать предположительно. Наименее ошибочно принять напряжение UОП, которое дает номограмма для выбранных υ и iоп на 10—15 % меньшим, чем напряжение холостого хода машины, т. е. прямо задаться поиском нужной внешней характеристики. Соответственно могут измениться υ и ioп . Допустим, что в данном случае мы будем использовать тот же трансформатор, с тем же контуром, что и в машине МС-1601, но только зажимные устройства приспособим для компактного сечения. Тогда в группе внешних характеристик (см. рис. 3.10) находят одну с U2 = 5 В и Iкз = 42 кА. Здесь Zк имеет то же значение (120 мкОм), что и в расчете для развитого сечения. По этой внешней характеристике находим:

Сопротивление искрового промежутка будет уже другим:

Теперь надо проанализировать тепловую картину. При том же значении осадочного давления температура на расстоянии х должна быть такой же, как и в свариваемых полосах, но уже при х = 1,5 (1 + 0,2.30) = 10,5 мм. Такое температурное состояние достижимо только при очень длительном оплавлении. Для деталей такого рода неизбежно применение технологии с предварительным подогревом. Он окажется необходимым, если даже мы снизим значение скорости, перейдя на еще более низкую внешнюю характеристику. Приведенные расчетные примеры показывают существенную технологическую разницу сварки оплавлением деталей с развитым или компактным сечением. Расчеты определяют конструкцию выбираемой машины, но не всегда точно определяют такие именно оптимальные режимы, при которых обеспечивается высшее качество сварного соединения. В реальных условиях опытная проверка может внести в эти расчетные показатели некоторые коррективы. Приведенные выше расчеты не могут определять структурные картины сварных соединений — это определяется опытом.
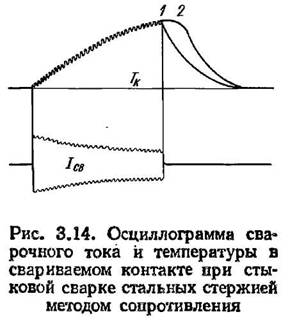
В современном производстве значимость технологических расчетов особенно высока, когда проектируются и создаются гибкие автоматизированные производства (ГАП). Для них оказываются необходимыми не универсальные машины с их большим запасом регулирования (иногда 16 ступеней) и неиспользуемым запасом активных материалов в трансформаторах. Для ГАП должны создаваться (и создаются уже) четко специализированные машины, у которых и электрическая, и механическая системы должны рассчитываться без неоправданных запасов электрических и механических мощностей. Вернемся еще раз к вопросу особой роли механической энергии в процессах стыковой сварки. К сожалению, до сих пор этому технологическому параметру в технологических документах и проектных материалах не уделяется того внимания, какого заслуживает механическая энергия в качестве осадочного давления. Все существующие технологические инструкции на предприятиях и в литературных источниках дают рекомендации осадочных давлений без учета скорости их приложения. Изучая осциллограммы стыковой сварки стальных стержней при осадочных давлениях приблизительно в 30 и 80 МПа, обратим внимание не только на различную скорость осадки, но самое существенное — на осциллограмму температуры, которая измерялась в плоскости контакта. Оказалось (рис. 3.14), что при малых давлениях и при сравнительно медленной осадке с момента выключения тока (рис. 3.14, точка 1) контакт без промедления начинает охлаждаться. Этот момент четко фиксировался по той причине, что в проводах термопары, пока был включен сварочный ток, индуктировался переменный ток, который не удавалось полностью подавлять фильтрующей схемой. Но как только процесс сжатия был ускорен за счет повышенного давления, на кривой температуры появился участок 1—2 явного продолжения нагрева после выключения тока. Увеличенная скорость осадки создает дополнительный импульс температуры. Современные стыковые контактные машины неспособны обеспечивать скорости осадки больше 3—4 см/с. Большие ударные скорости осадки получаются только при сварке на микросварочных конденсаторных ударных машинах. Для стыковых машин больших мощностей вполне рациональными окажутся сдвиго-поворотные деформации, но машин такого рода пока не существует. Нет сомнения в том, что такие машины появятся, когда некоторые сплавы потребуют от технологов минимально возможных объемов нагретого металла вокруг плоскости свариваемого контакта.
Приведенные расчеты дают основание сформулировать некоторые общие принципы для процессов сварки давлением.
1. Сварка давлением может осуществляться при любых сочетаниях и комбинациях энергии тепловой и механической. Суммарная энергия по плоскости свариваемого контакта может регулироваться от энергии плавления до энергии связи.
2. Самым существенным является то, что оба вида энергии при этом должны дозироваться динамически, с различными регулируемыми скоростями ввода энергии и прекращения ее действия в необходимый момент.
3. Наименьшей инерционностью воздействия на контактную плоскость обладает механическая энергия. В связи с этим следует обратить особое внимание технологов на широчайшие возможности программирования этой энергии.
4. Все существующие литературные рекомендации по использованию статических или медленно действующих осадочных давлений следует рассматривать только как ориентиры частных и далеко не всегда оптимальных режимов сварки.
5. Каждый новый технический эффект, качественный или количественный, достигается только с помощью новых технических средств, т. е. введением в старую технологию новой переменной. Механическая энергия с ее неограниченными возможностями программирования и есть эта новая переменная. К этой переменной и должно быть обращено внимание технологов сварки и проектировщиков контактных машин.
| <== предыдущая лекция | | | следующая лекция ==> |
| Расчет режимов сварки (наплавки) под флюсом проволокой сплошного сечения | | | Расчет режимов точечной и рельефной сварки |
Дата добавления: 2016-11-29; просмотров: 3766;
Поиск по сайту
Узнать еще
- I. Расчёт методом контурных токов.
- I.Y.II. ПРОФЕССИЯ «ЭЛЕКТРОСВАРЩИК РУЧНОЙ СВАРКИ»
- II Расчет и анализ трехфазных цепей
- II. Расчёт методом суперпозиции.
- III. Основные законы, используемые при расчёте магнитных цепей.
- III. Расчёт электрического состояния цепи с последовательным соединением элементов L, R, C.
- IV. Расчёт простых цепей постоянного тока методом эквивалентных преобразований сопротивлений.
- IV. Расчёт цепи с параллельным соединением R, L, C элементов

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
