Зазор от поршня до клапана
Снимите головку блока цилиндров и прилепите слой пластилина к головке поршня. Временно установите головку блока цилиндров со старой прокладкой и затяните болты. Установите и отрегулируйте коромысла и штанги на проверяемый цилиндр. Проверните коленвал на два полных
оборота. Снимите головку блока цилиндров и, проткнув слой пластилина в самом тонком месте, измерьте толщину этого слоя. Она должна быть не менее 2 мм для впускного клапана и не менее 2,5 мм для выпускного клапана. Если зазор близок к минимально допустимому значению, то проверьте каждый цилиндр, чтобы быть уверенным в том, что разброс в параметрах деталей не приведет к контакту поршня и клапана
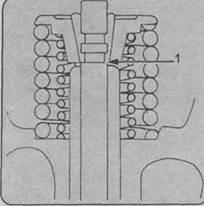
Проверьте, не мешают ли друг другу направляющая втулка клапана и крепление пружины. 1 — зазор должен составлять от 1,6 до 3,2 мм.
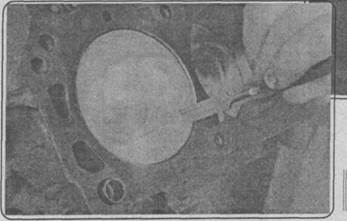
Прилепите слой пластилина к головке поршня в том .месте, где клапаны подходят к поршню ближе всего.
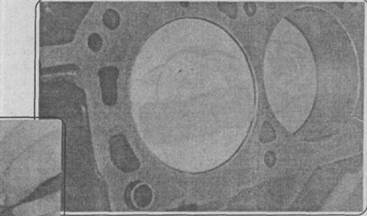
После сжатия пластилина проткните его слой в самом топком месте и измерьте его толщину.
Советы по работе
Если у вас нет доступа к стенду для измерения характеристик потока, то модификация запутанных форм в каналах головки блока превратится в слепой поиск. Если вы располагаете средствами, то возьмите головку блока, четко представляя себе свои конкретные планы, и обратитесь в мастерскую по ремонту и доводке головок. С другой стороны, если у вас нет денег для обращения в мастерскую, то следуйте приведенным ниже правилам. Они не являются непогрешимыми, но их надо иметь в виду и придерживаться в работе:
· Удалить металл с верхней части канала и вокруг выступа направляющей втулки клапана. Они часто являются областями с наивысшей скоростью потока, и уменьшение препятствий здесь может заметно улучшить мощность лишь с небольшим ухудшением крутящего момента на низких оборотах и топливной экономичности.
· Сглаживайте все изгибы и особенное внимание уделяйте наиболее важным областям, в частности, переходу канала к седлу клапана. Тщательно сглаживайте эти поверхности по плавному радиусу, не удаляя избыточный металл.
· Не удаляйте металл с нижней части канала. Нижняя часть «пол» канала является областью замедленного потока, и удаление металла оттуда увеличит площадь поперечного сечения канала. Это уменьшит крутящий момент на низких оборотах с очень небольшим (в лучшем случае) улучшением характеристик потока и максимальной мощности.
· Производите зачистку шершавой поверхности на стенках канала. Проверки на стендах показали, что это применимо во всех случаях.
· Обработайте клапаны как можно лучше, т. к. это очень критично. Седла клапанов должны быть правильной ширины, с правильными углами и практически идеально круглыми. Убедитесь, что используется 30-градусная фаска сверху для 'помощи' потоку при его попадании в камеру сгорания.
· Как правило, не устанавливайте клапаны в форме 'тюльпана' в двигатель с клинообразными камерами сгорания; они дают улучшение потока только в двигателях с четырьмя клапанами на цилиндр или со сферическими камерами сгорания. Оставьте клапаны, близкие по форме к исходным; обычно они имеют, плоскую нижнюю сторону с малым радиусом в месте перехода к стержню клапана.
· Удалите острые углы с нижней стороны клапана и сделайте там фаску в 30°.
· Установите бронзовые направляющие втулки клапанов и рассмотрите вариант использования клапанов со стержнями из твердого хрома. Это обеспечит минимальный износ направляющих втулок и стержней клапанов и продлит срок службы клапанов и седел.
Дата добавления: 2016-11-29; просмотров: 3485;
Поиск по сайту
Узнать еще
- I. РАЗДЕЛ ПО ПРОБЛЕМЕ НЕДОСТАТОЧНОСТИ МИТРАЛЬНОГО КЛАПАНА (СИНДРОМ МИТРАЛЬНОЙ РЕГУРГИТАЦИИ)
- А – с зазором, б – с натягом
- Влияние воздушного зазора на ВАХ катушки с ферромагнитным сердечником.
- Влияние зазоров и контактных деформаций в опорах на погрешность позиционирования промышленных роботов
- Влияние зазоров между лопастями винта и корпусом судна на КПД винта
- ВНИМАНИЕ : Провеку завала кузова производить при открытых дверях салона (в этом случае проверяется работа ограничительного клапана).
- Внимание: После затяжки крепежных болтов датчика, проверьте воздушный зазор и, при необходимости, отрегулируйте его. Затяните снова болты.
- ВОЗДУШНЫЙ ЗАЗОР И ПОЛЮСЫ РОТОРА

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
