ОБМОТКИ РОТОРОВ АСИНХРОННЫХ ДВИГАТЕЛЕЙ
Обмотки фазных роторов асинхронных двигателей.В зависимости от мощности машины обмотки фазных роторов асинхронных двигателей выполняют из круглого или прямоугольного изолированного обмоточного провода, из неизолированной прямоугольной медной проволоки или из медных шин.
Обмотки из круглого провода применяют в роторах двигателей небольшой мощности. Они имеют такую же конструкцию и изоляцию, как и аналогичные обмотки статора.
Таблица 3.9. Изоляция обмоток машин переменного тока с полуоткрытыми прямоугольными пазами на напряжение до 660 В
| Часть обмотки | Позиция | Материал | Число слоев | Двусторонняя толщина изоляции, мм | ||||||||||||||||
| Наименование, марка | Толщина, мм | по ширине | по высоте | |||||||||||||||||
| Класс нагревостойкости | ||||||||||||||||||||
| B | F | H | ||||||||||||||||||
Пазовая
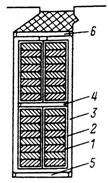
| 1 | Обволакивающее покрытие | 0,05 | 0,2 | 0,2 | |||||||||||||||
| 2 | Бумага телефонная. Бумага фенилоновая лакированная бакелизированная | 0,09 | 1,5 оборота | 0,6 | 0,6 | |||||||||||||||
| 3 | Лакотканеслюдопласт | |||||||||||||||||||
| ГИТ-ЛСБ-ЛСЛ | ГИП-ЛСП-ЛСЛ | ГИК-ЛСК-ЛСЛ | 0,55 | 1,1 | 1,1 | |||||||||||||||
| Стеклотекстолит | ||||||||||||||||||||
| 4 | СТ | СТЭФ | СТК | 1,0 | — | 1,0 | ||||||||||||||
| 5 | СТ | СТЭФ | СТК | 0,5 | — | 0,5 | ||||||||||||||
| СТ | СТЭФ | СТК | 0,5 | — | 0,5 | |||||||||||||||
| Допуск на укладку | — | — | 0,3 | 0,6 | ||||||||||||||||
| Общая толщина изоляции в пазу (без витковой и без клина) | — | — | 2,2 | 4,5 | ||||||||||||||||
| Продолжение табл. 3.9 | ||||||||||||||||||||
| ||||||||||||||||||||
| Лобовая | ||||||||||||||||||||
| Полукатушки группы: | Скрепляющий бандаж из ленты стеклянной ЛЭС шириной 20 мм в двух местах | 0,1 | 2,5 оборота | 0,5 | 0,5 | |||||||||||||||
| крайние | 1 | Обволакивающее покрытие | 0,05 | 0,1 | 0,1 | |||||||||||||||
| 7 | Стеклолакоткань | |||||||||||||||||||

| ЛСБ-105/120 | ЛСП-130/155 | ЛСК-155/180 | 0,15 | 1 вполнахлеста | 0,6 | 0,6 | |||||||||||||
| 8 | Стеклянная лента ЛЭС | 0,1 | 1 вполнахлеста | 0,4 | 0,4 | |||||||||||||||
| Общая толщина изоляции полукатушки (без витковой) | 1,6 | 1,6 | ||||||||||||||||||
| Скрепляющий бандаж из ленты стеклянной ЛЭС шириной 20 мм в трех местах | 0,1 | 2,5 оборота | 0,5 | 0,5 | ||||||||||||||||
| средние | 1 | Обволакивающее покрытие | 0,05 | 0,1 | 0,1 | |||||||||||||||
| Общая толщина изоляции полукатушки (без витковой) | — | — | 0,6 | 0,6 |
Обмотки роторов из прямоугольного обмоточного провода выполняют в двигателях мощностью до 100 кВт. Предварительно намотанные, растянутые и отрихтованные катушки укладывают в открытые прямоугольные пазы ротора. Конструкция пазовой изоляции (табл. 3.10) такая же, как и в статорах машин с номинальным напряжением до 660 В, т. е. представляет собой пазовый короб, состоящий из нескольких слоев изоляционного материала. Лобовые части изолируют ленточным материалом, причем на лобовые части крайних катушек в катушечных группах накладывают усиленную изоляцию по сравнению со средними катушками в группе, чем достигается надежность изоляции между фазами обмотки ротора.
Таблица 3.10. Изоляция катушечной обмотки фазных роторов асинхронных двигателей мощностью до 100 кВт класса нагревостойкости B
| Часть обмотки | Позиция на рисунке | Материал | Количество слоев | Двусторонняя толщина изоляции, мм | ||||
| Наименование | Марка | Толщина, мм | по ширине | по высоте | по ширине | по высоте | ||
Пазовая
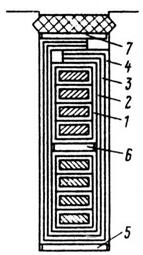
| Разбухание изоляции от промазки лаком | — | — | — | — | 0,1 | 0,1 | |
| 1 | Стеклянная лента | ЛЭС | 0,1 | 1 слой вразбежку | 0,2 | 0,2 | ||
| Всего на одну катушку | — | — | — | — | 0,3 | 0,3 | ||
| 2 | Стеклолакоткань | ЛСБ | 0,2 | 0,4 | 0,6 | |||
| 3 | Гибкий миканит | ГФС | 0,2 | 0,4 | 0,6 | |||
| 4 | Стеклолакоткань | ЛСБ | 0,2 | 0,4 | 0,6 | |||
| 5 | Стеклотекстолит | СТ | 0,5 | — | — | 0,5 | ||
| 6 | То же | СТ | 0,5 | — | — | 0,5 | ||
| 7 | « | СТ | 0,5 | — | — | 0,5 | ||
| Допуск на укладку | — | — | — | — | 0,5 | 0,8 | ||
| Всего на паз без клина | — | — | — | — | 4,7 |
Продолжение таблицы 3.10
| Часть обмотки | Пози ция на рисунке | Материал | Количество слоев | Двусторонняя толщина изоляции, мм | ||||||
| Наименование | Марка | Толщина, мм | по ширине | по высоте | по ширине | по высоте | ||||
Лобовая
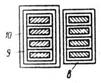
| Средние катушки в катушечной группе | 8 | Стеклянная лента | ЛЭС | 0,2 | 1 слой вполнахлеста | 0,8 | 0,8 | ||
| Крайние катушки в катушечной группе | 9 | Стеклолакоткань | ЛСБ | 0,2 | 1 слой вполнахлеста | 0,8 | 0,8 | |||
| 10 | Стеклянная лента | ЛЭС | 0,2 | 1 слой вполнахлеста | 0,8 | 0,8 | ||||
| Толщина изоляции крайних катушек | — | — | — | — | 1,6 | 1,6 | ||||
Стержневые обмотки фазных роторов асинхронных двигателей применяют в машинах мощностью более 100 кВт, а в некоторых исполнениях — начиная с мощности 40...50 кВт. Обмотки выполняют из прямоугольной шинной меди. Механическая жесткость стержней дает возможность выполнить пазы ротора полузакрытыми с узкой прорезью, что способствует улучшению рабочих характеристик двигателей. Стержни вставляют в пазы с торца ротора, поэтому до укладки изгибают только одну лобовую часть стержня. Вторую лобовую часть изгибают после установки стержня на место в паз [2].
Конструкция изоляции стержневых обмоток роторов приведена в табл. 3.11. В этой таблице даны два значения числа слоев и толщины изоляции в зависимости от напряжения на контактных кольцах ротора, которое определяется обмоточными данными машины.
Гильзы для роторных стержней изготовляют из микафолия, стекломикафолия или из листовых материалов на основе слюдинитов: слюдинитофолия, стеклослюдинитофолия. В качестве связующих для изготовления гильз применяют термореактивные лаки. Лобовые части стержней изолируют ленточными материалами. Слабым в электрическом отношении местом изоляции роторных стержней, так же как и в катушечных обмотках статоров с гильзовой изоляцией, является место стыка двух видов изоляции — гильзовой на пазовой части и непрерывной на лобовой.
Таблица 3.11. Изоляция стержневых обмоток фазных роторов асинхронных двигателей с высотой оси вращения ≥ 280 мм
| Часть обмотки | Позиция на рисунке | Материал | Напряжение до 750 В | Напряжение до 1200 В | ||||||||||
| Наименование, марка | Толщина, мм | Число слоев | Двусторонняя толщина изоляции, мм | Число слоев | Двусторонняя толщина изоляции, мм | |||||||||
| Класс нагревостойкости | Класс нагревостойкости | Класс нагревостойкости | по ширине | по высоте | Класс нагревостойкости | по ширине | по высоте | |||||||
| B | F | H | B | F и H | B | F и H | B | F и H | ||||||
Пазовая
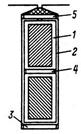
| 1 | Стеклослюдо пластифолий ИФГ-Б | Синтофолий — F | Синтофолий — H | 0,15 | 0,16 | 4,5* оборота | 3,5 оборота | 1,1 | 2,2 | 9,5* оборота | 7,5 оборота | 2,4 | 4,5 |
| Стеклолакоткань | ||||||||||||||
| 2 | ЛСБ-105/120 | ЛСП-130/155 | ЛСК-155/180 | 0,15 | 0,3 | 0,3 | 0,3 | 0,3 | ||||||
| Стеклотекстолит | ||||||||||||||
| 3 | СТ | СТЭФ-1 | СТК | 0,5 | — | 0,5 | — | 0,5 | ||||||
| 4 | СТ | СТЭФ-1 | СТК | 0,5 | — | 0,5 | — | 0,5 | ||||||
| 5 | СТ | СТЭФ-1 | СТК | 0,5 | — | 0,5 | — | 0,5 | ||||||
| Допуск на укладку обмотки | — | — | 0,3 | 0,5 | — | — | 0,3 | 0,5 | ||||||
| Общая толщина изоляции в пазу (без клина) | — | 1,7 | 4,5 | — | — | 6,6 | ||||||||
Лобовая

| 6 | Стеклослюдинитовая лента ЛС-ПЭ-934-ТП | Пленка полиимидная 0,05  3 = 0,15 3 = 0,15
| 0,15 | 1 слой вполнахлеста | 0,6 | 0,6 | 2 слоя вполнахлеста | 1,2 | 1,2 | ||||
| 7 | Стеклянная лента ЛЭС | 0,1 | 1 слой вполнахлеста | 0,4 | 0,4 | 2 слоя вполнахлеста | 0,8 | 0,8 | ||||||
| Общая толщина изоляции стержня в лобовой части | 1,0 | 1,0 | 2,0 | 2,0 |
* С учетом усадки на 15…20%
Для того чтобы увеличить электрическую прочность изоляции этого участка, его изолируют с постепенным переходом от гильзовой к непрерывной изоляции по типу конуса или обратного конуса.
Изоляцию стержней фазных роторов для двигателей некоторых типоразмеров выполняют непрерывной из ленточного материала по всей длине стержня с последующей опрессовкой и запечкой изоляции в горячих прессах.
Короткозамкнутые обмотки.В роторах асинхронных двигателей широко распространены короткозамкнутые обмотки. Они также применяются как демпферные и пусковые в роторах синхронных машин.
Основное их отличие от всех остальных обмоток электрических машин заключается в отсутствии изоляции между пазовой частью обмотки и стенками паза. Встречающиеся иногда  - фазные изолированные и замкнутые накоротко обмотки роторов асинхронных машин специального исполнения здесь не рассматриваются.
- фазные изолированные и замкнутые накоротко обмотки роторов асинхронных машин специального исполнения здесь не рассматриваются.
Короткозамкнутые обмотки роторов асинхронных двигателей делятся по конструкции и технологии изготовления на два типа: сварные и литые (рис. 3.10).
Демпферные и пусковые обмотки синхронных машин выполняют только сварной конструкцией. Стержни обмоток в подавляющем большинстве случаев круглого сечения располагают в пазах полюсных наконечников.
Демпферные обмотки синхронных двигателей более мощные, чем синхронных генераторов, так как их используют так же, как и пусковые. У генераторов демпферные обмотки выполняют из меди. В двигателях для улучшения пусковых характеристик часто применяют латунь.
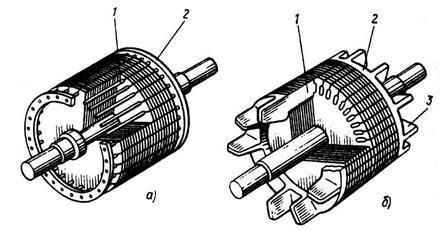
Рис. 3.10. Короткозамкнутые роторы асинхронных двигателей:
 — со вставными стержнями;
— со вставными стержнями;  — с литой обмоткой;
— с литой обмоткой;
1 — стержни обмотки; 2 —замыкающие кольца;
3 — вентиляционные лопатки
Дата добавления: 2016-11-04; просмотров: 2925;
Поиск по сайту
Узнать еще
- А – изменением подводимого напряжения; б – шунтированием обмотки возбуждения.
- Азотный термодинамический цикл работы двигателей внутреннего сгорания
- АСИНХРОННЫХ ДВИГАТЕЛЕЙ
- БАЛАНСИРОВКА ДВИГАТЕЛЕЙ
- Балансировка роторов при различных видах неуравновешенности
- ВИДЫ РЕМОНТОВ ТЯГОВЫХ ЭЛЕКТРОДВИГАТЕЛЕЙ.
- Виды, назначение и принцип работы двигателей.
- ВЛИЯНИЕ ФИЗ ИЧЕСКИХ ХАРАКТЕРИСТИК НА РАСПОЛ АГАЕМУЮ ТЯГУ ДВИГАТЕЛЕЙ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
