Машин переменного тока на напряжение до 660 В
| Класс нагревостойкости B нормального и усиленно-влагостойкого исполнения | ||||||||||||||||||
| Часть обмотки | Позиция | Материал | Количество слоев | Толщина изоляции, мм | ||||||||||||||
| Наименование | Марка | Толщина, мм | по ширине | по высоте | по ширине | по высоте | ||||||||||||
Пазовая
| 1 | Витковая изоляция* | — | |||||||||||||||
| 2 | Стеклянная лента | ЛЭС | 0,1 | 1 слой вразбежку | 0,2 | 0,2 | ||||||||||||
| 3 | Микафолий | МФГ | 0,2 | 3,5 оборота | 1,4 | 1,4 | ||||||||||||
| Двусторонняя толщина изоляции пазовой части катушки | — | 1,6 | 1,6 | |||||||||||||||
| 4 | Электронит | — | 0,2 | 0,4 | 0,6 | |||||||||||||
| 5 | То же | — | 0,5 | — | — | 0,5 | ||||||||||||
| 6 | Лакостекломиканит | ГФГС-ЛСБ | 0,5 | — | — | 0,5 | ||||||||||||
| 7 | Текстолит | В | — | — | — | — | 0,5 | |||||||||||
| Допуск на укладку | 0,5 | — | 0,3 | 0,5 | ||||||||||||||
| Всего на паз (без клина и витковой изоляции) | — | — | — | 2,3 | 5,8 | |||||||||||||
Лобовая

| 8 | Микалента | ЛФЧ-11 | 0,17 | 2 слоя вполнахлеста | 1,4 | 1,4 | |||||||||||
| 9 | Стеклянная лента | ЛЭС | 0,10 | 2 слой вполнахлеста | 0,4 | 0,4 | ||||||||||||
| 10 | То же | ЛЭС | 0,10 | 1 слой вразбежку | 0,2 | 0,2 | ||||||||||||
| Разбухание изоляции от пропитки | — | — | — | 0,5 | 0,5 | |||||||||||||
| Двусторонняя толщина изоляции лобовой части катушки | — | — | — | 2,5 | 2,5 | |||||||||||||
| Класс нагревостойкости B тропического исполнения, классы нагревостойкости F и H всех исполнений | ||||||||||||||||||
| Часть обмотки | Позиция | Материал | Число слоев | Толщина изоляции, мм | ||||||||||||||
| Наименование | Марка для класса нагревостойкости | Толщина, мм | по ширине | по высоте | по ширине | по высоте | ||||||||||||
| B | F | H | ||||||||||||||||
| Пазовая (то же, что для класса нагрево-стойкости B нормально-го исполне- ния) | 1 | Витковая изоляция * | ||||||||||||||||
| 2 | Стеклянная лента | ЛЭС | ЛЭС | ЛЭС | 0,2 | 1 слой вразбежку | 0,2 | 0,2 | ||||||||||
| 3 | Стекло- микафолий | СМФГ | МФП-Т | СМФК | 0,2 | 3,5 оборота | 1,4 | 1,4 | ||||||||||
| Двусторонняя толщина изоляции пазовой части катушки | 1,6 | 1,6 | ||||||||||||||||
| 4 | Стеклолако- ткань | ЛСБ | ЛСБ | ЛСК | 0,15 | 0,3 | 0,45 | |||||||||||
| 5 | Стеклотекстолит | СТ | СТЭФ | СТК-41 | 0,5 | — | — | 0,5 | ||||||||||
| 6 | Лакостекломика-нит | ГФГС-ЛСБ | ГФПС-ЛСП | ГФКС-ЛСК | 0,5 | — | — | 0,5 | ||||||||||
| 7 | Стеклотекстолит | СТ | СТЭФ | СТК-41 | 0,5 | — | — | 0,5 | ||||||||||
| Допуск на укладку | 0,3 | 0,5 | ||||||||||||||||
| Всего на паз (без клина и витковой изоляции) | 2,2 | 5,7 | ||||||||||||||||
| 8 | Стекломикалента | С2ЛФГ | С2ЛФГ | ЛС2ФК | 0,17 | 2 слоя вполнахлеста | 1,4 | 1,4 | ||||||||||
| 9 | Стеклянная лента | ЛЭС | ЛЭС | ЛЭС | 0,10 | 1 слой вполнахлеста | 0,4 | 0,4 | ||||||||||
| 10 | То же | ЛЭС | ЛЭС | ЛЭС | 0,10 | 1 слой вразбежку | 0,2 | 0,2 | ||||||||||
| Лобовая (то же, что для класса нагрево-стойкости B нормально-го исполне- ния) | Разбухание изоляции от пропитки | 0,5 | 0,5 | |||||||||||||||
| Двусторонняя толщина изоляции лобовой части катушки | 2,5 | 2,5 | ||||||||||||||||
* В качестве витковой изоляции в обмотках с изоляцией класса нагревостойкости В применяют прокладки из гибкого миканита ФГФЧО, в обмотках с изоляцией класса нагревостойкости F — из гибкого стекломиканита Г2ФЭ1, в обмотках с изоляцией класса нагревостойкости H — из гибкого стекломиканита Г2ФК11. Толщина прокладок 0,2—0,25 мм.
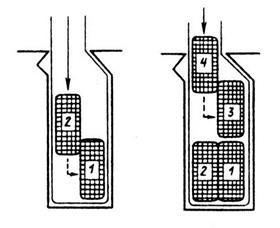 Рис. 3.8. Последовательность укладки подразделенных катушек
в полуоткрытые пазы статора (показана стрелками и цифрами)
Рис. 3.8. Последовательность укладки подразделенных катушек
в полуоткрытые пазы статора (показана стрелками и цифрами)
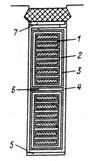
| но широко применяются, так как машины, статоры которых выполнены с полуоткрытыми пазами, более экономичны. Лобовые части подразделенных катушек изолируют ленточным материалом. Конструкция изоляции обмотки из подразделенных катушек приведена в табл. 3.9. Для корпусной изоляции класса нагревостойкости B в современных машинах используют листовой слюдопласт, |
имеющий достаточные механическую и электрическую прочности, что позволяет выполнить пазовый короб из одного слоя лакослюдопласта. При этом толщина изоляции по сравнению с многослойной уменьшается при той же электрической и механической прочности, а теплопроводность возрастает.
Полукатушки при изготовлении обмоток наматывают попарно из прямоугольных проводов марок ПЭВП (классы нагревостойкости A и Е), ПЭТВП (класс нагревостойкости В) и ПЭТП-155 (класс нагревостойкости F).
В пазовой части дополнительную витковую изоляцию не устанавливают, так как двойной слой проводниковой изоляции обмоточных проводов этих марок обеспечивает достаточную надежность изоляции между витками обмотки.
В лобовых частях устанавливают прокладки между первыми тремя витками каждой полукатушки, так как эти витки испытывают большое относительное удлинение от растягивающих усилий при их намотке, которое может привести к снижению прочности проводниковой изоляции или к ее повреждению.
После намотки витки полукатушек для предохранения от рассыпания проклеивают лаком (обволакивают) и скрепляют по длине пазовой части телефонной (при классе нагревостойкости В) или фенилоновой (при классе нагревостойкости F) бумагой и опрессовывают [2].
Стержневые обмотки статоров. Отдельным элементом стержневой обмотки является не катушка, а стержень. Стержни укладывают в пазы поочередно и только после укладки соединяют между собой в лобовых частях, образуя витки обмотки. Стержневая обмотка выполняется петлевой или волновой. В зависимости от этого меняется направление отгиба лобовых частей стержня. С точки зрения электромагнитного расчета, стержневая обмотка идентична катушечной с одним витком в каждой катушке, но имеет ряд особенностей, обусловленных тем, что в двухслойной стержневой обмотке число эффективных проводников в пазу всегда равно двум (  = 2). При этом течение стержня может быть значительно большим,
= 2). При этом течение стержня может быть значительно большим,
чем сечение эффективного проводника в обмотке с многовитковыми катушками. В то же время число витков в фазе такой обмотки  (
(  — число фаз,
— число фаз,  — число пазов, а — число параллельных ветвей) и в трехфазных машинах не может быть более /3. Эти особенности (большое сечение эффективного проводника и малое число витков в фазе) определяют область применения стержневых обмоток — это статорные обмотки крупных электрических машин.
— число пазов, а — число параллельных ветвей) и в трехфазных машинах не может быть более /3. Эти особенности (большое сечение эффективного проводника и малое число витков в фазе) определяют область применения стержневых обмоток — это статорные обмотки крупных электрических машин.
Стержневую обмотку применяют, в основном, в статорах мощных синхронных турбо- и гидрогенераторов, однако необходимость ее выполнения может возникнуть и при проектировании синхронных или асинхронных машин мощностью в несколько тысяч киловатт, т. е. в машинах с большими номинальными токами и большим магнитным потоком.
В обмотках статоров машин переменного тока протекает ток промышленной частоты, поэтому для уменьшения потерь на вихревые токи стержни выполняют не из массивных медных шин, а из многих изолированных между собой параллельных проводников, которые называют элементарными (рис. 3.9). Площадь поперечного сечения каждого элементарного проводника не должна превышать 17...20 мм2. Суммарное сечение всех элементарных проводников, составляющих один стержень, равно сечению эффективного проводника.
| Для уменьшения действия эффекта вытеснения тока элементарные проводники при сборке стержня переплетают между собой определенным образом так, чтобы каждый из них на протяжении пазовой части занимал попеременно все возможные положения по высоте стержня. Такое переплетение называют транспозицией [2, 6, 16]. В стержневых обмотках статоров машин высокого напряжения (см. рис. 3.9) корпусную изоляцию выполняют непрерывной и пропитывают в эпоксидных (класс нагревостойкости B) Рис. 3.9. Стержни обмотки в пазах статора: 1 — прокладки на дне паза; 2 — корпусная изоляция в стержне; 3 — элементарные проводники; 4 — пазовый клин; 5 — прокладка под клин; 6 — зубец статора; 7 — проводниковая изоляция элементарных проводников; 8 — стержни обмотки; 9 — прокладка между стержнями; 10 — прокладка между столбиками обмотки | 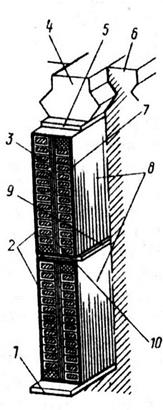
|
Таблица 3.8. Непрерывная термореактивная изоляция классов нагревостойкости B и F обмоток статоров машин переменного тока на напряжение до 660 В
| Часть обмотки | Позиция | Назначение изоляции | Материал | Число слоев | Двусторонняя толщина, мм, при числе проводников | |||||||||
| Наименование | Марка | Толщина, мм | по ширине | по высоте | ||||||||||
| Пазовая | 1 | Витковая | Стеклянная лента (пропитанная в лаке ПЭ-933) | ЛЭС | 0,1 | 1 слой вполнахлеста | 0,45 | 0,45 | 0,9 | 1,35 | 1,8 | 2,25 | 2,7 | |
| Разбухание изоляции от промазки лаком | 0,05 | 0,1 | 0,1 | 0,15 | 0,20 | 0,25 | 0,3 | |||||||
| 2 | Корпусная | Стеклослюдинитовая лента | ЛСП-7 | 0,13 | 4 слоя вполнахлеста | 2,08 | 2,08 | 2,08 | 2,08 | 2,08 | 2,08 | 2,08 | ||
| 3 | Покровная | Стеклянная лента (пропитанная в лаке ПЭ-933) | ЛЭС | 0,2 | 1 слой вполнахлеста | 0,45 | 0,45 | 0,45 | 0,45 | 0,45 | 0,45 | 0,45 | ||
| Всегоизоляции в катушке | 3,03 | 3,08 | 3,53 | 4,03 | 4,53 | 5,03 | 5,53 | |||||||
| 4 | Прокладка | Стеклотекстолит | СТЭФ-1 | 0,5 | — | — | 0,5 | 0,5 | 0,5 | 0,5 | 0,5 | |||
| 5 | То же | То же | СТЭФ-1 | 1,0 | — | — | 1,0 | 1,0 | 1,0 | 1,0 | 1,0 | |||
| 6 | « | « | СТЭФ-1 | 0,5 | — | — | 0,5 | 0,5 | 0,5 | 0,5 | 0,5 | |||
| Допуск на укладку | 0,2 | 0,2 | — | — | — | — | — | |||||||
| Всего изоляции в пазу | 3,23 | 3,28 | 9,06 | 10,06 | 11,06 | 12,06 | 13,06 | |||||||
| Лобовая | 1 | Витковая | Стеклянная лента (пропитанная в лаке ПЭ-933) | ЛЭС | 0,1 | 1 слой вполнахлеста | 0,45 | 0,45 | 0,9 | 1,35 | 1,8 | 2,25 | 2,7 | |
| Разбухание изоляции | 0,05 | 0,1 | 0,1 | 0,15 | 0,2 | 0,15 | 0,3 | |||||||
| 7 | Корпусная | Стеклослюдинитовая лента | ЛС-ПЭ-934-ТП | 0,13 | 3 слоя вполнахлеста | 1,56 | 1,56 | 1,56 | 1,56 | 1,56 | 1,56 | 1,56 | ||
| 8 | Покровная | Стеклянная лента (пропитанная в лаке ПЭ-933) | ЛЭС | 0,2 | 2 слоя впритык | 0,9 | 0,9 | 0,9 | 0,9 | 0,9 | 0,9 | 0,9 | ||
| Всего изоляции в лобовых частях | 2,96 | 3,01 | 3,46 | 3,96 | 4,46 | 4,96 | 5,46 | |||||||
или битумных (класс нагревостойкости E) компаундах. Она имеет все отличительные свойства непрерывной компаундированной изоляции катушечной обмотки машин высокого напряжения, рассмотренные выше.
Особенностью конструкции изоляции высокого напряжения стержневых обмоток статоров машин переменного тока является отсутствие специальной витковой изоляции, так как при двух эффективных проводниках в пазу между ними находятся два слоя корпусной изоляции стержней. Это в значительной степени увеличивает надежность стержневых обмоток по сравнению с катушечными. Элементарные проводники стержней изготовляют из обмоточного провода марки ПСД и ПСДК.
Для того чтобы иметь возможность произвести транспозицию элементарных проводников, их размещают в стержне в два столбика, между которыми располагают вертикальную прокладку из прочного в механическом отношении изоляционного материала (см. рис. 3.9) [2].
Дата добавления: 2016-11-04; просмотров: 2370;
Поиск по сайту
Узнать еще
- I. Способы представления переменного синусоидального тока и напряжения.
- I. Установка для исследования сдвига фаз колебаний силы тока и напряжения с помощью компьютера и осциллографа-приставки
- II. Политическая карта Востока к началу XVII в.
- II. Принцип действия и режимы работы синхронной машины
- II. Физический и моральный износ машин.
- III. Периоды колонизации стран Востока
- III. Старение и усталость. Вибрация. Коррозия деталей машин. Краткие сведения по теории трения. Виды трения. Основные требования и определения
- IV. Расчёт простых цепей постоянного тока методом эквивалентных преобразований сопротивлений.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
