Лекция №9 Сварочные инверторы
Одним из первых шагов в развитии регулируемых источников питания стал разработанный в 1905 году австрийским профессором Розенбергом сварочный генератор поперечного поля, у которого напряжение на дуге менялось с ростом сварочного тока.
• В 1907 году первый генератор с регулируемым напряжением был выпущен заводом Lincoln Electric (США).
• Появление в 50-х годах селеновых диодов позволило создавать мощные выпрямители для дуговой сварки.
• Следующим важным этапом стало начало производства силовых кремниевых тиристоров, которое началось в 60–70-х годах.
Их применение позволило плавно изменять величину сварочного тока не за счет магнитного потока силового трансформатора или генератора, а на основе обратных связей и фазовой регулировки угла включения тиристоров.
Одним из первых образцов были выпрямители серии Tilark компании Kemppi (Финляндия), собранные по схеме «силовой трансформатор — тиристорный выпрямительный блок». Эта схема дала возможность получать различные вольт-амперные характеристики, снизить пульсации тока и стала классической для сварочных выпрямителей.
В 1977 году Kemppi выпустила на рынок сварочный выпрямитель Hilark-250. Он был собран на базе «скоростных» тиристоров, которые преобразовывали постоянный ток в переменный с частотой 2–3 кГц.
Выпуск серии выпрямителей Hilark и стал началом триумфального шествия инверторных источников питания для дуговой сварки. Использование инверторных переключателей позволило быстро перестраивать источник питания, получать различные вольт-амперные характеристики, используемые для разных сварочных процессов - MMA, TIG, MIG/MAG, - и перейти в дальнейшем к реализации принципа сварочных мультисистем. Такие мультисистемы начали поставляться Kemppi в 1981–1982 годах.
С появлением на рынке силовой электроники частота инвертирования (а следовательно, и частота работы сварочного трансформатора) выросла до 20 кГц, при этом отношение сварочного тока к массе источника питания повысилось вдвое. На базе IGBT-транзисторов стали выпускать малогабаритные источники для сварки методами MMA, TIG, MIG/MAG, плазменной резки.
Одним из первых инверторов на транзисторах IGBT был выпрямитель серии Master компании Kemppi, работающий на частоте 20 кГц. Инверторы этой серии поступили в продажу в 1991 году.
Инверторные источники сварочного тока (в отличие от «классической» схемы) не имеют силового трансформатора. Работа этого оборудования основана на принципе фазового сдвига напряжения, его инверсии. Процесс контролируется схемой с каскадным усилением тока. Это обеспечивает широкий спектр вольт-амперных характеристик, что в свою очередь позволяет получать сварочный шов высокого качества. Немаловажным становится и такой аспект, как размерные и весовые характеристики оборудования. При использовании в качестве источника сварочного тока инвертора малой мощности габариты оборудования, позволяющего добиваться высокого качества сварки значительно меньше.
Инверторный сварочный аппарат – это аппарат с инверторным источником питания, преобразующим переменное напряжение сети в напряжение и ток для сварки. Основными компонентами инверторного источника питания обычно являются:
- сетевой выпрямитель, преобразующий входное переменное напряжение в постоянное;
- инвертор, преобразующий далее постоянное входное напряжение в переменное высокой частоты;
- высокочастотный трансформатор, понижающий напряжение, преобразованное инвертором;
- выходной высокочастотный выпрямитель;
- сглаживающий дроссель.
Основным принципом работы инверторного источника питания является многократное поэтапное преобразование электрической энергии. Можно выделить основные этапы преобразования:
- Выпрямление сетевого переменного тока с промышленной частотой 50 Гц первичным выпрямителем, собранным из силовых диодов по мостовой схеме;
2. Преобразование выпрямленного тока в переменный ток высокой частоты; понижение переменного напряжения высокой частоты импульсным высокочастотным трансформатором до значения, соответствующего напряжению сварки, с формированием необходимого вида вольт-амперной характеристики;
3.Преобразование вторичным выпрямителем переменного напряжения высокой частоты, соответствующего величине сварочного напряжения, в постоянное напряжение, со сглаживанием пульсаций тока.
Функциональная схема источника питания инверторного сварочного аппарата приведена на рисунке 12 ниже.
 |
Рис.12Функциональная схема источника питания инверторного сварочного аппарата для трехфазного входного напряжения 380 В промышленной частоты
Технологические преимущества инверторных сварочных аппаратов:
- минимальное разбрызгивание;
- сварка короткой дугой;
- сварка плохо свариваемых сталей;
- минимальный перегрев свариваемого изделия;
- высокие КПД и быстродействие;
- меньшие габариты по сравнению со сварочными трансформаторами;
- для получения качественных швов не требуется высокой квалификации сварщика.
Инверторные сварочные аппараты также называют сварочными инверторами. (Рис.13)
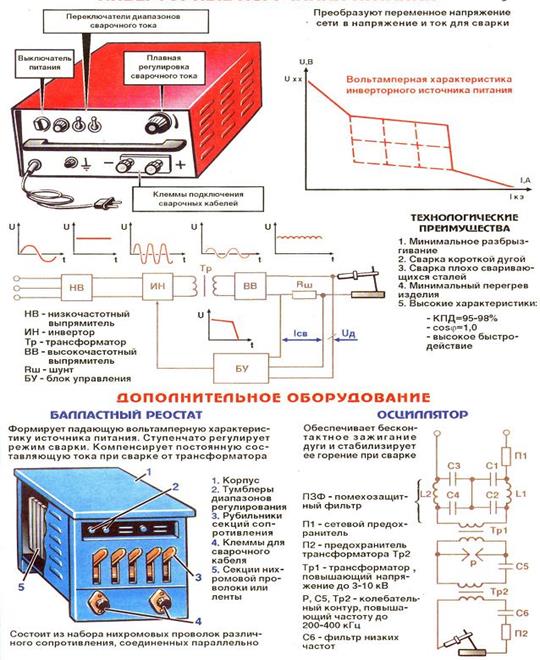 |
Рис.13 Инверторные источники питания
Лекция №10. Сварочная дуга (определение, физическая сущность, способы зажигания, условия устойчивого горения, строение, влияние длины дуги на производительность и качества шва, окончание шва)
Если случайно или намеренно разомкнуть электрическую цепь, то в месте разрыва цепи проскакивает электрическая искра. Это явление, представляющее собой прохождение электрического тока через воздух, носит название искрового разряда.
Сварочной дугой называют дугу, представляющую собой длительный устойчивый электрический разряд в газовой среде между электродом и изделием либо между электродами, отличающуюся большим количеством тепловой энергии и сильным световым излучением.
Сварочные дуги квалифицируют по следующим признакам:
- по среде, в которой происходит дуговой разряд; на воздухе — открытая дуга, под флюсом — закрытая дуга; в среде защитных газов;
- по роду применяемого электрического тока—постоянный, переменный;
- по типу электрода - плавящийся, неплавящийся;
- по длительности горения — непрерывная, импульсная дуга;
- по принципу работы — прямого действия, косвенная дуга, комбинированная или трехфазная
Для сварки металлов наиболее широко используют сварочную дугу прямого действия, в которой одним электродом служит металлический стержень (плавящийся или неплавящийся электрод), а вторым — свариваемая деталь. К электродам подведен электрический ток — постоянный или переменный.
Теплота, выделяемая сварочной дугой, не вся переходит в сварной шов. Часть теплоты теряется бесполезно на нагрев окружающего воздуха, плавление электродного покрытия
Мощность сварочной дуги Q зависит от сварочного тока I и напряжения дуги U
Q=I*U Вт
Дугу возбуждают двумя способами — касанием или чирканьем. В обоих случаях процесс возбуждения сварочной дуги начинается с короткого замыкания. При этом в точках контакта увеличивается плотность тока, выделяется большое количество теплоты, и металл плавится. Затем электрод отводят, разрядный промежуток заполняется нагретыми частицами паров металла, и начинается горение дуги.
При отводе электрода от изделия (после короткого замыкания и мгновенного расплавления металла) жидкий мостик металла вначале растягивается, сечение его уменьшается, температура металла повышается, а затем жидкий мостик металла разрывается (рис.14). При этом происходит быстрое испарение металла, и разрядный промежуток заполняется нагретыми ионизированными частицами паров металла, электродного покрытия и воздуха — возникает сварочная дуга.
Для повышения устойчивости горения сварочной, дуги в электродное покрытие или в защитный флюс вводят элементы (калий, натрий, барий и др.), которые повышают степень ионизации и, следовательно, стабилизации сварочной дуги.
 |
1 2 3 (+) 4
Рис.14 Схема возбуждения электрической дуги:
Дата добавления: 2016-10-26; просмотров: 10419;
Поиск по сайту
Узнать еще
- Автономные инверторы
- Автономные инверторы (АИ).
- Вентильные сварочные генераторы
- Гаага. Дом Маурица («Маурицхёйс»). 17 в. Классицизм. Коллекция.
- Гаага. Музей Бредиуса. Особняк 18 в. Коллекция картин 17 века.
- Генетика и селекция
- Глава 2. Селекция и разведение – это разные понятия
- Глава 5. Не секрет, что современная селекция, то есть отбор животных на племя, является наукой

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
