Условные обозначения швов сварных соединений
Структура условного обозначения стандартного шва или одиночной сварной точки приведена на рис.7. Ниже приведены номера некоторых стандартов на типы и конструктивные элементы швов сварных соединений для различных видов сварки:
ГОСТ 8713—79 «Сварка под флюсом. Соединения сварные»;
ГОСТ 5264—80 «Ручная дуговая сварка. Соединения сварные»;
ГОСТ 14771—76 «Дуговая сварка в защитном газе. Соединения сварные»;
ГОСТ 15164—79 «Электрошлаковая сварка» Соединения сварные».
Этими стандартами в зависимости от толщины металла устанавливаются формы поперечного сечения и конструктивные элементы подготовленных кромок и выполненных швов, которым присваивают условные буквенно-цифровые обозначения. (Рис.8).
Для обозначения сварных швов используют также вспомогательные знаки.
Если линия – выноска проведена от изображения шва с лицевой стороны, то условное обозначение шва наносят на полке линии – выноски, если с оборотной, то под полкой.
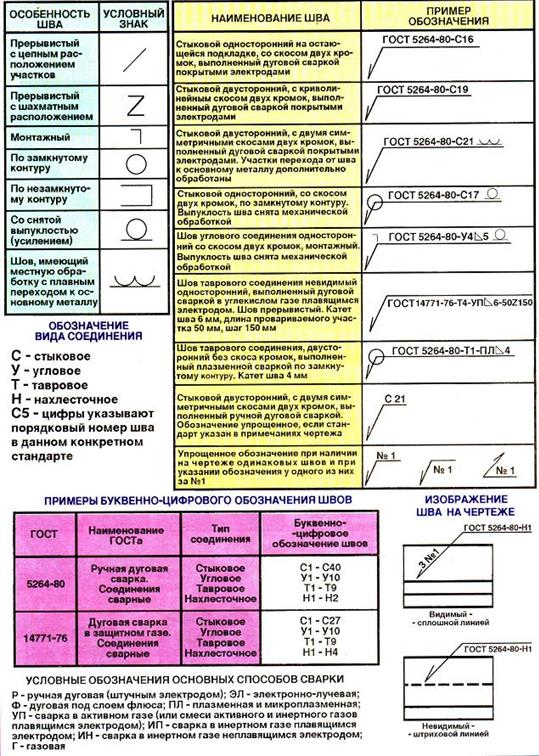 |
Рис.8 Обозначение сварных швов на чертеже
Лекция № 6 Организация рабочего места электросварщика
Сварочным постом называют рабочее место сварщика, оборудованное соответствующей аппаратурой и приспособлениями.
Сварочные посты в зависимости от рода применяемого тока и типа источника питания дуги делятся на следующее виды:
· постоянного тока с питанием от однопостового или многопостового сварочного преобразователя или сварочного выпрямителя;
· переменного тока с питанием от сварочного трансформатора.
Сварочные посты по месту расположения могут быть стационарные и передвижные.
Стационарные посты представляю собой открытые с верху кабины для сварки изделий небольших размеров 2000-3000 им. Каркас кабины металлический. Стены окрашены в светлые тона огнестойкой краской. Окраска стен в темные тона не рекомендуется, т.к. она плохо поглощает ультрафиолетовые лучи сварочной дуги . Высота сварочного стола 500 - 600 мм, крышка стола площадью 1 квадратный метр, изготавливают из листовой стали толщиной около 25 мм. К нижней части крышки или ножки стола приваривают стальной болт, служащий для крепления токопроводящего кабеля от источника тока и для заземления. У стола с боку имеется два кармана для электродов разных марок. Под ногами у сварщика должен находиться резиновый коврик.
Передвижной пост применяется в случаях сварки изделия крупных форм и необходимости проведения сварки в нестандартных условиях.
Сварочный пост устроен следующим образом (рис.9):
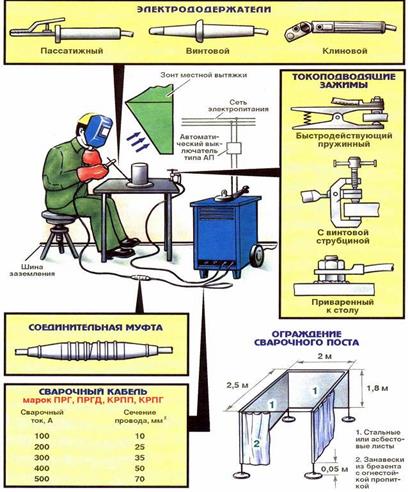 |
Рис.9 Оборудование сварочного поста
От сети переменный ток напряжением 220 или 380 В через рубильник и предохранители 3подается к источнику питания – сварочному трансформатору где ток трансформируется до напряжения 60 –70 В, и по сварочным проводам через зажим и электродержатель подводиться к изделию .
Сварочный пост комплектуется:
· источником питания,
· электрододержателем,
· сварочными проводами,
· зажимами для токопроводящего провода,
· сварочным щитком с защитными светофильтрами,
· различными зачистными и мерительными инструментами.
Электрододержатель — приспособление для закрепления электрода и подвода к нему тока. Среди всего многообразия применяемых электрододаржателей наиболее безопасными являются пружинные, изготавливаемые по требованиям и классификации ГОСТ 14651-78Е: I типа — для тока 125 А; II типа — для тока 125 — 315 А; III типа — для тока 315-500А. Электрододержатели выдерживают без ремонта 8-10 тысяч зажимов. Время замены электрода не превышает 3-4 с. По конструкции различаются винтовые, пластинчатые, вилочные и пружинные электрододержатели.
Щитки сварочные изготавливаются двух типов: ручные и головные из легких негорючих материалов по ГОСТ 12. 4. 035-78. Масса щитка не должна превышать 0,50 кг.
Защитнные светофильтры (затемненные стекла), предназначенные для защиты глаз от излучения дуги, брызг металла и шлака, изготавливаются – 13 классов или номеров по ГОСТ 12.4.080-79. Номер светофильтра подбирается в зависимости от силы сварочного тока и индивидуальных особенностей зрения сварщика (таблица 2).
Дата добавления: 2016-10-26; просмотров: 4441;
Поиск по сайту
Узнать еще
- VIII. Сигналы, применяемые для обозначения поездов, локомотивов и другого железнодорожного подвижного состава
- А — наложение первого ряда мышечно-мышечных швов; б — наложение второго ряда мышечно-мышечных швов; в — соединение краев пузырно-маточной складки брюшины (перитонизация).
- А. Сведения о трубах и сварных фасонных деталях
- Амфотерность соединений
- Безусловные и условные рефлексы
- Безусловные рефлексы
- Безусловные рефлексы
- Береговые навигационные знаки обозначения судового хода

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
