Вентильные сварочные генераторы
Вентильный сварочный генератор (ВСГ) представляет собой электрическую машину переменного тока с выпрямителем. ВСГ чаще всего выполнены на базе трехфазной индукторной электрической машины, содержащей по два пакета статора и ротора из тонколистовой электротехнической стали (рис. 8.3).
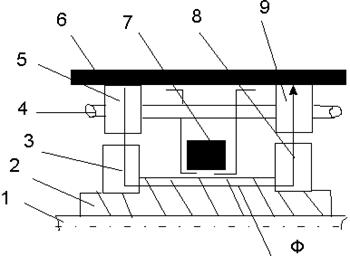
Рис.8.3. Магнитная система двухпакетного индукторного генератора с аксиальным потоком возбуждения
1 – вал; 2 – массивная втулка на валу; 3, 8 – пакеты железа ротора; 4 – обмотка якоря; 5, 9 – пакеты железа статора; 6 – станина; 7 – обмотка возбуждения, прикрепленная к станине; Ф – основной магнитный поток.
Оба пакета железа статора запрессованы в стальную станину, с помощью которой они магнитно соединены. Пакеты железа ротора запрессованы на стальную втулку, расположенную на валу генератора, и также между собой соединены магнитно. На каждом пакете железа ротора имеются зубцы. Зубцы одного пакета сдвинуты по окружности относительно зубцов второго пакета на 180 электрических градусов.
Силовая обмотка уложена в пазы статора (общая для обоих пакетов), а тороидальная обмотка возбуждения размещена между пакетами железа ротора и жестко прикреплена к станине.
ВСГ не имеют обмоток, расположенных на роторе. Все обмотки – якоря и возбуждения – закреплены на статоре и при работе генератора неподвижны. Поэтому в генераторе нет скользящих контактных колец. Такое исполнение обеспечивает высокую надежность в эксплуатации.
На рис. 8.4. представлена принципиальная электрическая схема ВСГ.
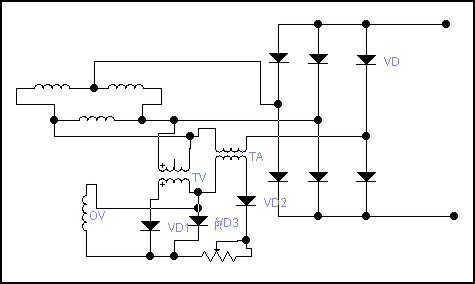
Рис. 8.4. Принципиальная электрическая схема ВСГ.
Трехфазная обмотка своими выводами подключена к трехфазному выпрямительному мосту VD. Необходимые для ручной дуговой сварки крутопадающие внешние характеристики формируются в основном за счет внутренних индуктивных сопротивлений самой электрической машины. Фазное напряжение может быть определено в векторном виде:
U = E0 – jIdxd – jIgxg – Ir ,
Где E0 – ЭДС генератора при холостом ходе; I, Id, Ig – фазный ток, продольная и поперечная составляющие фазного тока; xd, xg – индуктивные сопротивления машины по продольной и поперечной осям; r – активное сопротивление фазы.
В режиме сварки продольная составляющая реакции якоря намного больше поперечной составляющей (jIdxd >> jIgxg). Эта продольно размагничивающая составляющая реакции якоря как бы создает магнитный поток, встречный основному, создаваемому обмоткой возбуждения.
Плавное регулирование крутизны внешней вольтамперной характеристики,
или плавное регулирование сварочного тока осуществляется изменением ЭДС холостого хода Е0, посредством изменения тока возбуждения генератора реостатом R. Ступенчатое регулирование сварочного тока производится переключением обмоток якоря.
Дата добавления: 2016-06-22; просмотров: 2809;
Поиск по сайту
Узнать еще
- III. ГЕНЕРАТОРЫ ЛИНЕЙНО ИЗМЕНЯЮЩЕГОСЯ НАПРЯЖЕНИЯ
- RC-генераторы гармонических колебаний
- Автогенераторы гармонических колебаний
- Автомобильные вентильные генераторы
- Автомобильные генераторы – методика поиска основных
- Ацетиленовые генераторы
- Безтопливные электрогенераторы и
- Вентильные генераторы индукторного типа

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
