ПРОИЗВОДСТВО ГНУТЫХ ПРОФИЛЕЙ
При изготовлении горячей прокаткой фасонных профилей невозможно получить стенки толщиной менее 2 ... 3 мм. В то же время по требуемой прочности в конструкциях такая толщина нередко завышена. Кроме того, горячекатаные профили имеют технологические напуски (внутренние радиусы округления, уклоны), увеличивающие их массу. Фасонные тонкостенные профили, легкие, но жесткие, весьма сложной конфигурации и большой длины можно получать методом профилирования листового материала в холодном состоянии. Процесс профилирования прокаткой на профилегибочных станах заключается в постепенном изменении формы сечения плоской заготовки до требуемого профиля при последовательном прохождении полосы или ленты через несколько пар (6 - 20 и более) вращающихся фигурных роликов. При данном методе площадь поперечного сечения и толщина исходной полосы или ленты практически не изменяются, т.е. происходит только последовательная гибка полосы или ленты в поперечном сечении.
На рис. 3.18, а показано последовательное изменение плоской заготовки до требуемого профиля на профилегибочном стане. Число пар роликов, необходимое для изготовления того или иного профиля, зависит от сложности его конфигурации. Заготовкой при изготовлении гнутых профилей может быть лента или полоса из стали или цветных металлов толщиной 0,3 ... 10 мм. Форма гнутых профилей (рис. 3.18, б) может быть и относительно простой (профиль открытого типа) и весьма сложной (профили полузакрытого и закрытого типов, профили с наполнителем).
Указанным способом получают большое количество изделий для машиностроения, автомобильной и авиационной промышленности, строительных конструкций.
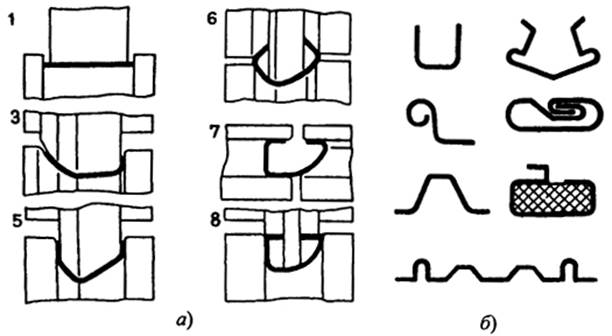
Рис. 3.18. Последовательность профилирования на профилегибочном стане (а) и примеры гнутых профилей (б):1,3,5 - 8- номера пар роликов (пары роликов 2 и 4 на рисунке не показаны)
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
1. Какие факторы обусловливают точность тонколистового проката?
2. Каким способом можно получить цельный профиль в форме трубы с внутренними ребрами?
3. Почему у прокатанных фасонных профилей (швеллер, двутавр и др.) полки всегда имеют уклоны?
4. Какова последовательность изготовления стальной проволоки диаметром, например, 0,5 мм?
5. Какую трубу - бесшовную или сварную - целесообразней использовать в рамной конструкции (например, в раме велосипеда)?
6. Каким видом обработки металлов давлением предпочтительно произвести небольшое количество (несколько тонн) профиля простой геометрической формы, но нестандартного размера?
7. Почему прессование стали производят в горячем состоянии?
8. Как различаются свойства стального прутка до и после волочения?
Глава III
Дата добавления: 2016-10-07; просмотров: 3026;
Поиск по сайту
Узнать еще
- XI. Производство сургуча
- Аграрное производство как особая сфера приложения труда и капитала
- Административное судопроизводство в АПК РФ 2002 г.
- Анализ общей суммы затрат на производство продукции
- В производство электроэнергии в мире
- Ветроэнергетика. Производство электроэнергии с помощью ветроэнергетических установок. Ветроэнергетический потенциал Республики Беларусь
- Виды машиностроительных профилей и их производство
- Вклад биотоплива в мировое производство энергии

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
