Тарелки с круглыми колпачками
Тарелка с круглыми (капсульными) колпачками (рисунок 3.14,б) состоит из основания в виде диска, перекрывающего большую часть сечения колонны 1. В диске имеются круглые отверстия с установленными в них патрубками , над которыми крепятся колпачки 4. В нижней части колпачков делаются прорези. Тарелка имеет переливные устройства 2, сливную регулируемую планку 5 и иногда – затворную перегородку 3 [8]. На рисунке 3.15 показана форма капсульных колпачков.
Крепление колпачков на тарелке выполняется индивидуальным или групповым способами. При индивидуальном способе в конструкции, показанной на рисунке 3.16,а колпачок 1 закреплен гайками 4 и 5 на шпильке 3, приваренной к патрубку 2. Прямоугольное отверстие в колпачке под шпильку с двух противоположных сторон имеет отогнутые кромки 6. Положение колпачка по высоте регулируют его вращением, причем одновременно вращается и нижняя гайка 5.
Применяют также варианты крепления колпачка, не позволяющие регулировать его по высоте. При этом колпачок может упираться нижними кромками прорезей в полотно тарелки ( рисунок 3.16,б). По другому варианту (рисунок 3.16,в) колпачок 1 установлен на трех опорных ребрах 2 и притягивается к патрубку 3 шпилькой 4 с гайкой 5. При таком креплении неточность установки патрубков приводит к неправильному положению колпачков по высоте или перекосу, что вызывает их неравномерную работу. В связи с этим нужно следить, чтобы верхние торцы патрубков лежали в одной горизонтальной плоскости.
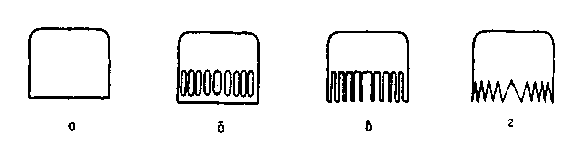
а – без прорезей; б – с прямоугольными прорезями; в –трапециевидными прорезями; г – с треугольными прорезями
Рисунок 3.15 – Формы капсульных колпачков
На рисунке 3.16,г показана распространенная конструкция штампованного колпачка. Он состоит из патрубка 2, который развальцован в отверстии тарелки 5, и планки 3, приваренной к верхней части патрубка. К планке с помощью болта 4 крепится колпачок 1, закрепляемый на требуемой высоте контргайкой.
Патрубки крепят к полотну тарелки развальцовкой или сваркой. Крепление развальцовкой требует увеличения толщины полотна тарелки. Приварка патрубка позволяет уменьшить толщину полотна до 1,5…2,0 мм. Во избежание коробления при сварке полотно в месте крепления патрубка отбортовывают.
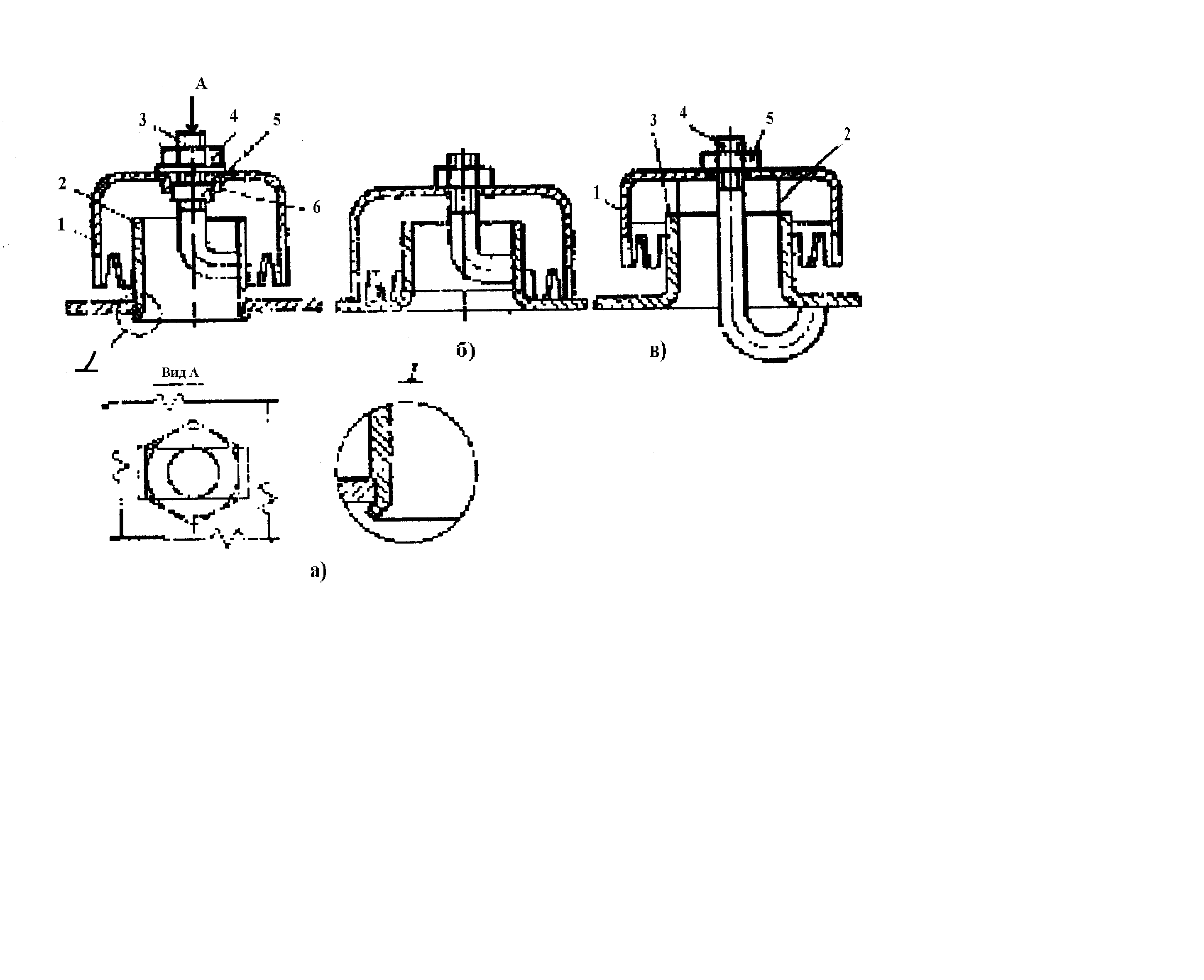
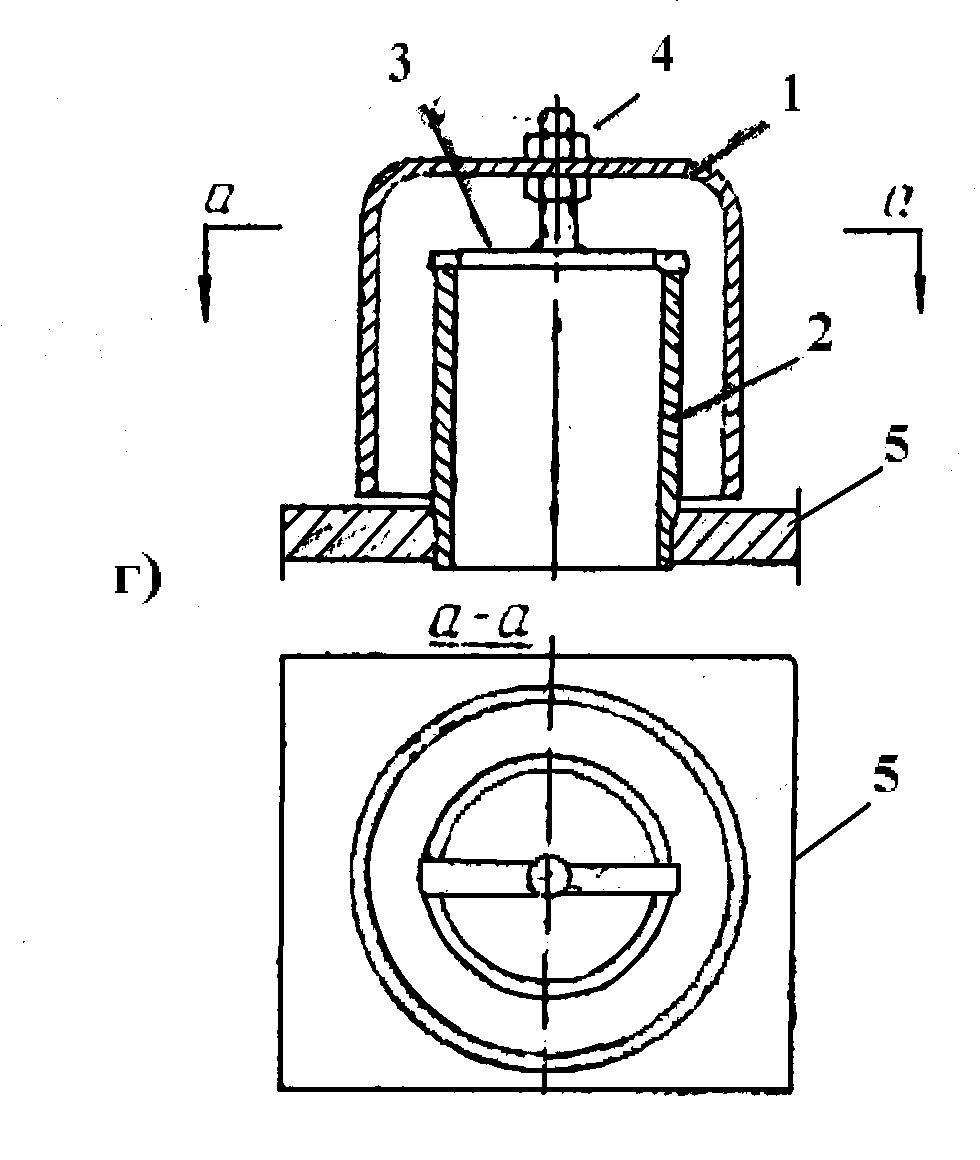
а – на шпильке; б – с опиранием на полотно; в – на ребрах; г – на планке
Рисунок 3.16 – Способы индивидуального крепления колпачка
Колпачки тарелки изготовляют штампованными из углеродистой стали толщиной 2…4 мм или легированной стали толщиной 1,5…2,0 мм, а также литыми из чугуна толщиной 5 мм. В некоторых случаях колпачки выполняют из алюминиевых сплавов, пластических масс, керамики. По окружности колпачка для прохода паров имеются 20…40 прорезей высотой 20 или 30 мм. Патрубки для стальных тарелок изготовляют из бесшовных труб [4].
Размеры колпачков определяются, с одной стороны, возможностью более полного размещения их по плоскости тарелки и, с другой стороны, экономическими соображениями. Потери эффективной площади тарелки колонны заданного диаметра увеличиваются с увеличением диаметра колпачка.
Диаметр колпачков выбирается таким, чтобы потеря эффективной площади тарелки не превышала 20%: для колонн диаметром до 1,4 м – колпачки диаметром 80 мм, от 1,4 до 3 м – колпачки диаметром 100 мм, для колонн большего диаметра – колпачки диаметром 150 мм.
Колпачки, как правило, располагаются в вершинах равностороннего треугольника, а ряды колпачков – перпендикулярно потоку жидкости. Расстояние между краями соседних колпачков должно быть не менее 40 мм и не более 60…80 мм. При больших расстояниях между колпачками увеличивается поверхность жидкости, не участвующей в барботаже. При меньших расстояниях начинают соприкасаться паровые (газовые) струи на смежных колпачках и затрудняется нормальное течение жидкости (увеличивается градиент жидкости). Расстояние между центрами колпачков, т.е. шаг, принимается обычно равным 1,3; 1,6 и 1,9 от диаметра колпачка. Чем больше шаг, тем меньше свободное сечение тарелки.
Для снижения потерь напора отношение площади кольцевого пространства между колпачком и паровым патрубком к площади парового патрубка выбирают в пределах 1,1…1, 4. При этом диаметр патрубка примерно в 1,5 раза меньше диаметра колпачка.
Расстояние от колпачков до стенок корпуса колонны должно быть минимальным. С учетом места, занимаемого опорным кольцом, это расстояние может быть доведено до 40 мм. Минимальное расстояние между колпачками и сливной планкой должно быть 80…100 мм.
Высота сливной планки принимается такой, чтобы погружение прорезей было не менее 12 мм.
Максимальное отклонение плоскости тарелки от горизонтального положения должно быть не более 6 мм. В колоннах, работающих под давлением, в абсорберах и десорберах допускается отклонение от горизонтальной плоскости до 10…12 мм. Максимальный прогиб балок опорного каркаса допускается до 3 мм в колоннах малого и среднего диаметров и до 6 мм в колоннах большого диаметра. Отмеченные величины допустимых отклонений плоскости тарелки от горизонтального положения и прогибы балок рекомендуются не только для колпачковых, но и для тарелок любых других типов [1].
Живое сечение колпачковой тарелки, т.е. суммарная площадь всех паровых патрубков, от площади сечения колонны состовляет для ректификационных колонн – 8…16%, для абсорбционных – 6…12%; зеркало барботажа – 25…50%. Колпачки создают большое сопротивление движению жидкости, что увеличивает градиент уровня жидкости на тарелке и дополнительную неравномерность барботажа. Поэтому установка колпачковых тарелок не рекомендуется при высоких жидкостных нагрузках – 100…120 м3/(м∙ч) для односливных и 150…300 м3/(м∙ч) для двухсливных – из-за высокого градиента уровня жидкости, а также в колоннах, где происходят полимеризация, коксование и термическое разложение, для уменьшения которых нужно сократить длительность пребывания и объем жидкости на тарелке.
Тарелки с капсульными колпачками выполняют со сплошным полотном (тип ТСК, рисунок 3.17), разборными (ТСК – Р, рисунок 3.18) и разборными двухпоточными с центральным сливом (ТСК – РЦ, рисунок 3.19) и боковым сливом (ТСК – РБ).
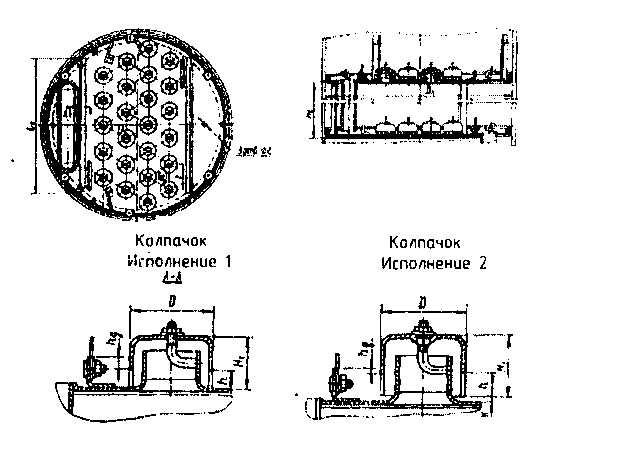
Рисунок 3.17 – Тарелка типа ТСК-1
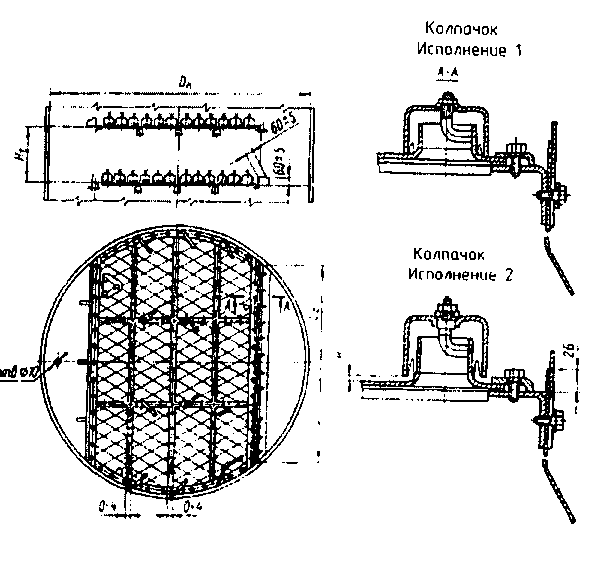
Рисунок 3.18 – Тарелка типа ТСК-Р
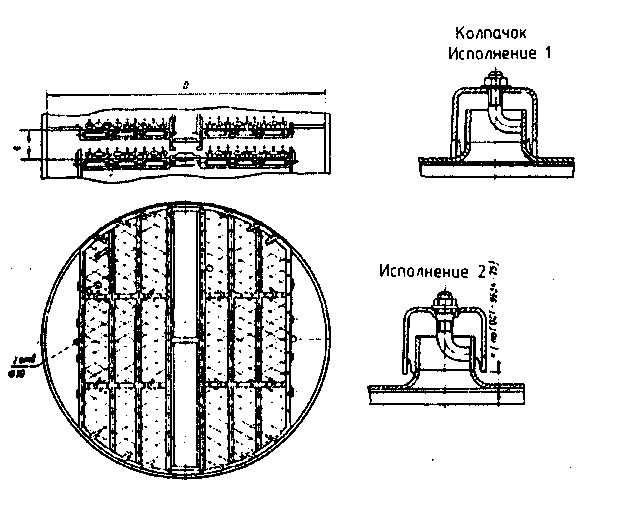
Рисунок 3.19 – Тарелка типа ТСК-РЦ
Дата добавления: 2016-05-31; просмотров: 4875;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
