Охлаждение, выбивка и очистка отливок
Продолжительность охлаждения в форме затвердевшей отливки' зависит от ее массы» толщины сечений, вида сплава, теплофизических свойств формовочных материалов и других условий. Она колеблется в очень широких пределах — от нескольких минут для небольших тонкостенных литых деталей до нескольких часов или суток для массивных, крупных отливок.
Излишне длительное охлаждение отливок в форме экономически невыгодно, Поэтому иногда охлаждение ускоряют, например, обдувкой воздухом. Излишне горячие отливки из форм удалять нельзя. При охлаждении на воздухе в сплавах могут произойти нежелательные структурные превращения. Вследствие разницы температур на поверхности и во внутренней части массивных деталей возникают термические напряжения, которые могут вызвать коробление и трещины в отливке.
По опытным данным, мелкие чугунные отливки можно извлекать из форм при 700—800°С, средние — при 400—500°С.
После охлаждения до требуемой температуры разовую литейную форму разрушают, выбивая из нее отливку. В современных литейных цехах выбивку проводят с помощью механизмов и установок.
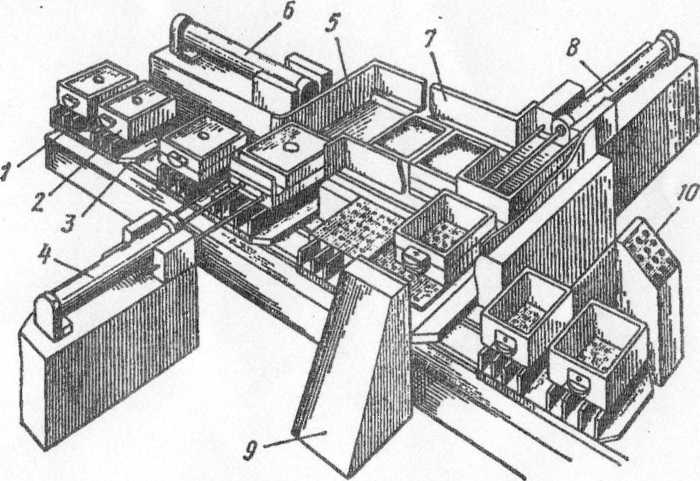
| Рве. 217. Установка для выбивки "опок |
После охлаждения до требуемой температуры разовую литейную форму разрушают, выбивая из нее отливку. В современных литейных цехах выбивку проводят с помощью механизмов и установок.
Мелкие и средние формы, заливаемые на конвейерах или рольгангах, часто выбивают на вибрационных решетках. В установке, показанной на рис. 217, при движении на конвейере 1 тележка 2 включает электроконтакт 3 толкателя 4, который сталкивает форму на стол 5. Толкатель 6 подает форму на выбивную вибрационную решетку 7.
С помощью соответствующих транспортеров (на схеме не показаны) выбитую формовочную смесь направляют к месту переработки, отливки — на обрубку и очистку. Пустые опоки толкатель 8 подает до упора 9 на конвейер.
Стержни из крупных отливок удаляют в гидравлических камерах струей воды диаметром 5—15 мм под давлением до 10 МПа. При этом происходит и очистка поверхности отливок от частиц приставшей формовочной смеси.
Обрубку, т. е. удаление литников, прибылей и дефектов, проводят на дисковых и ленточных пилах, газовой и электродуговой резкой, пневматическими зубилами и другими способами.
Очистку мелких отливок от остатков формовочных материалов осуществляют во вращающихся барабанах круглого или прямо.
Дата добавления: 2016-10-07; просмотров: 2472;
Поиск по сайту
Узнать еще
- АБСОРБЦИОННАЯ ОЧИСТКА ГАЗОВ ОТ ДИОКСИДА УГЛЕРОДА
- Б) Несоответствие отливок по массе
- Биологическая очистка сточных вод
- Биологическая очистка сточных вод
- Биологическая очистка.
- БИОТЕХНОЛОГИЯ СИНТЕЗА АМИНОКИСЛОТ И ИХ ОЧИСТКА
- В экологии: очистка поверхностей водоемов и земель от химических и промышленных загрязнений, радионуклидов.
- Вакуумно- плазменная очистка

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
