Способы закрепления концов труб в трубной решетке
| Способ | Схема | Способ | Схема | |
| 1). Вальцовка при использовании двух кольцевых расширительных канавок в трубной решетке | 
| 6).Сварка: со швом, ва- ликом и ва- ликом с ка- навкой | 
| |
| 2).Коническая развальцовка входного участка трубы | 7).со швом канавкой | |||
| 3).с зубчатым швом | 8).с кониче- ской раззен- ковкой в трубной ре- шетке с на- ружной сто- роны | |||
| 4).взрывом | 9).с плавно очерченным входным участком | 
| ||
| 5).Автоматическая сварка плотным швом: без раззен- ковки отверстия в трубной решетке с наружной сторо- ны | 
|
Для обеспечения осевой прочности пучка в отверстиях трубных реше- ток 1 выполняют как минимум две кольцевые расширительные канавки 3 шириной 2…3,5 мм и глубиной 0,4…1 мм. При конической развальцовке входного участка труб 2 снижается коэффициент местного гидравлического сопротивления, а следовательно, вероятность эрозии на этом участке ввиду предотвращения отрыва потока на входной кромке.
Передовой технологией закрепления труб является их взрывное валь- цевание (см. табл. 1.1, способ 4), при котором взрывной заряд помещается внутри трубы в толще трубной решетки. С помощью детонатора заряд под- рывается, энергия взрыва затрачивается на деформацию трубы в радиальном направлении, в результате чего даже толстостенные трубы образуют с труб- ной решеткой весьма прочное соединение, которое трудно получить обычной вальцовкой (см. табл. 1.1, способ 1). При этом требования к геометрии трубы отверстия существенно снижаются, что позволяет использовать способ взрывного вальцевания при ремонте труб. Применяют также электрогидрав- лический способ развальцовки труб.
Если трубы подвержены вибрации, циклическому нагреву, большим перепадам давления или на концах труб может возникнуть тепловой удар, то концы труб следует приваривать к трубной решетке. Шов 4 (см. табл. 1.1, способ 3, 6, 7) может быть зубчатым утопленным, валиком и валиком с ка- навкой, канавкой (применяется при тонких трубных решетках).
Сварка взрывом отличается от взрывной вальцовки мощностью заряда, требует конической раззенковки отверстия трубной решетки с наружной сто- роны и большой высоты выступающей части трубы над трубной решеткой (см. табл. 1.1, способ 2, 8). Хотя соединение получается прочное, в зазоре труба – коническое отверстие возможно возникновение щелевой коррозии.
При использовании автоматической сварки плотным швом (см. табл.
1.1, способ 5) развальцовочные канавки не выполняются.
Лучшее соединение получается, когда передняя часть трубы взрывом приваривается к трубной решетке, а остальная часть трубы развальцовывает-
ся взрывом по толщине трубной решетки.
Перегородки. В кожухотрубных ТА один теплоноситель течет внутри труб, другой – в межтрубном пространстве. При поперечном обтекании пуч- ков труб достигается более интенсивная теплоотдача, чем при продольном. Для крепления труб с целью предотвращения их прогибов и вибраций, а так- же для организации поперечного обтекания труб в межтрубном пространстве и получения более высокой скорости жидкости внутри кожуха устанавлива- ют поперечные перегородки (рис. 1.8). Наиболее распространены односто- ронние сегментные перегородки 1 и 2 (см. рис. 1.8, а), перегородки типа диск-кольцо 3 и 4 (см. рис. 1.8, б) и двусторонние сегментные перегородки 5 и 6 (рис. 1.8, в). Кроме того, применяют перегородки, перекрывающие труб- ный пучок, сегментные перегородки тройного расположения и др. Двусто- ронние сегментные перегородки и сегментные перегородки тройного распо- ложения применяют для уменьшения потерь давления Δр, при этом может быть получено снижение Δр на 60…100 %.
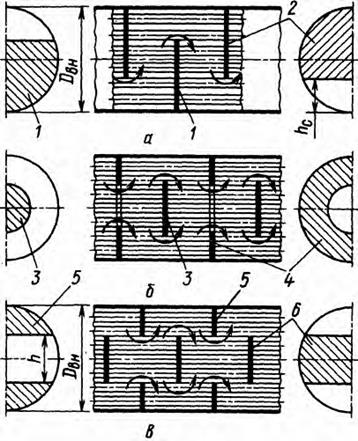
Рис. 1.8. Типы поперечных перегородок
Вырез в перегородке, через который теплоноситель перетекает из од- ного отсека в другой, называется окном перегородки. Отношение высоты h окна к внутреннему диаметру Dвнкожуха для односторонних сегментных пе- регородок обычно h/Dвн= 0,15 ÷ 0,40, для двусторонних сегментных перего- родок h/Dвн = 0,20 ÷ 0,30.
Уплотнение трубного пучка в кожухе ТА осуществляется различными способами (рис. 1.9). Для предотвращения вредных перетечек через радиаль- ные зазоры кожух – поперечная перегородка, снижающих иногда перепад температур теплоносителей вдвое, по периферии перегородок наиболее часто устанавливают уплотнительные сегменты из упругодеформируемого мате- риала, например, из маслобензостойкого пластика. Толщина уплотняющего листа составляет 2…5 мм, напуск за пределы наружного диаметра – 10…15 мм. Один из вариантов крепления уплотнительных сегментов показан на рис. 1.9, а.
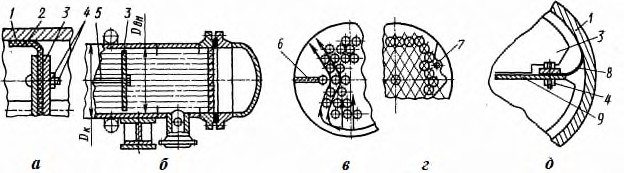
Рис. 1.9. Схемы уплотнения трубного пучка в кожухе ТА:
1 – кожух; 2 – пластиковый лист; 3 – поперечная перегородка;4 – крепежные детали; 5 – стяжной стержень; 6 – уплотняющий лист;7 – вытеснитель; 8 – пакет уплотняющих полос; 9 – продольная перегородка.
При сборке ТА на операции надвигания кожуха 1 на трубный пучок края уплотнительного пластикового листа 2 отгибаются в соответствии с формой кожуха и уплотняют зазор.
Для повышения жесткости трубного пучка и нужного дистанциониро- вания поперечных перегородок используется система стяжных стержней 5 и распорок (см. рис. 1.9, б). Круглые металлические стержни 5 одним концом ввинчивают в неподвижную трубную решетку, а другим закрепляют на по-
следней перегородке 3 контрагайками.
Во избежание протечек между кожухом и трубным пучком в окружном направлении устанавливают закрепленные на перегородках листы 6 (см. рис. 1.9, в) или вытеснители уплотняющие 7 (см. рис. 1.9, г).
В некоторых ТА используют перегородки продольного типа, с помо- щью которых реализуется схема смешанного тока или, если число ходов в трубах совпадает с числом продольных ходов в межтрубном пространстве, схема противотока. При закрепленных трубных решетках продольную пере- городку иногда приваривают к кожуху. Но при использовании U-образных труб или подвижных трубных решеток продольную перегородку обычно приваривают к неподвижной трубной решетке. В этом случае зазоры между продольной перегородкой и кожухом необходимо тщательно уплотнять. Ти- пичный пример такого уплотнения – пакет 8 уплотняющих полос из коррози- онно-стойкой стали (см. рис. 1.9, д).
Перегородки в полости крышек. Для повышения скорости теплоноси- теля в трубах в полости крышек ТА устанавливают перегородки. При этом создается большое число ходов – участков теплообменной поверхности, в пределах которых теплоноситель в трубах движется в одном и том же на- правлении от одной трубной решетки к другой.
В двухходовом ТА в полости крышки со стороны неподвижной ре- шетки выполняется одна перегородка, обеспечивающая течение жидкости через половину труб в одном направлении. Пройдя этот ход, жидкость пово- рачивает в полости противоположной крышки и возвращается через другую половину труб к выходному патрубку, который, как и входной, расположен на крышке со стороны неподвижной трубной решетки. Изменяя число пере- городок в полостях крышек ТА, можно получить требуемое число ходов теп- лоносителя в трубах. Перегородки или приваривают, или отливают как одно целое с крышками.
Компоновка труб. В кожухотрубных ТА трубы могут быть расположе- ны по сторонам шестиугольников (равносторонних треугольников) или по
концентрическим окружностям (табл. 1.2).
Дата добавления: 2020-12-11; просмотров: 929;
Поиск по сайту
Узнать еще
- II. Бесполые способы размножения.
- III. Способы формирования фонда капитального ремонта
- А) Способы изображения пространственного строения энантиомеров
- А. В трубке находится раствор, стакане — дистиллированная вода.
- Автомобиль с доставленными звеньями трубы; 2 - автомобильный кран; 3 - лекальные блоки; 4 - звенья водопропускной трубы
- Административно - правовой и гражданско-правовой способы
- Активное сопротивление трубы 1 среднего рукава
- АНАЛИТИЧЕСКИЕ ГРАММАТИЧЕСКИЕ СПОСОБЫ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
