Аффинажная очистка растворов урана от примесей
В уране ядерной чистоты содержание нейтронно активных примесей, таких как бор, кадмий, редкоземельные элементы, не должно превышать 10–5-10–6 %. Содержание примесей в меньшей степени захватывающих медленные нейтроны, например железа, кремния, алюминия, ванадия, фосфора, кислорода, азота и др., должно составлять 10–3-10–4 %. Поэтому для последующего использования урана в качестве реакторного топлива необходима более тонкая очистка уранового концентрата от примесей – аффинаж урана.
В настоящее время наибольшее распространение для аффинажа урана получила экстракционная очистка химических концентратов с применением в качестве экстрагента трибутилфосфата (ТБФ). Основные закономерности процесса экстракции в данном случае те же, что и при переработке рудных растворов. Изменяются лишь требования, предъявляемые к экстрагентам в связи с существенным изменением состава исходных и конечных продуктов. Поскольку содержание урана в растворах, полученных в результате вскрытия рудного концентрата, довольно значительно, экстрагент должен обладать высокой емкостью. Поэтому для аффинажа урана используются достаточно концентрированные (до 40 %) растворы ТБФ в разбавителе. Высокой разделяющей способностью обладают те экстрагенты, которые экстрагируют уран в виде кристалло-сольватов уранилнитрата, например гексон, дибутилкарбинол, трибутилфосфат и др. Таким образом, применение азотной кислоты для растворения химических концентратов урана диктуется методом экстракционного извлечения урана. Значительно менее распространены экстракционные методы очистки химических концентратов с применением других растворителей (ДАМФК, гексон и др.), что объясняется их худшими технологическими свойствами по сравнению с ТБФ. Применяемый в первые годы эксплуатации аффинажных заводов диэтиловый эфир как экстрагент урана полностью заменен на более пожаробезопасный – трибутилфосфат. Существенным недостатком ТБФ считается его высокая вязкость и плотность, что затрудняет разделение водной и органической фаз. Поэтому к ТБФ добавляют инертный органический разбавитель. Применяют два основных типа разбавителей – гексан или керосин (или другой углеводородный разбавитель). Технический гексан – очищенный углеводород, кипящий при 65-75 °С, состоит в основном из н-гексана с небольшой примесью других производных. Керосин представляет собой солжный нефтяной дистиллят, кипящий в пределах 109-270 °С. Керосины обладают более высокой температурой вспышки (38-43 °С), чем гексаны (23 °С), а следовательно они менее пожаровзрывоопасны. Разбавители обеих типов реагируют с нитратными технологическими растворами. В основном образуются карбоновые кислоты и нитропроизводные. Для удаления этих примесей из циркулирующего растворителя применяют карбонатную и кислотную промывки. Растворимость ТБФ в воде и воды в ТБФ в большей мере определяется степенью его разбавления и типом разбавителя. Наличие в водных растворах азотной кислоты, уранилнитрата и нитратов различных металлов приводит к уменьшению растворимости ТБФ в водной фазе и воды в ТБФ. Растворимость ТБФ в содовых или щелочных растворах того же порядка, что и в кислых.
Трибутилфосфат (C4H9)3PO4 является практически неионизированным растворителем (диэлектрическая постоянная около 8), поэтому он хорошо экстрагирует те нитраты, которые легче всего ассоциируются в молекулы. К ним относятся нитраты шестивалентных урана и плутония и отчасти циркония с гафнием. Нитраты других металлов в большинстве своем не склонны к ассоциации в водных растворах и не экстрагируются ТБФ.
Реакцию UO2(NO3)2 с ТБФ можно описать уравнением:
UO  + 2NO
+ 2NO  + 2ТБФ → UO2(NO3)2
+ 2ТБФ → UO2(NO3)2  ТБФ.
ТБФ.
Если пренебречь коэффициентами активности и зависимостью от концентрации катионов водорода, то константа равновесия К данной реакции может быть выражена:
 .
.
Для ТБФ, разбавленного инертным углеводородом, водного раствора с концентрацией урана 1,3 М и HNO3 около 1,7 М константа равновесия будет приблизительно равна 22. Между константой равновесия KC и коэффициентом распределения D существует математическая зависимость:
 ,
,
где Сорг – равновесные концентрации урана в органической и водной фазах.
Тогда
 .
.
или
 .
.
Таким образом, зная константу равновесия, концентрацию NO ионов и концентрацию свободного ТБФ можно определить коэффициент распределения D.
На практике обычно предпочитают пользоваться экспериментально найденными коэффициентами распределения. На зарубежных аффинажных заводах на жидкостную экстракцию поступает раствор уранилнитрата концентрацией 270-350 г U на 1 дм3, полученный при растворении уранового концентрата в азотной кислоте. Органическая фаза представляет 40 %-ный об. Раствор ТБФ в керосине. В водном рафинате после экстракции содержится менее 1 г U на 1 дм3. Концентрация урана в органическом экстракте колеблется в пределах 110-140 г U на 1 дм3. Содержание примесей в экстракте снижают промывкой 4 н. азотной кислотой (1/3-1/4 от суммарного объема водной фазы). Экстракцию проводят в насадочных колоннах из нержавеющей стали диаметром 250 мм и высотой 6 м, заполненных кольцами Рашига, диаметром 20 мм, для удовлетворительного извлечения урана требуется две последовательно соединенные колонны. Реэкстракцию проводят деминерализованной (обессоленной) водой в колонне без насадки, диаметр колонны 310 мм, высота 6 м, соотношение объемов фаз О:В = 1:2. Органическую фазу после реэкстракции промывают водным раствором соды для удаления моно- и дибутилфосфорных кислот и после промывки водой возвращают на реэкстракцию. Периодически для восстановления экстракционной способности ТБФ регенерируют дистилляцией из водного рафината, содержащего менее 1 г U на 1 дм3, осаждают диуранат натрия, который после фильтрации направляют на перечистку. При исключении микроуноса органической фазы (или укрупнении микрочастиц на развитой поверхности) можно достичь содержания урана в рафинате до сбросных концентраций (менее 1 г/ дм3). Водный реэкстракт поступает на осаждение аммиаком. После фильтрации и прокаливания осадка полученный триоксид урана перерабатывают на металл через диоксид и тетрафторид. Конечный продукт удовлетворяет требованиям ядерной чистоты ASTM.
На рис. 1.1.9 приведена принципиальная технологическая схема экстракционного аффинажа на одном из зарубежных заводов. На различных аффинажных заводах технология экстракционного аффинажа может несколько видоизменяться по составу экстрагента и разбавителя, составу исходных растворов (экстракцию проводят даже из пульп), по используемому оборудованию (насадочные или пульсационные экстракционные колонны). Однако на всех зарубежных аффинажных заводах обеспечивается глубокая экстракционная очистка химических концентратов урана от примесей и выпуск ядерно-чистых оксидов урана (U3O8 или UO3).
На бывших советских рудных заводах осадительные методы очистки урана с получением урановых концентратов были заменены на сорбционные и экстракционные способы переработки урановых руд с выпуском U3O8. Однако закись-окись урана, полученная на рудных заводах, не отвечала требованиям ядерной чистоты, поэтому при ее дальнейшей переработке в результате растворения в гидрокарбонате аммония с последующим осаждением аммоний уранилтрикарбоната уран очищается практически от всех примесей.
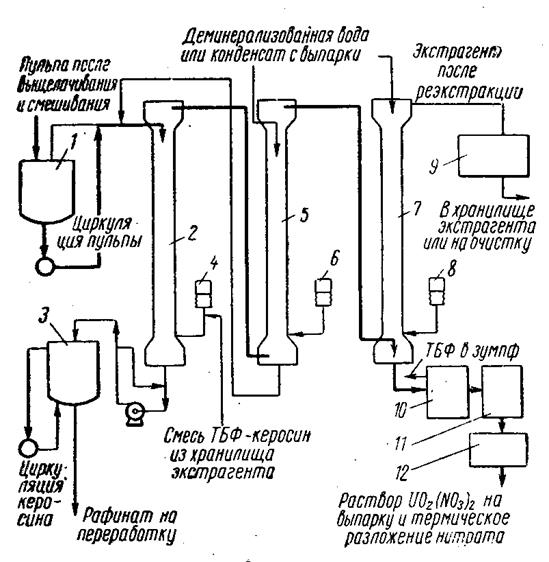
Рис. 1.1.9 Технологическая схема экстракционного аффинажа на заводе
в Уэлдон Спринге (США)
В последнее время при переработке рудной закиси-окиси урана применяют дополнительный экстракционный аффинаж с использованием твердофазной реэкстракции урана в виде аммоний уранилтрикарбоната. В результате обеспечивается устойчивое получение оксидов урана ядерной чистоты.
Дата добавления: 2019-05-21; просмотров: 1480;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
