Трубы для газопроводов
Для сооружения газопроводов применяются стальные и полиэтиленовые трубы. Стальные трубы могут применяться при любом способе прокладки наружных газопроводов и для внутренних газопроводов. Полиэтиленовые трубы применяются только для подземной прокладки газопроводов:
- на территории поселений давлением до 0,3 МПа;
- вне территории поселений давлением до 0,6 МПа.
Полиэтиленовые трубы нельзя применять:
- если температура стенки опускается ниже (- 15оС);
- для газов, содержащих ароматические и хлорированные углеводороды;
- для сжиженных газов;
- в районах с сейсмичностью свыше 7 баллов;
- под железными и автомобильными дорогами, под реками шириной более 25 м;
- для надземной, наземной и внутренней прокладки.
Стальные трубы изготавливают из хорошо свариваемых малоуглеродистых и низколегированных сталей. Содержание углерода в стали не должно превышать 0,25%, содержание серы не более 0,056%, фосфора не более 0,046 %.
Для труб газопроводов применяются следующие марки стали:
- углеродистая обыкновенного качества: Ст2сп, Ст3сп;
- качественная углеродистая сталь: Ст 08, Ст 10, Ст 15, Ст 20.
Кроме этого применяется низколегированная сталь, в которой имеются легирующие элементы (хром, никель и т.д.): 17ГС, 17Г1С, 09Г2С, 10Г2.
Пластичность стали, определяется относительным удлинением при растяжении образцов в разрывной машине, оно должно быть не менее 18% (отношение абсолютного удлинения к длине образца в %)
Хорошо сваривается сталь с малым содержанием углерода и легирующих элементов; с повышением их содержания свариваемость ухудшается.
В системах газораспределения и газопотребления применяются следующие виды стальных труб:
- бесшовные – горячедеформированные или холоднодеформированные диаметром до 500мм.
- электросварные прямошовные или спиральношовные диаметром до1600 мм.
Электросварные трубы изготавливаются из листовой стали и имеют продольный или спиральный шов, выполненный автоматической электродуговой сваркой в бескислородной среде;
- водогазопроводные (газовые) диаметром до 150мм;
Они изготавливаются из листовой стали и имеют сравнительно непрочный продольный шов, выполненный кузнечной сваркой.
Газовые трубы могут применяться только для внутренних газопроводов низкого давления (до 500мм вод. ст.). На этих трубах можно нарезать трубную резьбу, т.к. они имеют утолщенную стенку и диаметр, совпадающий с размерами трубной резьбы;
- многослойные электросварные диаметром до 1400мм.
Они изготавливаются из листовой стали толщиной 3–4мм, свернутой в несколько слоев. Кромки листов привариваются электродуговой сваркой к внутренней и наружной поверхности трубы. Эти трубы применяются на магистральных газопроводах большого диаметра. Они выдерживают давление в 1,5 раза больше, чем однослойные трубы при таком же диаметре и толщине стенки; рассчитываются на давление до 10 МПа.
Параметры труб
Трубы характеризуются следующими параметрами:
- условный проход DУ – номинальный внутренний диаметр, он является стандартным для данного вида труб;
- наружный диаметр DН – является постоянным для каждого вида труб, поэтому он также стандартный;
- внутренний диаметр DВН – является величиной переменной и зависит от наружного диаметра и толщины стенки; он примерно равен условному проходу;
- толщина стенки S – определяется расчетом на прочность и зависит от диаметра трубы и внутреннего давления среды;
- длина труб зависит от их диаметра при D £ 500мм l=4 – 10м; при D > 500мм l =10 – 18м (24м).
Для городских распределительных газопроводов минимальный диаметр труб DУ = 50мм, а для газопроводов – вводов DУ =25мм.
Минимальная толщина стенки стальных труб:
- для внутренних и надземных газопроводов S = 2мм;
- для подземных и наземных газопроводов S = 3мм;
- для подводных газопроводов S = 5мм.
На трубы, применяемые для сооружения газопроводов должны быть сертификаты (паспорта) завода – изготовителя. В паспорте указываются основные параметры труб, марка стали и ее химический состав, основные характеристики стали, т.е. предел прочности, относительное удлинение при растяжении, ударная вязкость и др. Применение труб без сертификатов не допускается. Сертификат или его копия на партию труб (вагон) подшивается в строительный паспорт газопровода.Соединение труб
Соединение труб газопроводов должно производится только сваркой.
Разъемные резьбовые и фланцевые соединения допускаются только в местах присоединения оборудования, арматуры, КИП.
Сварные и разъемные соединения должны быть доступны для осмотра и ремонта, поэтому их заделка в стены и другие конструкции зданий не допускается.
При монтаже газопроводов применяются различные фасонные детали: отводы под разными углами, тройники, кресты, переходы с одного диаметра на другой. Они изготавливаются из труб или листовой стали путем ковки, штамповки, гнутья, сварки. На них так же должны быть сертификаты заводов – изготовителей. При использовании резьбовых соединений применяются фитинги - соединительные части из стали или ковкого чугуна. Для уплотнения фланцевых и резьбовых соединений применяются уплотнительные и прокладочные материалы: лен, шнуровой и листовой асбест, листовая резина маслобензостойкая, технический картон, паронит и др.
Сварка труб
Для соединения стальных труб применяются следующие виды сварки:
- электродуговая ручная, полуавтоматическая, автоматическая; она может быть в воздушной среде и в бескислородной среде, т.е. с применением флюсов или инертных газов;
- газовая сварка с применением кислорода в качестве окислителя и ацетилена или пропана в качестве горючего газа;
- злектроконтактная, индукционная и другие виды сварки.
Электродуговаясварка, может применяться без каких либо ограничений, т.к. обеспечивает прочное и герметичное соединение.
Газоваясварка с применением ацетилена допускается на газопроводах DУ£150мм, S £ 5мм, при Р £ 0,3МПа.
Газовая сварка с применением пропана допускается на газопроводах низкого давления DУ £ 50мм.
Электроконтактная, индукционная и другие виды сварки допускаются только на газопроводах низкого давления.
Соединение полиэтиленовых труб производится сваркой с помощью соединительных деталей (муфт) с применением закладных электронагревателей, а также нагретым инструментом.
Наиболее распространенной является ручная электродуговая сварка стальных труб. Для выполнения сварки требуется подготовка кромок труб. Они должны иметь скошенную часть под углом 30–35о (фаска) и нескошенную часть – притупление.
Перед сваркой должна быть достигнута соосность труб, кромки должны быть зачищены до металлического блеска. При небольшой толщине стенки (до 3мм) допускается сварка встык без снятия фаски. Между свариваемыми трубами должен быть небольшой зазор. Если на трубах имеются продольные или спиральные швы, то они не должны совпадать. Расстояние между ними должно быть не менее 50мм. Сначала выполняется прихватка труб точечной сваркой в 3 – 6 местах по окружности. Затем последовательно один за другим накладываются сварные швы, количество которых зависит от толщины стенки. После наложения каждого шва его поверхность очищается от шлака и окалины металлическими щетками и зубилом.
Хорошо выполненный сварной шов должен быть слегка выпуклым, с небольшим валиком усиления шва, мелкочешуйчатым и без дефектов.
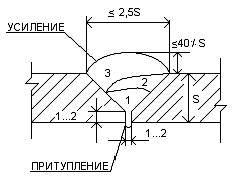
Рисунок 1.5.1. Элементы сварного стыка
Дата добавления: 2019-05-21; просмотров: 1194;
Поиск по сайту
Узнать еще
- Andantino con moto А. Бородин. Для берегов отчизны дальней
- I тип реакций. Реакции, характерные для органических кислот.
- I. 5. Тесты для контроля знаний раздела I
- II раздел. Организация работы логопеда в группе для детей с ОНР
- III. Здания для проживания людей
- III. Тесты для самоконтроля студентов
- III. ТРЕБОВАНИЯ РКФ ДЛЯ ДОПУСКА СОБАК В ПЛЕМЕННОЕ РАЗВЕДЕНИЕ
- IV. Сложнолегированные сплавы для горячего изостатического прессования (ГИП).

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
