Сборка редукторного узла
Монтаж большого редукторного узла выполняется в следующей последовательности:
· на удлиненную ступицу первого колесного центра (или втулку для цельнокатаного колеса) устанавливают лабиринтную крышку редуктора (в свободном состоянии), затем нагретые лабиринтное кольцо и шарикоподшипник. Вслед за подшипником устанавливается пара колец раздельной смазки
· после остывания ступицы (втулки) до температуры окружающей среды на нее напрессовывают зубчатое колесо с натягом 0,09-0,15 мм под давлением 30÷45 тонн
· устанавливают вторую пару колец раздельной смазки и роликоподшипник
· в нагретом состоянии насаживают запорное кольцо и свободно вторую лабиринтную крышку редуктора
 Примечания:
Примечания:
Нагрев подшипников, лабиринтных колец и запорного кольца ведут в трансформаторном масле до температуры 120°С.
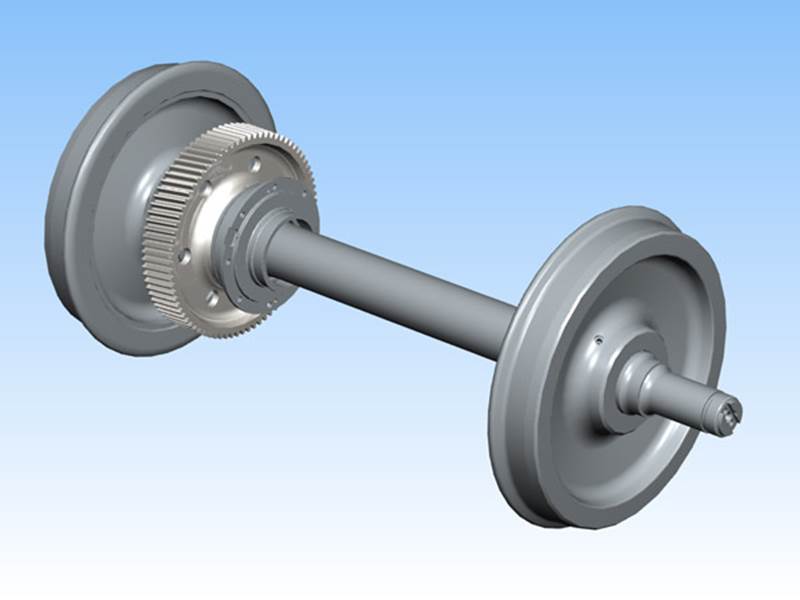
Рис. 6.52. Колесная пара с зубчатым колесом
После сборки деталей большого редукторного узла на ось напрессовывают второй колесный центр, предварительно подобранный по натягу.
Сборка малой шестерни:
· собирают комплект малой шестерни с лабиринтовыми уплотнениями, шарикоподшипником и внутренним кольцом роликоподшипника
· шарикоподшипник закрепляется торцевой шайбой
· устанавливают в корпусе редуктора наружное кольцо роликоподшипника
· заводят через горловину корпуса собранный комплект малой шестерни
· закрепляют крышку со стороны шарикоподшипника
· на вал шестерни со стороны конуса устанавливают запорное и лабиринтовое кольца
· закрепляют вторую крышку
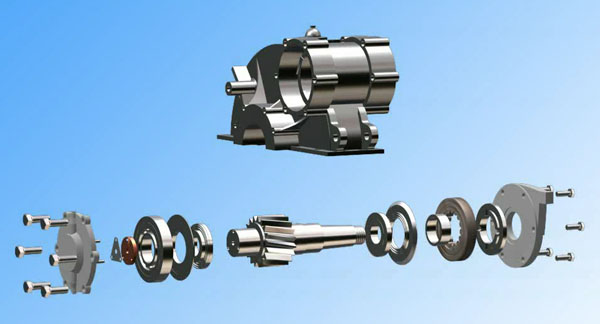
Рис. 6.53. Сборка малой шестерни
Перед постановкой крышек в полости подшипников закладывают смазку ЛЗ-ЦНИИ.
Примечания:
Шарикоподшипник, внутреннее кольцо роликоподшипника и запорное кольцо нагревают в масле до температуры 100÷120°С.
Совместный монтаж большого и малого узлов производят следующим образом:
Заводят под зубчатое колесо и устанавливают на деревянной подставке верхнюю половину корпуса редуктора.
Затем смазывают фланцы корпуса невысыхающей пастой, ставят прессшпановые прокладки и устанавливают нижнюю половину корпуса редуктора на верхнюю и производят крепление с помощью болтов. Затем также на невысыхающей пасте устанавливают крышки большого узла и во все крышки ввертывают масленки.
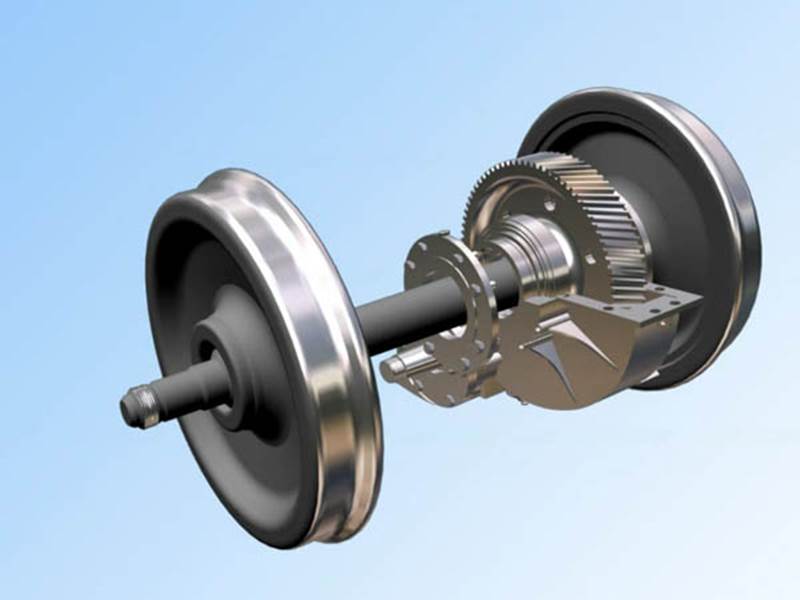
Рис. 6.54. Сборка редуктора
Примечания:
В редукторе применена раздельная система смазки, при которой подщипники работают на густой смазке ЛЗ-ЦНИИ, а зубчатые колеса на жидкой смазке - трансмиссионном масле (1,5 - 1,7 литра). Добавление смазки в подшипники в процессе эксплуатации производят через масленки в крышках подшипников. Заливка смазки или ее добавление для смазывания зубчатой передачи производится через пробку на лючке нижней половины корпуса редуктора. Пробка поставлена на дозированном уровне.
Осмотр зубчатой передачи производят через люк с круглой крышкой на верхней половине корпуса.
Монтаж буксы
Буксы монтируются на шейках оси колесной пары.
Процесс монтажа буксы можно разбить на три последовательных операции:
Сборка части деталей на шейку оси.
На предподступичнуючасть оси в горячем состоянии насаживают лабиринтное кольцо до упора ее бурта в торец предподступичной части. Затем вплотную к лабиринтному устанавливают разогретое внутреннее кольцо заднего роликоподшипника с буртом, ставят холодное малое дистанционное кольцо и разогретое внутреннее кольцо переднего роликоподшипника. Нагрев лабиринтного кольца и внутренних колец роликоподшипников ведут в горном воске-озокерите до температуры 110 - 120°С. Озокерит в дальнейшем предотвращает появление коррозии деталей. Посаженные на ось детали поджимают упорным кольцом и осевой гайкой и оставляют для остывания.
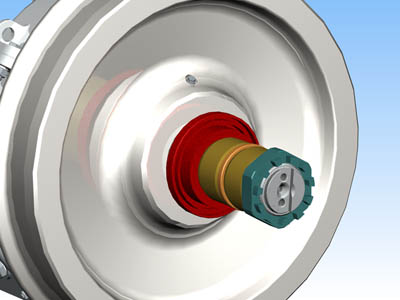
Рис. 6.55. Сборка деталей на шейке оси
Сборка деталей в корпусе буксы.
В корпусе буксы собирают наружные кольца подшипников с сепараторами и роликами. Предварительно стенки корпуса смазывают тонким слоем смазки ЛЗ-ЦНИИ и на скользящей посадке опускают в него последовательно наружное кольцо с сепаратором и роликами переднего подшипника. В выточку горловины корпуса буксы на задней его стенке со стороны оси заводят войлочное уплотнение, а ролики подшипника закрывают смазкой ЛЗ-ЦНИИ.

Рис. 6.56. Корпус буксы с роликовыми подшипниками
Совместный монтаж деталей, находящихся на шейке и в корпусе буксы, и окончательное закрепление буксы на оси.
Сняв осевую гайку и упорное кольцо, после остывания, одевают корпус буксы на шейку оси. После этого снова устанавливают упорное кольцо, выполняющее роль бурта для внутреннего кольца переднего подшипника, завертывают осевую гайку, ставят и закрепляют двумя болтами стопорную планку.

Рис. 6.57. Букса в сборе без крышки

Рис. 6.58. Проволочная "восьмерка" для законтривания болтов
Болты крепления планки стопорят проволочной скруткой в виде восьмерки.
Буксу закрывают сначала крепительной упорной крышкой, выступ которой закрепляет наружные кольца подшипников, а затем контрольную крышку, предварительно добавив смазку. Общее количество смазки ЛЗ-ЦНИИ, закладываемой в буксу, составляет около 1,6 кг.
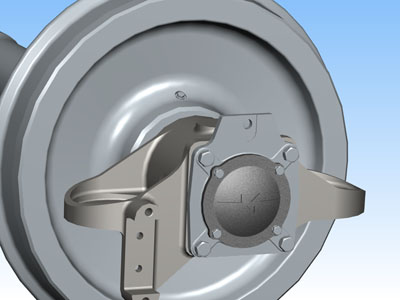
Рис. 6.59. Буксовый узел в сборе
Закрепление наружных колец подшипников в буксе определяют по наличию равномерного зазора между крепительной крышкой и торцом корпуса буксы (0,5 ÷ 3 мм). Болты, закрепляющие упорную крышку, попарно стопорят проволочными скрутками.
Примечания:
Правильность монтажа буксы проверяют по легкости проворота ее от руки. Разбег буксы вдоль оси должен быть 0,2 - 0,8 мм. Радиальный зазор в подшипниках допускается в пределах 0,08 - 0,3 мм.
Дата добавления: 2016-08-06; просмотров: 2712;
Поиск по сайту
Узнать еще
- А - сборка крыши на смонтированном днище резервуара; б - установка полностью собранной крыши на стенку резервуара
- Атриовентрикулярная диссоциация при синусовой брадикардии, отказе синусового узла или синоаурикулярной блокаде
- Блокада шейных и верхнегрудных симпатических узлов (блокада звездчатого узла)
- Влияние гидроузла на судоходные условия пути и
- Волны, формула (1) и в узлах равен нулю
- Деформации и напряжения в паяных соединениях и узлах
- Дополнительные сертификационные требования для обеспечения авиационной безопасности в аэропортах Московского аэроузла, международных аэропортах и аэропортах федерального значения
- Е4-1-5. Укрупнительная сборка ферм

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
