ДОПУСКИ И ПОСАДКИ ШЛИЦЕВЫХ СОЕДИНЕНИЙ.
Шлицевые соединения, в отличие от шпоночных, применяют при передаче больших крутящих моментов (прочность шлицевых соединений при динамических и переменных нагрузках выше, чем шпоночных соединений, и напряжение смятия на гранях зубьев меньше, чем на поверхностяхшпонок) и при более высоких требованиях к соосности соединяемых деталей. Шлицевые соединения различают по форме шлицев на прямобочные, эвольвентиые и треугольные.
Основными параметрами (рис.1.62), характеризующими шлицевые прямобочные соединения, являются число зубьев z, наружный диаметр D, внутренний диаметр d, ширина шлицов b, размеры которых определены ГОСТ 1139-80.
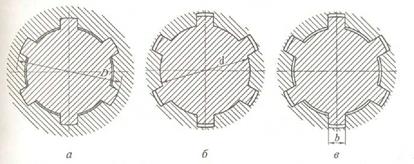 Рис. 1.62 Рис. 1.62
|
Число зубьев в прямобочных шлицевых соединениях принимается четным (6, 8, 10, 12, 16, 20), что облегчает изготовление и контроль шлицевых валов и отверстий.
Для обеспечения соосности поверхности втулки относительно оси вращения вала у сопрягаемых шлицевых деталей предусмотрена центрирующая поверхность.
Применяют три способа центрирования: по наружному диаметру D (рис.1.62, а),
по внутреннему диаметру d (рис.1.62, б) по ширине шлица b (рис.1.62, в).
Выбор способа центрирования зависит от эксплуатационных требований и технологии изготовления шлицевых деталей.
Центрирование по наружному диаметру Dприменяется для неподвижных, а также для подвижных соединений, работающих при небольших нагрузках и подвергающихся малому износу. Тогда шлицевая втулка или термически не обрабатывается, что позволяет обработать ее чистовой протяжкой, или после термообработки твердость ее материала допускает калибровку протяжкой.
Центрирование по внутреннему диаметру dприменяется в основном в подвижных соединениях, работающих при больших нагрузках в тяжелых условиях. В таких соединениях шлицевая втулка после термообработки имеет высокую твердость, и дефекты от коробления можно устранить лишь шлифованием, для которого доступна только поверхность по внутреннему диаметру.
Способы центрирования по наружному диаметру D и по внутреннему диаметру d обеспечивают высокую точность центрирования.
Центрирование по ширине шлица bрекомендуется, когда не требуется высокая точность центрирования и в то же время необходимо обеспечить достаточную прочность соединения в эксплуатации (знакопеременные нагрузки, большие крутящие моменты, реверсивное движение). Для этого боковые поверхности шлицов, особенно если вал термически обрабатывается, шлифуют, чтобы выдержать их толщину и прямолинейность. Примером центрирования по ширине шлица b является карданное соединение транспортных, строительных и других машин.
Дата добавления: 2020-10-14; просмотров: 1012;
Поиск по сайту
Узнать еще
- III. Суммарные допуски формы расположения
- В. Детали шлицевых соединений
- Величины для различных случаев посадки судна
- Взаимозаменяемость шлицевых и шпоночных
- Виды и назначение шлицевых соединений
- Глубина посадки картофеля
- Дегидрирование спиртов до карбонильных соединений.
- Допуски и посадки резьб с зазором

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
