Основные физико-химические свойства гликолей
| Наименование | ДЭГ | ТЭГ |
| Химическая формула | С4Н10О3 | С6Н14О4 |
| Молекулярная масса | 106,12 | 150,18 |
| Плотность при 20 0С,кг/м3 | 1118,4 | 1125,4 |
| Температура кипения при атмосферном давлении, 0С | 287,4 | |
| Абсолютная вязкость при 20 0С, мПа×с | 35,7 | 47,8 |
| Удельная теплоемкость при 20 0С, Дж/(г×К) | 2,093 | 2,198 |
| Удельная теплота испарения при атмосферном давлении, кДж/кг | 348,34 | 414,91 |
| Температура разложения (теоретическая), 0С | 164,4 | 206,7 |
| Температура замерзания, 0С | -8 | -7,2 |
Потери гликоля при осушке газа слагаются из следующих составляющих:
- испарение осушенным газом в абсорбере (7-8 %);
- капельный унос осушенным газом из абсорбера (70-75 %);
- испарение в дистиллят при десорбции (8-10 %);
- термическое разложение в испарителе (1-2 %);
- унос с газом дегазации раствора в сепараторе (1-2 %);
- утечки через сальники насосов и в коммуникациях (0-3 %);
- при отборе проб, ремонте, аварийных остановках (0,5-3 %).
В эксплуатационных затратах на осушку газа потери гликоля составляют
от 40 до 75 %.
5.2.3. Влияние различных параметров и процесс
абсорбционной осушки
Температура. Как уже отмечено выше, процесс абсорбции проводят при температурах от 10 до 40-70 0С. Чем ниже температура процесса, тем эффективнее идет процесс абсорбции. Однако более низкие, чем +10 0С, температуры процесса приводят к значительному увеличению вязкости абсорбента и к росту затрат на его охлаждение. Верхний предел температур объясняется снижением эффективности процесса и уменьшением депрессии точки росы, а также высокой испаряемостью абсорбента.
Процесс десорбции проводят, наоборот, при высоких температурах (до 160-200 0С), которая ограничена температурой разложения гликолей (см. табл. 5.3).
Давление. Давление в абсорбере сравнительно мало влияет на процесс осушки газа и в основном определяется требуемым давлением осушенного газа. Давление на промышленных установках достигает 14 МПа.
Процесс десорбции проводят практически под атмосферным давлением или даже под вакуумом.
Кратность циркуляции абсорбента. Кратность циркуляции абсорбента определяется требуемой депрессией точки росы; чем выше депрессия, тем больше должна быть кратность циркуляции. Однако влияние этого параметра на глубину осушки газа уменьшается свыше некоторого ее значения (например, для ТЭГа это влияние уменьшается при кратности свыше 55-65 л на 1 кг извлекаемой влаги), но при этом возрастают эксплуатационные и капитальные затраты. Большинство установок осушки ТЭГом эксплуатируются при кратности циркуляции абсорбента 10-35 л на 1 кг извлекаемой из газа влаги [16].
Расход подаваемого в абсорбер абсорбента определяется из формулы:
Gа =  , (5.3)
, (5.3)
где Gа - расход абсорбента, кг/ч;
Vг - количество осушаемого газа, м3/сут;
DW - количество влаги, извлекаемой из газа, кг/м3;
g - удельный расход абсорбента, кг/кг влаги.
Кратность подачи абсорбента зависит также от конструкции абсорбера и эффективности контактных устройств в нем.
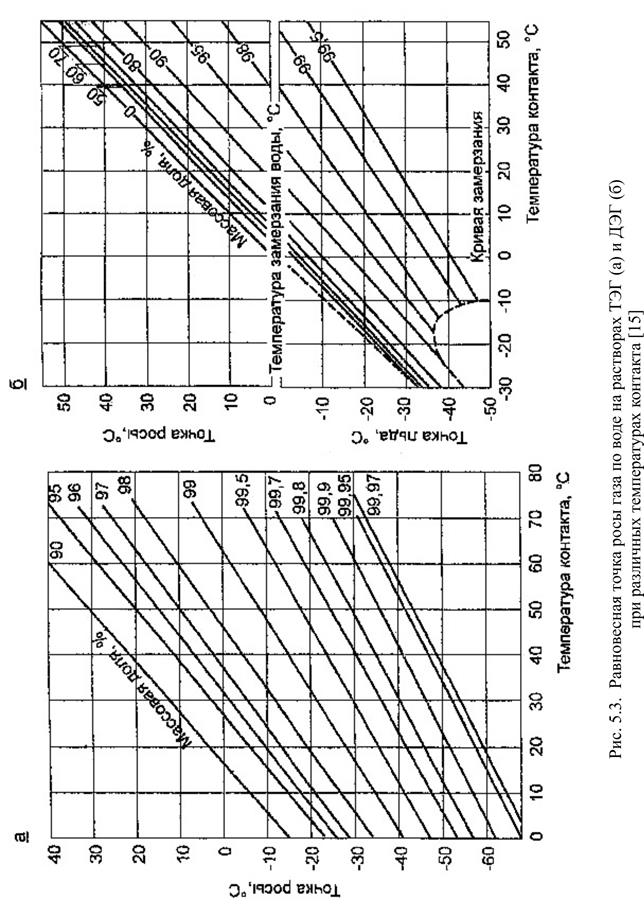
Концентрация регенерированного абсорбента. Наибольшее влияние на величину депрессии точки росы осушаемого газа оказывает концентрация гликоля в растворе абсорбента, подаваемого в абсорбер. Значения равновесной точки росы газа, которые можно в принципе обеспечить водными растворами гликолей, определяются по специальным графикам, построенным для каждого абсорбента в отдельности (рис. 5.3). Эта равновесная точка росы является минимально возможной на выходе газа из абсорбера.
На промышленных установках осушить газ до равновесной точки росы невозможно, так как он контактирует с гликолем расчетной концентрации только на одной верхней тарелке, а на остальных тарелках – с более разбавленным раствором гликоля (разбавление происходит в результате насыщения абсорбента водой). Поэтому на технологических установках фактическая точка росы осушенного газа на 5-11 0С выше равновесной, при этом достигаемая точка росы обычно бывает не ниже минус 25¸ минус 30 0С, а депрессия – 30-40 0С при концентрации регенерированного абсорбента – 98,0-98,7 %). При использовании низких температур в дальнейшей переработке газа такая осушка газа оказывается недостаточной.
Для более глубокой осушки необходимы гликоли с высокой концентрацией в растворе (до 99,8-99,9 %). В этом случае депрессия точки росы может достигать 85-90 0С.
При регенерации под атмосферным давлением и рибойлерным подводом тепла в куб десорбера можно достичь концентрацию ДЭГа до 97,5 %, а ТЭГа - 98,7-99,0 % [17].
Для повышения концентрации регенерированного абсорбента, а следовательно, и эффективности осушки применяется:
- регенерация под вакуумом;
- ввод отпарного газа в десорбер;
- азеотропная перегонка.
Для регенерации гликолей под вакуумом используется обычно давление 0,006-0,008 МПа. При этом температура регенерации ДЭГа составляет 120-1500С и достигается его 98,5-99,3 %-ная концентрация, при температуре регенерации ТЭГа не выше 204 0С достигается концентрация раствора до 99,5 %. При применении таких высококонцентрированных растворов депрессия точки росы достигает 50-70 0С.
Вакуум в десорбере или испарительной камере создается с помощью вакуум-насоса или пароструйного эжектора.
При регенерации гликоля отпарным газом в десорбер подается осушенный природный или инертный газ для понижения парциального давления водяного пара. Концентрация гликоля при этом повышается до 99,9 %. Установлено, что влияние газа отпарки больше сказывается на повышении концентрации ТЭГа, чем ДЭГа. Расход газа отпарки составляет 10-60 м3/ м3 гликоля.
Для снижения затрат на регенерацию абсорбентов вместо газа отпарки используются бензол, толуол, ксилол и другие низкокипящие вещества, образующие с водой азеотропные смеси. Ввод этих веществ осуществляется через перфорированную трубу под уровень горячего раствора гликоля в количестве не более 10% от общей массы абсорбента. Равномерно распределяясь по сечению и поглощая влагу, введенное вещество образует азеотропную смесь, кипящую при температуре более низкой, чем вода. При азеотропной регенерации концентрация абсорбента достигает 99,99 %, а точка росы осушенного газа достигает – 75 0С.
В целях сокращения расхода отпарного газа и азеотропного агента иногда применяется двухступенчатая осушка. В этом случае в абсорбер подаются два потока абсорбента: грубо регенерированный – примерно в середину колонны и тонко регенерированный – в верхнюю часть абсорбера.
Грубо регенерированный абсорбент поглощает основную часть влаги из газа в нижней части абсорбера. Частично осушенный газ в верхней части абсорбера контактирует с высококонцентрированным потоком гликоля, где и достигается требуемая точка росы газа. В этом случае для регенерации насыщенного гликоля используются две колонны – в одной осуществляется грубая регенерация всего потока насыщенного гликоля, в другую направляется только часть грубо регенерированного раствора и доводится в ней до высоких концентраций.
Применение двухступенчатой схемы регенерации гликоля снижает энергетические затраты и расход газа отпарки или азеотропного агента. Максимальная депрессия точки росы с использованием ТЭГа в качестве абсорбента по этой схеме достигает 90 0С.
Контактные элементы абсорбера. Общий коэффициент полезного действия ректификационных тарелок в абсорбере находится в пределах 25-40 %. Наилучшими контактными элементами гликолевых абсорбентов являются колпачковые тарелки [16], так как они устойчиво работают при изменяющейся производительности установки по газу. Клапанные тарелки различных конструкций, в которых величина сечения для прохода газа увеличивается с увеличением скорости потока, имеют высокую по сравнению с колпачковыми тарелками производительность, но они малоэффективны при скоростях газа ниже расчетной из-за провала абсорбента через отверстия под клапана. Насадочные абсорберы имеют узкий диапазон устойчивой работы и обычно применяются на небольших промысловых установках, где величина депрессии точки росы, равная 28-34 0С, вполне достаточна.
Количество тарелок в абсорбере составляет 4-20 штук.
Наличие в газе углеводородного конденсата. Наличие в газе углеводородного конденсата (особенно ароматических углеводородов) приводит к его растворению в растворе абсорбента, что снижает его осушающую способность, увеличивает вспениваемость и унос гликоля.
Наличие в газе соленой пластовой воды.Соленая пластовая вода может попадать в газ при его сепарации. Соли растворяются в гликолях, снижая тем самым их осушающую способность, а также осаждаются на поверхностях аппаратов (особенно, теплообменных) и ухудшают энергетические показатели работы установок. При содержании солей в ДЭГе более 5 % он практически непригоден для осушки [17].
Для поддержания высокой эффективности процесса абсорбционной осушки периодически проводят обессоливание гликолей с применением ионитных фильтров и химических реагентов.
Наличие в газе сероводорода. Наличие в газе сероводорода влияет на влагоемкость газа, его температуру гидратообразования, вспениваемость раствора, а также на коррозионную и эрозионную способность газа. Количество влаги в газе, содержащем 10-15 % сероводорода, примерно в два раза больше, чем у бессернистых газов при одних и тех же условиях, а температура гидратообразования выше.
Для предотвращения коррозии при осушке сероводородсодержащих газов перед десорбером обычно устанавливают отдувочную колонну для удаления из насыщенного абсорбента сероводорода, в основном, за счет снижения давления по сравнению с абсорбером.
Для снижения вспениваемости растворов абсорбента при переработке сероводородсодержащих газов их подвергают фильтрации на активных углях. Скорости потоков сероводородсодержащего газа на установках абсорбционной осушки не должны превышать 20 м/с во избежание эрозии.
5.2.4. Принципы расчета процесса гликолевой осушки газа
Абсорбция. Перед расчетом абсорбции на установках гликолевой осушки газа должны быть заданы: производительность установки Gг, относительная плотность осушаемого газа r и содержание солей в растворе абсорбента С, требуемая точка росы осушенного газа tо.р., давление газа Рг, температура газа tг, средняя температура контакта при абсорбции tа , принятый абсорбент. Целью расчета является определение необходимого количества абсорбента и числа теоретических и практических тарелок в абсорбере, а также геометрических размеров абсорбера (диаметра и высоты).
Порядок технологического расчета абсорбера следующий:
1. По рис. 5.1 с учетом относительной плотности осушаемого газа r и содержания солей в растворе абсорбента С определяют при давлении газа Рг и температурах газа tг и требуемой точки росы осушенного газа tо.р влажность газа на входе в абсорбер Wг и на выходе из него Wо.г.
2. Определяют количество влаги, удаленной из газа в абсорбере:
Wа = Wг – Wо.г (5.4)
WаG = Wа · Gг (5.5)
3. По рис. 5.3 определяют массовую концентрацию регенерированного абсорбента Хр при средней температуре контакта tа и требуемой точке росы осушенного газа tо.р. Массовая концентрация насыщенного абсорбента Хн выбирается исходя из практических соображений, а затем проверяется по расчету регенерации абсорбента (Хн » 96 % мас.).
4. Для построения рабочей линии в абсорбере рассчитывают относительные мольные концентрации:
а) воды в регенерированном абсорбенте
Х¢р =  , (5.6)
, (5.6)
где Мглик - молекулярная масса гликоля.
б) воды в насыщенном абсорбенте
Х¢н =  , (5.7)
, (5.7)
в) воды в газе на входе в абсорбер
У¢г =  =1,24 × Wг , (5.8)
=1,24 × Wг , (5.8)
г) воды в газе на выходе из абсорбера
У¢о.г =  =1,24 × Wо.г , (5.9)
=1,24 × Wо.г , (5.9)
На основании этих расчетов определяют координаты рабочей линии: точка А(Х¢р, У¢о.г) и точка В (Х¢н, У¢г).
5. По уравнению материального баланса рассчитывают необходимое количество регенерированного абсорбента и кратность циркуляции абсорбента l:
L =  , (5.10)
, (5.10)
Lg = L × Mглик , (5.11)
l = Lg/WаG (5.12)
6. Для построения кривой равновесия произвольно задаются рядом концентраций абсорбента Х, охватывающих имеющиеся концентрации от Хр до Хн, а также определяют относительные мольные концентрации воды в абсорбенте Х¢ (п. 4а); точки росы газа для принятых концентраций Х и средней температуре контакта tа (рис. 5.3); влагосодержание газа (п.1) и относительные мольные концентрации воды в газе У¢ (п. 4в).
7. В координатах Х¢ - У¢ строят рабочую линию АВ, линию равновесия и ступенчатую линию (рис. 5.4). По ступенчатой линии определяют число теоретических тарелок в абсорбере n (для рис. 5.4 n=4).
8. Определяют число практических тарелок nр в абсорбере по формуле:
nр =  , (5.13)
, (5.13)
где h - к.п.д. тарелок (h = 0,25-0,40)
9. Определяется диаметр абсорбера по методике, изложенной в разделе 4.2.5.
10. Определяется высота абсорбера по методике, также изложенной в разделе 4.2.5.
Десорбция. Перед расчетом десорбции на установках гликолевой осушки газа должны быть заданы: производительность десорбера по насыщенному абсорбенту Gа (кг/ч); массовые концентрации ненасыщенного (Хн) и регенерированного (Хр) абсорбента, взятые из расчета абсорбера;
Целью расчета является определение необходимого количества десорбирующего агента (или тепла, подводимого через рибойлер в куб десорбера) и числа теоретических и практических тарелок в десорбере, а также геометрических размеров десорбера (диаметр и высота).
Порядок технологического расчета десорбера следующий:
1. Строят кривую равновесия аналогично п.6 для расчета абсорбера.
2. Определяют относительные мольные концентрации воды в регенерированном (Х¢р) и в ненасыщенном (Х¢н) абсорбентах аналогично п. 4 а,б для расчета абсорбера.
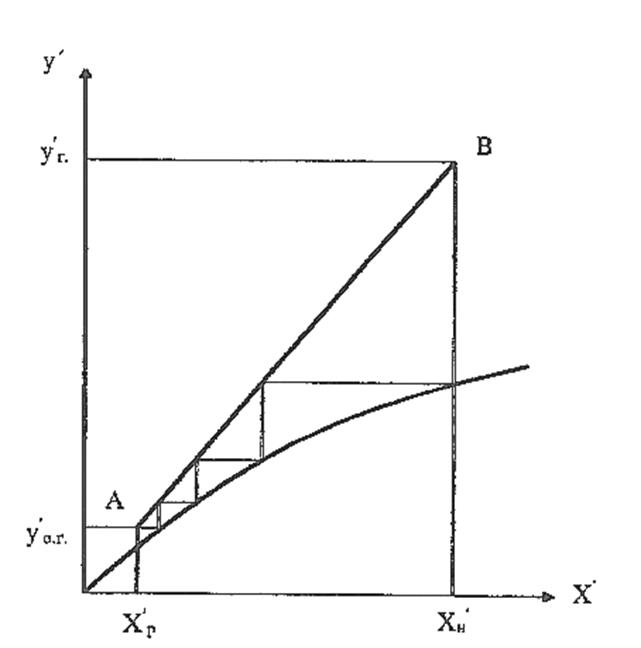
Рис. 5.4. Графическое определение числа теоретических тарелок
в абсорбере
3. Задаются мольной концентрацией воды (У¢g) в десорбированном продукте, выходящем с верха десорбера. С небольшим приближением для укрупненных технологических расчетов можно принять У¢g = 1,0.
4. Рассчитывают мольную концентрацию воды (У¢g) в продукте, поступающем из рибойлера в куб десорбера, по формуле:
У¢0 = К × Х¢р , (5.14)
где К - константа фазового равновесия воды в растворе гликоля. С небольшим приближением можно считать, что К = 5-10 при условиях в кубе десорбера.
5. На основании п.п. 2-4 определяют координаты рабочей линии: точка А (Х¢н, У¢g) и точка В (Х¢р, У¢0). Рабочая линия необходима для определения числа теоретических тарелок в десорбере. Количество теоретических тарелокn в десорбере можно задать из практических данных: обычно n составляет 3-5 штук.
6. Определяют расход десорбирующего агента g (G, Gg) по формулам:
g =  , моль/моль, (5.15)
, моль/моль, (5.15)
G =  ; моль/ч, (5.16)
; моль/ч, (5.16)
Gg = G·18, кг/ч (5.17)
В формуле (5.17) условно принято, что десорбирующий агент состоит только из паров воды с молекулярной массой 18.
7. Составляют тепловой баланс десорбера, по которому определяют количество тепла, подводимого в десорбер в рибойлере.
8. Определяют количество практических тарелок в десорбере по формуле (5.13).
9. Определяют диаметр абсорбера по методике, изложенной в разделе 4.2.5 и принимая Wдоп = 0,4-0,8 м/с.
10. Определяют высоту абсорбера по методике, изложенной в разделе 4.2.5.
5.3. Адсорбционная осушка газов
Адсорбционная осушка газа используется для получения низких точек росы газа, подвергаемого затем низкотемпературной переработке. При адсорбционной осушке на молекулярных ситах-цеолитах точка росы осушенного газа достигает – 90 0С.
5.3.1. Принципиальная схема процесса
Принципиальная схема установки адсорбционной осушки газа приведена на рис. 5.5. По этой схеме влажный газ I поступает во входной сепаратор 1, где от него отбивается капельная жидкость. Попадание жидкости в адсорбер вызывает механическое разрушение адсорбента. Из сепаратора 1 влажный газ поступает на осушку в адсорбер 2 или 3 (в зависимости от стадии цикла), из которых осушенный газ II подается на дальнейшую переработку или потребителю. Для регенерации насыщенного слоя адсорбента из основного потока осушенного газа II отбирается газодувкой 5 газ на десорбцию III, нагревается в трубчатой печи 4 и подается в адсорберы 2 или 3 (в зависимости от стадии цикла). Газ на десорбцию обычно подают в адсорберы снизу вверх – в противоположном направлении движения осушаемого газа. Влажный газ десорбции IV после конденсатора-холодильника 6 направляют в сепаратор 7, где от него отбивают капельную влагу V, и далее подают во влажный газ I. После стадии десорбции в адсорберы подают часть осушенного газа VI на охлаждение слоя адсорбента.
Осушаемый газ и газ охлаждения имеют одно направление и поступают через верх адсорбера, а отводятся снизу; газ десорбции поступает в низ адсорбера и отводится сверху. Это позволяет исключить взрыхление или уплотнение слоя адсорбента, его повышенный механический износ, обеспечить высокую

Рис. 5.5. Принципиальная технологическая схема процесса
адсорбционной осушки газа:
| 1 – сепаратор; 2,3 – адсорберы - десорберы; 4 – трубчатая печь; 5 – газодувка; 6 – конденсатор-холодильник; 7 – сепаратор; I – влажный газ; II – осушенный газ; III – осушенный газ на десорбцию; IV – влажный газ десорбции; V – вода; VI – осушенный газ на охлаждение адсорбента |
степень регенерации нижней части слоя адсорбента и низкую загрязненность этой же части слоя во время охлаждения.
Время цикла адсорбции обычно кратно 6-8 ч и колеблется от 6 до 48 ч в зависимости от размеров слоя адсорбента. Наиболее часто используется 8-часовой цикл адсорбции, в этом случае 6 часов составляет десорбция и 2 часа - охлаждение. Адсорберы работают попеременно в режимах адсорбции и десорбции-охлаждения.
Эффективность осушки газа адсорбционным способом зависит от типа адсорбента, термодинамических параметров адсорбции, степени регенерации адсорбента; состава, влажности и наличия примесей в осушаемом газе.
5.3.2. Адсорбенты и технологический режим стадии адсорбции
При осушке газа используются оксиды алюминия, силикагели и цеолиты.
Оксид алюминия – самый дешевый из перечисленных адсорбентов, устойчив по отношению к капельной влаге, обеспечивает низкую точку росы (-60 0С) при высоком влагосодержании осушаемого газа. Основной недостаток адсорбента – невысокая адсорбционная емкость, быстро уменьшающаяся в процессе эксплуатации из-за хорошей адсорбции углеводородных компонентов. Высокая температура регенерации, необходимая для десорбции углеводородов, вызывает спекание и перекристаллизацию оксида алюминия. Его рекомендуется использовать в качестве защитного слоя для других адсорбентов при осушке очень влажного газа [17].
Силикагели широко применяются при осушке газа. Они являются продуктами обезвоживания геля кремниевой кислоты, промытые от примесей, высушенные и прокаленные. Технический силикагель содержит около 99,5 % мас. двуоксида кремния, некоторое количество оксидов алюминия, железа, кальция и других металлов, его применяют в виде зерен диаметром 0,2-7,0 мм. Насыпная плотность различных марок силикагеля колеблется от 400 до 670 кг/м3 (после сушки при 150 0С), влагоемкость при 20 0С и относительной влажности осушаемого газа 40% – от 16 до 20 % мас., суммарный удельный объем пор – от 0,21 до 4,05 см3/г, удельная плотность поверхности – 320-770 м2/г.
Для получения низких точек росы экономична двухступенчатая адсорбция. В первой по ходу влажного газа зоне размещается высокопористый сорбент с большим средним диаметром пор (3-10 нм), а во второй зоне – сорбент с относительно малым средним диаметром пор (1,5-3 нм). Такой способ осушки позволяет при использовании недорогого высокопористого адсорбента получить достаточно низкую точку росы. Его рекомендуется применять при температурах адсорбции от -50 до +90 0С, давлениях до 14 МПа и скоростях газа в адсорбере от 0,015 до 3 м/с при объемных соотношениях зон от 2:1 до 3:1.
Силикагели активно сорбируют углеводороды. Легкие углеводороды вплоть до бутана полностью десорбируются в процессе регенерации, пентаны и более тяжелые десорбируются неполностью, ненасыщенные углеводороды при регенерации полимеризуются, снижая адсорбционную активность.
Хорошо адсорбирующиеся масла, гликоли, амины, ингибиторы гидратообразования и коррозии в процессе регенерации образуют смолистые соединения, закупоривающие поры сорбента. Амины разлагаются с образованием аммиака, разрушающего структуру силикагеля. Сероводород и диоксид углерода сорбируются силикагелем, но вытесняются в последующем водой, полностью десорбируясь при регенерации.
Максимально допустимая температура нагрева при регенерации составляет 200-250 0С, при более высоких температурах поверхность силикагеля разрушается.
Молекулярные сита-цеолиты – самые дорогие адсорбенты. В практике находят применение искусственные и более дешевые природные цеолиты. Цеолиты обладают высокой адсорбционной активностью и избирательностью. Адсорбционная активность в отличие от оксида алюминия и силикагеля не зависит от влажности газа. Цеолиты особенно эффективны при необходимости получения низких точек росы (-70¸-90 0С). Адсорбционная емкость природных цеолитов выше, чем у силикагелей, но ниже, чем у искусственных цеолитов. Поглощение углеводородов и примесных компонентов зависит от структуры и размера пор.
Для осушки газа рекомендуется применять цеолит NаА с размером пор 0,4 нм. Цеолиты типа Х, имеющие большие размеры пор, одновременно с влагой адсорбируют некоторые углеводородные компоненты газа.
При осушке газа до точки росы – 40 0С можно использовать силикагель, оксид алюминия, цеолит, до более низких точек росы – только цеолит.
Цеолиты прочны при истирании и контакте с капельной влагой. Эксплуатационные затраты при их использовании самые низкие, допустимая температура нагрева при регенерации 350-370 0С.
Выбор типа адсорбента обусловливается составом газа, его исходной влажностью, наличием примесей, требуемой точкой росы осушенного газа.
При адсорбции наименьшее влияние на ее эффективность оказывает давление, поэтому давление адсорбции выбирают по необходимому давлению осушенного газа.
Наиболее существенными технологическими параметрами процесса адсорбции являются температура и скорость газа в слое адсорбента.
При адсорбции на оксиде алюминия и силикагеле снижение температуры адсорбции способствует повышению поглотительной способности и увеличивает продолжительность фазы адсорбции. Для них рекомендуется температура адсорбции не выше 30 0С. При осушке высоковлажного газа выделяется большое количество теплоты адсорбции. Для ее отвода рекомендуется применение охлаждающих змеевиков в слое адсорбента. При осушке на цеолите снижение температуры адсорбции вызывает уменьшение размеров входных окон и снижает поглотительную способность цеолитов. Нормальной температурой адсорбции для цеолитов считается 50-70 0С.
От скорости газа зависит время контакта газа с адсорбентом. Для получения низкой точки росы время контакта должно быть не меньше 10 с, а минимальная скорость газа – 0,15 - 0,30 м/с. По мере уменьшения скорости газа увеличивается глубина осушки и продолжительность работы слоя до "проскока". Однако при этом увеличивается неравномерность распределения потока газа по сечению аппарата и требуется большой диаметр адсорбера.
Большая скорость прохождения газа через слой вызывает движение частиц адсорбента, их механическое разрушение, унос с потоком газа и увеличение гидравлического сопротивления слоя. При выборе скорости газа следует учитывать направление потока в адсорбере. При нисходящем потоке скорость газа может быть принята в 1,5-2 раза больше, чем при восходящем.
5.3.3. Технологический режим стадий десорбции и охлаждения
Десорбцию и охлаждение адсорбента обычно проводят при давлениях, равных давлению стадии адсорбции. Это связано с тем, что давление практически не оказывает никакого влияния на процессы десорбции и охлаждения (далее эти процессы называются регенерацией адсорбента), а частая смена давлений в адсорбере вызывает механическое разрушение адсорбента.
Основное влияние на степень регенерации адсорбента оказывает температура. Для силикагелей и диоксида алюминия нормальная температура нагрева составляет 175-200 0С. В случае осушки газов, содержащих С5+, допустим нагрев до 230-250 0С, но это быстро снижает адсорбционную активность адсорбентов из-за дезактивации поверхности, разрушения структуры вследствие явлений спекания и перекристаллизации. Для цеолитов температура нагрева должна быть не менее 300 0С, и регенерация должна производиться осушенным газом, поскольку при регенерации влажным газом в адсорбенте остается остаточная влага, снижающая полноту осушки в цикле адсорбции.
Теплота регенерации расходуется на нагрев аппарата и слоя адсорбента до температуры десорбции, испарение поглощенных компонентов и потери в окружающую среду, составляющие обычно 3-5 %. Скорость нагрева адсорбента на установках осушки газа на основании практических данных должна составлять не более 60 0С в час. Период нагрева составляет 5/8 периода адсорбции. Температура регенерационного газа, выходящего из адсорбента в стадии нагрева, постепенно повышается. Окончание процесса десорбции фиксируется прекращением повышения его температуры. Поток горячего газа при десорбции рекомендуется подавать в направлении, противоположном движению газа при адсорбции тощих газов. При этом слои адсорбента, через которые проходит газ перед выходом из адсорбера, оказываются наиболее глубоко регенерированными, поскольку при десорбции они нагреваются до максимальной температуры процесса. При адсорбционной осушке газов, содержащих значительные количества С5+, склонных к коксованию и адсорбирующихся на выходе из слоя адсорбента, направление горячего потока регенерационного газа должно совпадать с направлением осушаемого газа. Это предотвращает перегрев выходного слоя и коксование углеводородов.
После периода десорбции слой адсорбента подвергается охлаждению. Период охлаждения занимает 3/8 периода адсорбции. Газ на охлаждение подается в том же направлении, что и при осушке, это позволяет сохранить наибольшую поглотительную способность выходного слоя адсорбента. Охлаждение считается законченным, если температура охлаждающего газа на выходе превышает температуру осушаемого газа на 20-30 0С.
Общий объем регенерационного газа зависит от количества поглощенной влаги, но обычно он не превышает 15 % объема осушаемого газа [17].
5.3.4. Влияние физико-химических характеристик
осушаемого газа на процессы адсорбции и регенерации
Основными физико-химическими характеристиками осушаемого газа, влияющими на процесс адсорбционной осушки, являются состав, влажность и наличие примесей. Они определяют выбор типа адсорбента и технологические параметры регенерации.
Присутствие в газе углеводородных компонентов тяжелее бутанов требует более высоких температур регенерации адсорбента, снижает его поглотительную способность по воде и сокращает срок службы адсорбента. Газ перед осушкой должен быть тщательно отсепарирован.
Масла, соли, ингибиторы гидратообразования и коррозии, механические примеси загрязняют адсорбент и требуют специальных мероприятий для предотвращения их попадания в слой адсорбента. Для осушки газов, содержащих кислые компоненты, наиболее надежен цеолит.
5.3.5. Принципы технологического расчета адсорберов
При расчете адсорберов принимают во внимание продолжительность циклов, допустимую линейную скорость газа, влагоемкость адсорбента, необходимую глубину осушки газа, количество влаги, извлекаемой из газа, показатели адсорбентов при их работе в динамических условиях, особенности регенерации, допустимую величину потерь давления. Все эти величины взаимосвязаны. Для определения оптимальных размеров адсорбера расчет проводится несколько раз при различных значениях исходных данных.
Технологический укрупненный расчет адсорбера проводится в следующей последовательности:
1. По литературным данным или результатам научных исследований принимается продолжительность цикла адсорбции.
2. Определяют допустимую линейную скорость газа в адсорбере (см. раздел 5.3.2).
3. Принимается, что вся влага, поступающая в адсорбер с влажным газом, поглощается адсорбентом. Определяют количество влаги, извлекаемой из газа в адсорбере (см. разделы 5.1 и 5.2.4).
4. По производительности установки и допустимой линейной скорости газа определяют диаметр адсорбера D по формуле:
D = 1,128  , м (5.18)
, м (5.18)
где V - производительность адсорбера, м3/ч;
Wдоп. - допустимая скорость газа, м/с.
Полученный диаметр округляют до большего значения нормализованных диаметров, в качестве которых можно использовать нормализованные диаметры абсорберов (см. раздел. 5.2.4).
5. Определяют удельную нагрузку слоя по воде q по формуле [16]:
q =  , кг/м2×мин, (5.19)
, кг/м2×мин, (5.19)
где V - производительность десорбера по газу, м3/ч;
С - содержание влаги в газе, кг/м3 ;
D - диаметр адсорбера, м.
6. Определяют длину адсорбционной зоны (l aд.з.) по формуле [16]:
l aд.з. = 31,3  , м (5.20)
, м (5.20)
где Wг - линейная скорость газа в адсорбере, м/мин;
 - относительная влажность газа, %.
- относительная влажность газа, %.
7. По рис. 5.6 и 5.7 определяют равновесную влагоемкость слоя ар и далее динамическую влагоемкость слоя адсорбента ад – по формуле [16]:
ад =  , %, (5.21)
, %, (5.21)
где lсл - длина слоя адсорбента, м (принимается равной 1-5 диаметров
адсорбера);
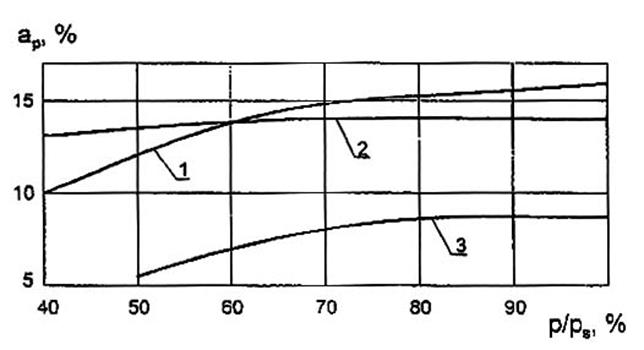
Рис. 5.6. Зависимость равновесной динамической влагоемкости свежих
адсорбентов от относительной влажности газа для температуры контакта 25 0С:
1 – силикагель; 2 – цеолиты; 3 – окись алюминия
8. Определяют время работы слоя адсорбента до проскока влаги t по формуле [16]:
t =  , ч, (5.22)
, ч, (5.22)
где rад - средняя плотность адсорбента, кг/м3.
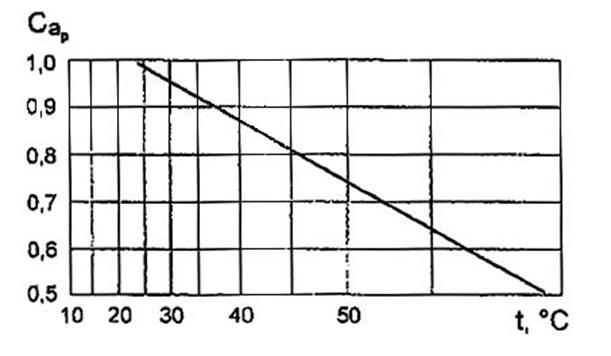
Рис. 5.7. Температурная поправка на равновесную динамическую
влагоемкость силикагеля и окиси алюминия
5.4. Комбинированные способы осушки газа
Сочетание абсорбционного и адсорбционного способов осушки газа позволяет при наименьших эксплуатационных затратах достигать практически полного извлечения влаги. Основное количество влаги при этом извлекается более дешевым абсорбционным способом, остаточная влага – более эффективным адсорбционным. В качестве адсорбента при комбинировании процессов используются только цеолиты, позволяющие достичь низкой точки росы осушенного газа.
Г Л А В А 6
ТЕХНОЛОГИЧЕСКИЕ УСТАНОВКИ ОТБЕНЗИНИВАНИЯ ГАЗОВ
В составе природных и нефтяных газов содержатся ценные углеводородные компоненты – этан, пропан, бутаны и более тяжелые углеводороды.
Этан является ценным нефтехимическим сырьем: его основное количество подвергается пиролизу с получением этилена, который затем используется для производства полиэтилена.
Пропан и бутаны применяются в качестве топлива для коммунально-бытовых нужд и в двигателях внутреннего сгорания (в основном, в сжиженном виде), в качестве хладоагентов для получения низких температур (при их испарении) и в качестве сырья для их химической переработки (производство полипропилена, синтез изопренового каучука и др.).
Пентаны являются составной частью моторных топлив и сырьем для производства нефтехимических продуктов.
Для извлечения этих углеводородных компонентов из природных и нефтяных газов в мировой практике используют различные методы отбензинивания газов.
Продуктами установок отбензинивания являются отбензиненный или сухой газ (метан или метан+этан), топливный газ (метан+этан+пропан) и деэтанизированный нестабильный газовый конденсат (газовый бензин) (фракция углеводородов С3+) или деметанизированный нестабильный газовый конденсат (фракция углеводородов С2+).
6.1. Классификация методов отбензинивания газов
Для отбензинивания газов используется четыре метода:
- низкотемпературная сепарация тяжелых углеводородных компонентов (НТС);
- низкотемпературная конденсация тяжелых углеводородных компонентов (НТК);
- абсорбционное отбензинивание газов, включая низкотемпературную абсорбцию (НТА);
- адсорбционное отбензинивание газов.
Каждый из этих методов является эффективным и используется при определенном содержании извлекаемых компонентов в исходном газе. Процессы НТК и НТС целесообразно применять при сравнительно больших содержаниях компонентов С3+ в исходном газе (400-600 г/м3 газа). Процесс абсорбционного отбензинивания применяют при содержании углеводородов С3+ до 250 г/м3 газа, а процесс адсорбционного отбензинивания – при содержании углеводородов С3+ от 1 до 20 г/м3 газа.
6.2. Извлечение тяжелых углеводородов
методом низкотемпературной сепарации
Низкотемпературной сепарацией называется процесс однократной конденсации газа при температурах от минус 10 до минус 25 0С и разделения образовавшихся равновесных газовой и жидкой фаз. В равновесных газовой и жидкой фазах одновременно присутствуют все компоненты сырьевого газа, но жидкая фаза преимущественно состоит из углеводородов С3+, а газовая – из метана и этана.
Принципиальная технологическая схема установки НТС представлена на рис. 6.1. По этой схеме газ из скважины I поступает во входной сепаратор 1, где
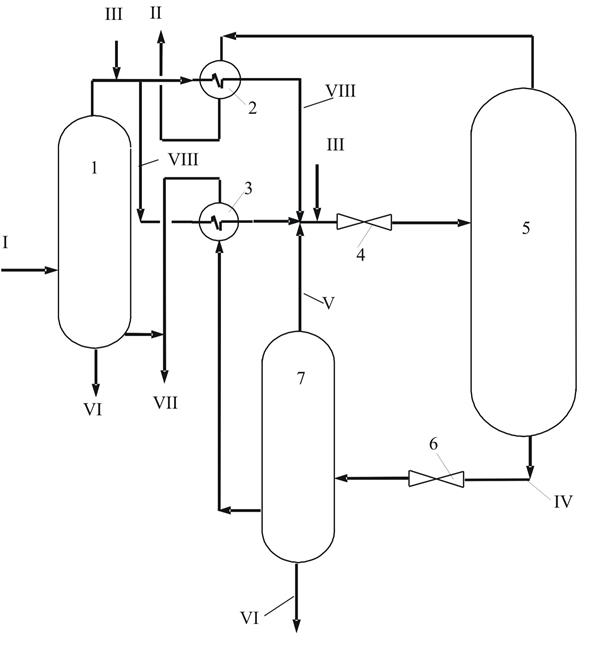
Рис. 6.1. Принципиальная технологическая схема установки НТС:
1 – входной сепаратор; 2,3 – регенеративные теплообменники;
4 – дроссель (детандер, испаритель холодильной машины);
5 – низкотемпературный сепаратор; 6 – дроссель;
7 – сепаратор нестабильного конденсата;
I – газ из скважины; II – отсепарированный газ; III – регенерированный
ингибитор гидратообразования; IV – нестабильный конденсат и водный
р
Дата добавления: 2020-08-31; просмотров: 1216;
Поиск по сайту
Узнать еще
- ОСНОВНЫЕ ТИПЫ И СВОЙСТВА НАПОЛЬНЫХ И БОРТОВЫХ СИСТЕМ ТЕХНИЧЕСКОГО ДИАГНОСТИРОВАНИЯ
- I. Товар и его свойства.
- II. Основные положения
- II. Основные характеристики микроскопа.
- II. Физико-химические, восстановление металлов из их оксидов или карбидов.
- II. Языкознание и его основные разделы.
- II.3. Физико-химические свойства нефтей и природных газов
- II.4. Классификация нефтей и газов по их химическим и физическим свойствам

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
