Регенерация покрытий и нежёстких дорожных одежд
Методы горячей регенерации на месте, на дороге и методы горячего ресайклинга*. Различают четыре основных метода этой группы, заключающиеся в выравнивании и восстановлении формы покрытия:
• без добавления новой смеси;
• с добавлением новой смеси, но без перемешивания;
• с добавлением новой смеси и с перемешиванием;
• с добавлением новой смеси и её перемешиванием со старой смесью и с одновременной укладкой нового слоя асфальтобетона.
Первые два метода на автомобильных дорогах практически не применяются.
При любом способе горячей регенерации одной из основных операций является разогрев старого асфальтобетонного покрытия. Задача состоит в том, чтобы плавно разогреть обрабатываемый слой асфальтобетона до температуры его переработки и при этом не перегреть вяжущее, которое при высокой температуре
ухудшает свои свойства за счёт испарения лёгких фракций и выгорает, если нагрев
превышает температуру вспышки вяжущего, равную 180…220 оС - для вязких битумов и 45…110 оС - для жидких битумов.
Температура переработки асфальтобетона на вязких битумах колеблется от 100 до 150 оС, редко до 180…200 оС.
Нагревают асфальтобетонное покрытие при помощи газовых горелок инфракрасного излучения, объединенных в блоки или панели асфальторазогревателя. Сразу после полного включения панелей горелок, которые расположены над поверхностью покрытия на высоте не менее 5 см, идёт быстрое нагревание верхнего слоя асфальтобетона, от которого тепло передаётся вниз (рис. 17.2).
Режим разогрева слоя регулируют изменением давления в газовой системе, изменением положения панелей над поверхностью покрытия или скорости движения асфальторазогревателя.
Исходя из ограничений по температуре вспышки битума, максимальная продолжительность непрерывного нагрева поверхности асфальтобетона не должна превышать 3 мин при температуре воздуха +20 оС. После этого необходимо понизить температуру нагревания или сделать перерыв в подаче теплоты и затем продолжить нагрев до тех пор, пока температура всего слоя на глубину рыхления достигнет требуемых значений (рис. 17.3).
Теплообмен в слое протекает неравномерно. Вначале поверхность нагревается быстрее, чем нижние слои.
_______________________________
*Регенерация – восстановление утерянных свойств материала; ресайклинг, или рециклинг, - повторное использование материала.
150
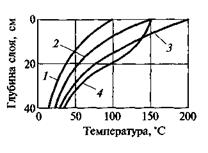
Рис. 17.2. Температурный режим разогреваемого слоя:
1, 2, 3, 4 – время нагрева 1; 2; 3; 5 мин соответственно
К моменту рыхления верхние слои остывают, но нижние за счёт теплопроводности аккумулированного теплоты продолжают набирать температуру. Это обеспечивает при перемешивании среднюю стабильную температуру 80…100 оС.
Как правило, разогрев производят самоходным асфальторазогревателем при медленном движении блока горелок в две или три ступени, сначала до температуры поверхности 90…100 оС, затем в одну или две ступени окончательного разогрева до требуемой температуры.
Длину каждой панели или блока горелок определяют в зависимости от скорости движения асфальторазогревателя и допустимой максимальной продолжительности непрерывного нагрева асфальтобетона. При скорости движения асфальторазогревателя 2 м/мин и продолжительности нагрева 2,5 мин длина панели горелок составляет 5 м. При большей скорости движения длина панели увеличивается.
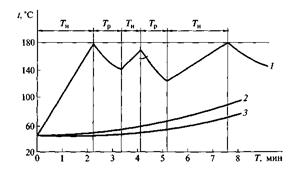
Рис. 17.3. Прерывистый (щадящий) режим разогрева асфальтобетонного покрытия
при скорости движения разогревателя 2 м/мин
1 – поверхность покрытия; 2 – глубина слоя прогрева 20 мм; 3 - глубина слоя прогрева 40 мм; Тн – продолжительность работы горелок; Тр - продолжительность перерыва в работе горелок
151
Глубину рыхления, разогреваемую до рабочей температуры, принимают не менее толщины слоя регенерации, которая зависит от крупности зёрен щебня или песка в асфальтобетоне, но составляет не менее:
• 20 мм - для песчаных смесей;
• 25 мм - для щебёночных смесей с зёрнами размером до 15 мм;
• 35 мм - для щебёночных смесей с зёрнами размером до 20 мм.
Обычно глубину разогрева принимают 30…60 мм в зависимости от толщины верхнего слоя асфальтобетона и максимальной глубины рыхления, которую может обеспечить термосмеситель.
Выравнивание и восстановление формы покрытия с добавлением новой смеси и её перемешивание со старой. Данный метод называют термопрофилированием или Remix, а машины для его реализации называют ремиксерами (Remixer). Из всех методов горячей регенерации метод термопрофилирования и машины ремиксеры разных фирм и модификаций получили наибольшее распространение.
Метод термопрофилирования применяют в случае, когда существующее покрытие имеет много дефектов в виде трещин, колей, сетки трещин, а также когда необходимо усилить старое покрытие. Для этого к снятому и разрыхлённому материалу старого покрытия добавляют новый материал в количестве 25…50 кг/м2 при ремонте без усиления и до 150 кг/м2 при ремонте с усилением.
Для подбора состава добавляемой смеси с учётом свойств старого асфальтобетона из покрытия отбирают пробы (керны), изучают состав старой смеси, проектируют требуемый состав с учетом условий движения и эксплуатации дороги. Назначают вид и состав добавляемой смеси так, чтобы после ее перемешивания со старой смесью получить асфальтобетон с требуемыми свойствами.
Старый и новый материал перемешивают в смесителе, получают однородную смесь, которую укладывают в виде одного слоя покрытия. Глубина фрезерования старого покрытия может достигать 50…60 мм.
Метод позволяет скорректировать зерновой состав старого асфальтобетона, устранить последствия старения битума, повысить шероховатость покрытия и обеспечить хорошую связь между регенерированным слоем и старым покрытием.
Технологический процесс метода термопрофилирования включает в себя следующие основные операции (рис. 17.4):
• подготовительные работы, к которым относят ограждение места производства работ, подготовку машин и оборудования, разметку участка, загрузку новой смеси в приёмный бункер и др.;
• предварительный и окончательный разогрев существующего покрытия;
• рыхление или фрезерование старого покрытия и подачу снятого материала в смеситель;
152
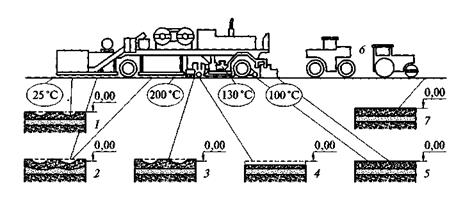
Рис. 17.4. Последовательность технологических операций,
выполняемых при термопрофилировании:
1 – покрытие до ремонта; 2 – нагрев; 3 – рыхление; 4 – сбор разрыхленной смеси, добавление новой, перемешивание; 5 – разравнивание, предварительное уплотнение;
6 – окончательное уплотнение; 7 – готовое покрытие
• подачу в мешалку нового материала и перемешивание его со старым;
• распределение и предварительное уплотнение асфальтобетонной смеси;
• окончательное уплотнение слоя покрытия.
Оборудование для выполнения этих операций состоит из трёх панелей горелок инфракрасного излучения для предварительного разогрева, смонтированных на отдельном шасси (разогреватель типа ДЭ-234), и термосмесителя типа ДЭ-232, в состав которого входят несколько блоков (панелей) нагревательных газовых
горелок, ёмкости для сжатого газа, приемный бункер для новой смеси, рыхлитель-фреза, шнековый питатель для подачи нового материала в смеситель, мешалка (смеситель) принудительного действия, шнековый разравниватель и планирующий отвал, вибробрус для предварительного уплотнения и др.
Современные ремиксеры при необходимости могут выполнять все виды горячей регенерации на дороге.
Работы начинают после очистки покрытия от пыли и грязи. Разогрев покрытия производят ступенчато. Вначале в течение 6…7 мин производят предварительный прогрев покрытия. Затем при рабочей скорости 1,2…1,3 м/мин прогревают покрытие в течение 10…20 мин в зависимости от температуры воздуха. После этого выходят на стационарный режим движения 2,5…3 м/мин, температуры нагрева 110…120оС.
Минимальная продолжительность нагрева  при высоте нагревателя над поверхностью покрытия 50 мм для слоя толщиной 40 мм зависит от температуры воздуха
при высоте нагревателя над поверхностью покрытия 50 мм для слоя толщиной 40 мм зависит от температуры воздуха  :
:
153
 , оС , оС
| ||||
 , мин , мин
| 8,8 | 6,9 | 5,9 |
После разогрева верхний слой покрытия фрезеруют и полученный гранулят подают в смеситель, куда вводят новую горячую смесь, которую перемешивают с гранулятом, укладывают и уплотняют.
Важно отметить, что укладку смеси ведут на горячее основание, что улучшает процесс слияния верхнего и нижнего слоев в единый монолит. В результате за один проход получается новое, более прочное покрытие, устраняются колеи, трещины и неровности (рис. 17.5). Тем не менее, обычно, на слой регенерированного асфальтобетона укладывают защитный слой или дополнительный тонкий слой нового асфальтобетона.
Разновидностью метода термосмешения является метод термопластификации. Суть этого метода состоит в том, что в процессе фрезерования или перемешивания кроме новой смеси добавляют ещё и пластификатор в количестве 0,1…0,6 % от массы смеси, который улучшает свойства битума в старой асфальтобетонной смеси. При этом во многих случаях нет необходимости добавлять новый материал, поскольку хорошо восстанавливаются свойства старого материала.
Термопластификацию осуществляют обычным ремиксером, оснастив его узлом для введения пластификатора. Толщина обновляемого слоя составляет до 50 мм. В качестве пластификатора используют масла нефтяного происхождения с содержанием ароматических углеводоров не менее 25 мас. %. Можно также применять экстракты селективной очистки масляных фракций нефти, зелёное масло и др.
Дальнейшим развитием метода регенерации с добавлением новой смеси и её перемешиванием является так называемый метод ремикс-плюс, который состоит в том, что на слой регенерированного асфальтобетона сразу, той же машиной укладывают дополнительный слой усиления или защитный слой из новой смеси. Для этого термосмеситель оборудуется дополнительным распределительным шнеком, расположенным за первым шнеком (рис. 17.6).
Рис. 17.5. Вид покрытия до и после ремонта
154
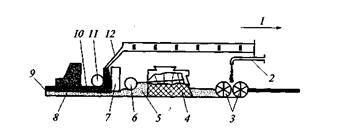
Рис. 17.6. Устройство для укладки дополнительного слоя покрытия
при терморегенерации по методу ремикс-плюс:
1 – направление движения; 2 – разбрызгивание битума; 3 – разрыхляющие фрезы; 4 – смеситель;
5 – смесь; 6 – первый распределяющий шнек; 7 – разравнивающий брус; 8 – смесеукладочный брус; 9 – новая смесь; 10 – смесь материала старого покрытия и битума;
11 – второй распределяющий шнек; 12 – подача новой смеси
Окончательное уплотнение первого и второго слоёв производят одновременно, сначала лёгким вибрационным катком с выключенным вибратором или гладковальцевым катком массой 6…8 т, затем продолжают вибрационным катком с включенным вибратором и пневмоколёсным катком массой 16…20 т. Завершают уплотнение тяжёлым гладковальцевым катком.
Работы по термопрофилированию можно производить при температуре воздуха не ниже +20 оС, а с применением дополнительного асфальторазогревателя - при температуре воздуха не ниже +5 оС. Скорость ветра не должна быть более 7 м/с. При большей скорости ветра резко возрастают потери тепловой энергии, которая рассеивается в атмосфере. Кроме того, при сильном ветре происходит задувание горелок.
Новая технология горячей регенерации асфальтобетонного покрытия на месте разработана фирмой, которая выпускает для её реализации специальный комплект машин AR-2000. Комплект состоит из двух предварительных асфальторазогревателей, нагревателя-фрезеровщика, горячего смесителя, укладчика и катков (рис. 17.7).
Существенное отличие этой технологии в том, что разогрев асфальтобетонного покрытия производится не горелками инфракрасного излучения, а нагретым до 600 оС воздухом, который обтекает поверхность покрытия, нагнетается в поры асфальтобетона под давлением, создаваемым компрессором, и вакуумируется (откачивается) вакуумным насосом.
Подогрев воздуха может производиться сжиганием газа или дизельного топлива. Разогревающее устройство в виде герметически замкнутого прямоугольника (коробки) плотно прижимается к поверхности покрытия.
155
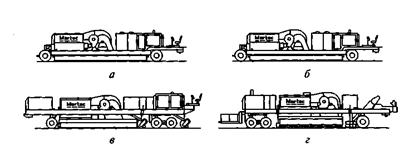
Рис. 17.7. Горячая регенерация комплектом машин AR-2000:
а, б – стадия первая: предварительный и полный разогрев; в – стадия вторая: продолжение разогрева до глубины 50 мм и разрыхление; г – стадии третья и четвертая: продолжение разогрева, подача материала в мешалку, добавление нового материала, перемешивание и укладка
В пространство между покрытием и разогревателем с одной стороны накачивается горячий воздух, а с другой стороны он отсасывается вакуумным насосом. Откаченный горячий воздух снова поступает в компрессор и так постоянно циркулирует.
Это способствует многократному снижению потерь тепловой энергии при разогреве асфальтобетонного покрытия по сравнению с разогревом горелками инфракрасного излучения, полностью исключает выгорание битума и пережог смеси, а также выделение выбросов газа, дыма и пыли в атмосферу. Ширина обрабатываемой полосы может изменяться в диапазоне 3,3…4,0 м, глубина разогрева до 50 мм, скорость движения комплекта 5…7 м/мин. За одну смену комплект обрабатывает полосу длиной около 3 км. Общая длина комплекта в работе составляет 75 м. Эффективность работы этого комплекта особенно высока при больших объёмах.
Комбинированные способы горячей регенерации состоят в том, что асфальтобетон старого покрытия снимают горячей фрезой, отправляют на стационарный асфальтобетонный завод, где его перерабатывают горячим способом с добавлением к старому асфальтобетону битума и около 60 % новых материалов. Полученную смесь в горячем состоянии укладывают в покрытие на той дороге, где была получена старая смесь, или на другой дороге.
Методы холодной регенерации включают в себя снятие и размельчение материала слоёв асфальтобетонного или цементобетонного покрытия, их обработку
органическим или минеральным вяжущим с добавлением или без добавления новых
минеральных материалов, укладку и уплотнение.
Методы рециклинга чаще применяют при реконструкции дорог, поэтому в данной работе рассмотрены только кратко.
156
Одной из основных технологических операций холодной регенерации являются снятие и размельчение материалов слоёв существующей дорожной одежды. Эти операции обычно производят с помощью холодных фрез.
Для большинства асфальтобетонных покрытий, за исключением случая, когда заполнитель имеет очень низкую прочность, зубья планировщика разрушают старое дорожное покрытие по линиям асфальтовяжущего вещества. При этом гранулометрический состав исходной смеси изменяется очень мало и снятые куски и щебёнки асфальтобетона обычно покрыты вяжущим, что позволяет использовать
их для приготовления новой смеси с минимальным расходом битума или битумной эмульсии.
Холодным фрезерованием можно снимать старое покрытие послойно и тем самым отделять материал верхнего слоя из мелкозернистого асфальтобетона от материала нижнего слоя из крупнозернистого асфальтобетона с последующей укладкой в соответствующие слои дорожной одежды.
Холодное фрезерование дорожного покрытия применяют:
• для снятия старого покрытия с трещинами, чтобы предупредить их выход на новое покрытие при усилении дорожной одежды;
• восстановления поперечного профиля дорожной одежды и устранения колей, выбоин и других деформаций;
• увеличения вертикального габарита путепровода над дорогой;
• уменьшения собственной массы дорожной одежды на мостах и путепроводах;
• сохранения высоты бордюров и отметок водосборных, водоотводящих и дренажных систем в населённых пунктах, на городских улицах и в других случаях.
Глубина фрезерования зависит главным образом от состояния покрытия. Чаще всего одним проходом фрезерной машины снимают верхний слой, а на нижний слой укладывают новое покрытие из одного или нескольких слоёв.
Способы холодной регенерации, или ресайклинга, отличаются между собой материалом, используемым для укрепления гранулята: органическим, минеральным или комплексным.
Полученный при холодном фрезеровании гранулят может быть повторно использован без переработки или с переработкой на месте в передвижной установке или на стационарном заводе с добавлением или без добавления минерального материла (щебня).
В режиме холодного ресайклинга широко используют обработку гранулята битумной эмульсией, жидким или вспененным битумом (рис. 17.8).
При необходимости улучшить гранулометрический состав смеси или усилить дорожную одежду к полученному грануляту добавляют необходимое количество щебня.
157
В этом случае работу выполняют в такой последовательности:
• на очищенное старое покрытие вывозят и автогрейдером распределяют слой щебня;
• машиной для холодного фрезерования снимают старое покрытие и полученный гранулят перемешивают в самой машине со щебнем. В момент перемешивания смеси добавляют воду для смачивания щебёнок и битумную эмульсию в необходимом количестве;
• смесь окончательно разравнивают и уплотняют автогрейдером.
На уложенный слой укладывается защитный слой или слой нового покрытия из асфальтобетона.
Холодный ресайклинг с применением в качестве вяжущего цемента обычно используют для устройства основания из гранулята, полученного при фрезеровании старого асфальтобетонного покрытия (рис. 17.9).
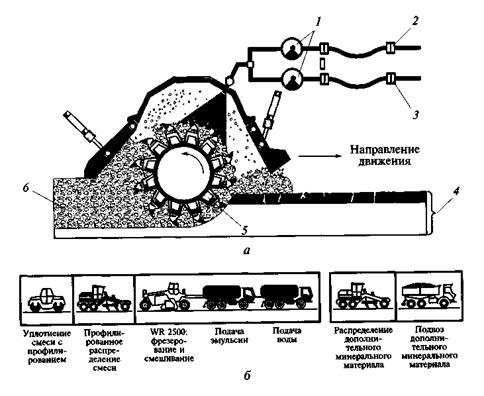
Рис. 17.8. Схема рабочего процесса (а) и комплекс машин с описанием основных операций (б) для холодного ресайклинга с применением битумной эмульсии:
1 – управляемые микропроцессором насосы; 2 – штуцер для подключения к цистерне с эмульсией; 3 - штуцер для подключения к цистерне с водой; 4 – поврежденный асфальтобетонный слой и нестабилизированное основание; 5 – фрезерный барабан; 6 – обработанная смесь
158
При этом добавка цемента составляет 3…5 % массы гранулята. Для достижения оптимальной влажности одновременно добавляют необходимое количество воды. Обработанную смесь разравнивают и уплотняют.
После набора прочности уложенной смеси устраивают новый слой асфальтобетонного покрытия или защитный слой.
Метод холодного ресайклинга асфальтобетонного покрытия может быть использован при применении комплексного вяжущего, состоящего из битумной эмульсии и цемента. В результате получается асфальтогранулобетон (АГБ).
Асфальтогранулобетон приготавливают в смесительной установке с принудительным перемешиванием в холодном состоянии асфальтобетонного гранулята с добавками щебня фракций 5…25 мм (если необходимо), цемента, катионной битумной эмульсии и воды для смачивания, если влажность гранулята ниже 1 %. Добавки в гранулят вводят в таком порядке: щебень, вода для смачивания, эмульсия, цемент.
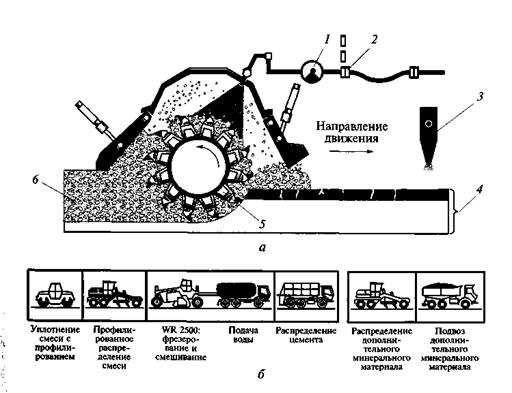
Рис. 17.9. Схема рабочего процесса (а) и комплекс машин с описанием основных операций (б) для холодного ресайклинга с применением цемента:
1 – управляемые микропроцессором насос для разбрызгивания воды; 2 – штуцер для подключения к цистерне с водой; 3 – распределитель цемента; 4 – поврежденный асфальтобетонный слой и нестабилизированное основание; 5 – фрезерный барабан; 6 – обработанная смесь
159
При приготовлении АГБ-смеси может быть использован гранулят, полученный как при послойном, так и однопроходном фрезеровании существующего покрытия на глубину 14 см. Однако кривая гранулометрического состава гранулята должна иметь плавное очертание и вписываться в границы составов для пористых и высокопористых смесей. Зёрен щебня фракций крупнее 5 мм должно быть не менее 35…40 %. В противном случае к грануляту добавляют щебень.
Смесь укладывается на подготовленное основание при температуре воздуха не ниже 0 оС и уплотняют сначала виброплитой, а затем звеном катков. После испарения влаги (примерно через 2 ч после окончания уплотнения) можно открывать движение транспортных средств с ограничением скорости до 40 км/ч.
Через 4…5 ч можно укладывать следующий слой асфальтобетона, который выполняет роль защитного слоя и слоя износа. Вся технология может быть реализована в двух вариантах:
а) ведущая машина - фрезеровальная. В этом случае перемешивание и укладку смеси производят в передвижном смесителе;
б) ведущая машина - фрезеровально-смешивающая, с помощью которой выполняют все операции по фрезерованию, перемешиванию, укладке и предварительному уплотнению смеси.
Методы холодно-горячей регенерации (комбинированные методы) можно разделить на две группы:
• с переработкой старого асфальтобетона на месте (на дороге) в передвижных смесительных установках;
• с переработкой старого асфальтобетона на стационарных асфальтобетонных заводах.
Технология холодно-горячей регенерации с переработкой старого асфальтобетона на месте в передвижной смесительной установке может быть реализована с использованием специального комплекта машин. Основной машиной этого комплекта является передвижная асфальтосмесительная установка с сушильным барабаном.
В состав комплекта входят щебнераспределитель, холодная фрезеровальная машина, передвижная асфальтосмесительная установка, асфальтоукладчик, комплект катков.
Технология работ включает в себя следующие операции:
• на очищенное от пыли и грязи покрытие распределяют равномерный слой щебня на всю полосу обработки. Новый щебень обычно добавляют в количестве 50…70 % от объёма сфрезерованного гранулята;
160
• холодной фрезой на глубину 30…50 мм снимают верхний слой покрытия, измельчается, одновременно перемешивается с новым щебнем и выкладывается в виде вала на полосе фрезерования;
• погрузчиком-питателем смесь гранулята со щебнем подается в движущийся сушильный барабан асфальтосмесительной установки, где смесь высушивается и подогревается до рабочей температуры;
• горячая смесь поступает в смесительное отделение асфальтосмесителя, куда вводится битум в количестве 5…7 % массы нового щебня, и перемешивается;
• из смесителя готовую смесь выгружают в приёмный бункер асфальтоукладчика, распределяют и предварительно уплотняют;
• производят окончательное уплотнение комплектом катков.
В результате общая толщина асфальтобетонного покрытия увеличивается на 2…4 см. На этот слой укладывают защитный слой в виде поверхностной обработки или слой износа из новой асфальтобетонной смеси.
В городских условиях переработку снятого холодной фрезой гранулята, как правило, производят на стационарных асфальтобетонных заводах, где имеются лучшие условия для обеспечения высокого качества регенерированного асфальтобетона.
Особенности обеспечения качества при регенерации и повторном использовании материалов. Регенерация и ресайклинг являются перспективными методами ремонта дорожных покрытий. Однако эти технологии требуют дальнейшего развития и совершенствования, особенно в отношении качества материалов и слоёв дорожной одежды, получаемых с применением указанных технологий.
Одна из главных проблем состоит в неоднородности материала старого покрытия, который после переработки и улучшения укладывается повторно.
Неоднородность обусловлена тем, что старое покрытие могло быть уложено много лет назад различной толщиной слоёв, из различных материалов, особенно битумов, которые со временем изменяют свои свойства.
В процессе эксплуатации старое покрытие неоднократно ремонтировалось с применением различных технологий и материалов. Поэтому к моменту регенерации и повторного использования состав материала снимаемых слоёв может существенно изменяться на отдельных участках.
В связи с этим необходим тщательный контроль за составом, качеством и однородностью материала старого покрытия. В связи с этим другая проблема состоит в том, что в процессе фрезерования получают гранулы различной величины, некоторая часть щебня размельчается и обнажает не обработанную битумом поверхность. Другие частицы минерального материала остаются покрытыми битумной плёнкой.
161
При перемешивании с новым вяжущим и введением нового щебня толщина плёнки на старых и новых частицах минерального материала может быть неравномерной.
Все это может привести к неоднородности получаемого материала и снизить его физико-механические свойства.
Учитывая эти особенности, переработанный материал старого покрытия обычно укладывают в нижние слои новой дорожной одежды или в слои, которые закрывают защитным слоем.
Содержание и ремонт цементобетонных покрытий
Рекомендуется следующая очерёдность проведения ремонтных работ цементобетонных покрытий:
• устройство швов расширения (компенсационных швов);
• разделка, очистка, восстановление геометрии деформационных швов и их герметизация;
• консервация трещин;
• замена разрушенных участков плит на всю толщину;
• выравнивание поверхности покрытия;
• устранение сколов кромок плит и выбоин;
• устранение разрушения поверхности бетона;
• устранение усадочных трещин;
• укрепление поверхности бетона специальными гидрофобизирующими составами.
Восстановление герметизации деформационных швов включает в себя следующие операции: очистка шва от старой мастики; разделка шва нарезчиком швов; очистка шва металлическими щётками; продувка шва сжатым воздухом; просушивание шва горячим воздухом при влажном бетоне, запрессовка уплотнительного шнура; обработка стенок шва огрунтовочным составом; герметизация.
Консервацию трещин шириной до 40 мм, когда кромки трещины не обрушены, осуществляют практически по той же технологии, что и герметизацию деформационных швов.
До начала консервации трещины разделывают распиливанием пальчиковой фрезой на глубину 30 мм и тщательно очищают от каменной мелочи, пыли, грязи и других посторонних предметов, препятствующих хорошему сцеплению герметизирующих материалов с бетоном.
162
Трещину продувают сжатым воздухом, а при влажном бетоне - горячим воздухом, засыпают резиновую крошку или запрессовывают уплотнительный шнур, обрабатывают стенки трещины огрунтовочным составом и герметизируют.
В случае, когда кромки трещины значительно разрушены, выполняют ремонт с применением специальных материалов по типу ремонта сколов.
Для герметизации всех видов швов и трещин в жёстких покрытиях используют герметики холодного и горячего применения, а также целые и полые резиновые профили.
При выборе типа герметика учитывают возможные максимальные отрицательные и положительные температуры воздуха региона, где расположено покрытие. Большую роль на эффективность работы герметика в швах и его срок службы оказывает деформативность герметизирующих материалов.
На дорогах России и стран СНГ для герметизации швов и трещин в различных дорожно-климатических зонах находят широкое применение мастики серии «Новомаст» (Россия) и «CRAFCO» (США) (табл. 17.5), серии «BIGUMA» (Германия) и др.
При устранении сколов кромок плит выполняют оконтуривание дефектных мест с помощью нарезчика швов с алмазными дисками. Удаляют разрушенный бетон пневмоинструментом с малой энергией удара (специальным перфоратором, игольчатым пистолетом) и тщательно очищают место ремонта металлическими щётками.
В случае устранения сколов кромок швов и трещин в шов (трещину) устанавливают гибкую опалубку. Затем осуществляют грунтовку поверхности, заполнение повреждённого участка ремонтным материалом и уход за поверхностью, если ремонтный материал приготовлен на основе минерального вяжущего.
Таблица 17.5. Характеристики мастик «Новомаст» и CRAFCO
| Показатель | Марки мастики Новомаст (Россия) (ТУ 5775-001-18893843-99) | Марки мастики CRAFCO (США) | ||||
| RS 34231 | RS 34221 | |||||
| Климатическая зона применения | I, II | I, II | III, IV | V | I, II | II, III |
| Температура размягчения по методу кольца и шара (КиШ), оС, не ниже | - | - | ||||
| Температура хрупкости по Фраасу, оС, не выше | -25 | -45 | -40 | -35 | -40 | -30 |
| Относительное удлинение при растяжении на разрыв, %, не менее: при +20 оС при -20 оС | - | - |
163
После затвердевания ремонтного материала гибкую опалубку удаляют.
При замене разрушенных участков плит выпиливают по контуру на полную толщину заменяемую плиту и разрезают ее на сегменты.
Важным элементом этой технологии является подъем выпиленных участков плит, подлежащих замене. Для этого используют специальные цанговые захваты, которые устанавливают в скважинах, выбуренных в покрытии. Это позволяет удалять разрушенные участки плит без повреждения кромок соседних участков покрытия.
Затем устраивают скользящую прослойку между слоем основания и вновь устраиваемого покрытия. Для обеспечения совместной работы ранее уложенных и новых плит покрытия устанавливают арматурные каркасы и штыри. Укладку бетонной смеси производят с использованием средств малой механизации, позволяющих обеспечить получение покрытия необходимой ровности и заданного уклона.
Для ремонта цементобетонных покрытий широкое распространение получили сухие бетонные смеси Emaco, выпускаемые в России ЗАО «Ирмаст-Холдинг» по лицензии фирмы МАСspa (Италия). Основу смесей серии Emaco составляет специальный цемент, представляющий собой быстротвердеющий пластифицированный расширяющийся продукт, получаемый на основе портландцементного клинкера и комплекса расширяющих и пластифицирующих добавок (табл. 17.8).
Основными достоинствами бетонных смесей Emaco и бетонов на их основе являются:
• простота использования и высокая технологичность готовых смесей, не требующая их уплотнения после укладки;
• высокая подвижность и продолжительное время сохранения подвижности (более 1,5 часа), реопластичность и отсутствие расслоения смесей после затворения водой;
• компенсация усадки, как в пластичном, так и в затвердевшем состоянии;
• высокая начальная (не менее 30 МПа) и конечная (не менее 70 МПа) прочность бетона;
• отличное сцепление со старым бетоном и сталью, высокое усталостное сопротивление;
• морозостойкость бетона в растворе противогололёдных материалов, составляющая более 300 циклов, при этом марка бетона по водонепроницаемости выше W12;
• высокая ударопрочность и прочность на изгиб для бетонов с металлической фиброй;
• модуль упругости, близкий к модулю упругости бетона.
164
На автомобильных дорогах с бетонным покрытием часто встречаются просадки отдельных плит, особенно если в деформационных швах не были предусмотрены стыковые соединения.
Для проведения работ по подъему просевших плит в каждой плите просверливают 6-8 отверстий диаметром 35…50 мм, располагаемые равномерно по всей поверхности плиты. В отверстия вводят и фиксируют в них штуцеры. Под воздействием воздуха, подаваемого под давлением, бетонная плита отрывается от основания. Затем под плиту вводят путём впрыска специальный быстродействующий раствор, и пустоты заполняются под давлением. Осевшие плиты поднимают на требуемый уровень. Буровые отверстия в верхней части бетонной плиты очищают и заполняют специальным составом. Движение по отремонтированному участку возможно уже через 4 ч после завершения работы.
Другим способом устранения неровностей на покрытии является его фрезерование. Для этой цели применяют специальные мощные машины, рабочий орган которых вал с набором алмазных дисков общей шириной 0,6…1,5 м. Алмазные диски срезают неровности без разрушения микроструктуры остающегося бетона.
Данная технология служит не только для устранения неровностей покрытия, но и связана также с повышением степени безопасности движения в результате увеличения сцепления колёс с бетонным покрытием.
Шелушение бетона - наиболее характерный вид разрушений жёстких покрытий. При глубине шелушения до 10 мм возможно предварительное выравнивание поверхности покрытия путём его фрезерования, а затем укрепление бетона гидрофобизирующим составом с помощью пропитки.
При глубине шелушения более 10 мм одна из возможных технологий ремонта заключается в том, что повреждённую поверхность сначала очищают от разрушенного бетона, обрабатывают специальным грунтовочным составом и затем ремонтируют с помощью быстротвердеющего высокопрочного армированного бетона серии Emaco.
Для ремонта мест неглубокого шелушения бетонных поверхностей наряду с материалами на основе минеральных вяжущих используют материалы на основе искусственных смол.
Основным недостатком бетонов на основе искусственных смол является их большая усадка в процессе твердения, которая при неправильном подборе состава может достигать 8…12 %. Кроме того, температурные деформации полимербетонов в 2-3,5 раза превышают температурные деформации цементобетона. Однако для выполнения работ в небольших объемах и в короткие сроки материалы на основе искусственных смол являются более предпочтительными.
165
Одними из апробированных на практике являются материалы на основе метакрилатных смол, выпускаемых под торговой маркой «Силикал».
При работе в различных климатических условиях России и стран СНГ хорошо зарекомендовала себя модифицированная эпоксидная смола «Конкретин». Основным преимуществом эпоксидных смол «Конкретин» по сравнению с известными эпоксидными смолами ЭД-10, ЭД-16, ЭД-20, выпускаемыми отечественной промышленностью, является малая начальная вязкость, отсутствие растворителей в составе, низкий модуль упругости в затвердевшем состоянии и большое предельное относительное удлинение.
Для повышения сцепления эпоксидной смолы «Конкретин» с бетонным покрытием используют маловязкую, не содержащую растворитель смолу «Конкретин IHS-BV».
При глубоких повреждениях для выравнивания поверхности бетона используют эпоксидную смолу «Конкретин GMH» в смеси с фракционированным кварцевым песком. Бетон на основе эпоксидной смолы «Конкретин GMH» имеет следующие характеристики:
| Плотность при 23 оС, г/см3 | 2,05 |
| Коэффициент температурного расширения, оС-1 | 3×10-5 |
| Прочность при сжатии, МПа | |
| Прочность на растяжение, МПа | |
| Модуль упругости, МПа | 3,8×103 |
| Предельное относительное удлинение при разрыве, % | 1,5 |
Для ремонта поверхностного слоя бетонных покрытий В.В. Ушаков и А.В. Вишневский предложили использовать порошкообразные полимеры.
Порошкообразные полимеры способны расплавляться под действием высокой температуры и образовывать плёночные покрытия при последующем остывании. На этом ос<
Дата добавления: 2020-08-31; просмотров: 847;
Поиск по сайту
Узнать еще
- А - дорожная одежда без прокладки; б - дорожная одежда с прокладкой.
- А - конструкция с гидроизолирующей прослойкой под дорожной одеждой; б - то же, в земляном полотне; в - то же, с армирующей прослойкой
- Автоматизация расчета и построения базовых конструкций одежды
- Автоматизированная система технической паспортизации (АСПАД) и создание автоматизированного банка дорожных данных (АБДЦ).
- Автоматизированная система технической паспортизации дорог и создание банка дорожных данных
- Автоматизированные банки дорожных данных.
- Балки покрытий
- Боевая одежда пожарных, оборудование для выполнения первоочередных аварийно-спасательных работ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
