Изготовление оболочек
Основной операцией изготовления рентгеновских трубок – заваркой - называется впаивание собранных на ножках анода и катода в оболочку (баллон). Назначением баллона является герметическое отделение внутреннего вакуумного пространства трубки от внешней атмосферы и электрическая изоляция электродов друг от друга.
Форма и размеры баллона подбираются такими, чтобы при полном, рабочем напряжении не мог возникнуть скользящий разряд по внешней поверхности трубки. Средний градиент потенциала вдоль поверхности стекла оболочке, кал указывалось выше, не должен превышать 3,5- 4 кВ/см, при работе трубки в воздухе и 5-6 кВ/см - при работе в масле. Поверхность баллона должна быть достаточно большой, чтобы стекло не перегревалось от теплового излучения с катода и анода и от бомбардировки отраженными электронами.
Материал баллона должен с малым ослаблением пропускать излучение, должен быть абсолютно газонепроницаемым и легко обезгаживаться при откачке трубки, должен иметь достаточно высокую температуру плавления и быть хорошим изолятором для высоких напряжений, должен хорошо обрабатываться и, наконец, должен быть прозрачным для валимого света, что облегчает процесс изготовления трубки.
Всеми этими свойствами обладает стекло. Поэтому в качестве материала для изготовления оболочка трубки почти исключительно применяется стекло.
Различные сорта стекол сильно отличаются друг от друга по своим свойствам. В производстве рентгеновских трубок, как указывалось выше, применяется тугоплавкое боросиликатное молибденовое стекло типа С47-1 с низким коэффициентом теплового расширения.
Стеклянные баллоны изготовляются на стекольном заводе выдуванием в деревянных или чугунных формах.
Баллоны с расширенной сферической, овальной или цилиндрической средней частью и с узкими горловинами выгодны с точки зрения обеспечения электрической прочности трубки. При расширении средней часта баллона стеклянные стенки его находятся в областях электрического поля с меньший градиентами потенциала. Узкая горловина препятствует проникновению отраженных электронов или положительных ионов вглубь анодного или катодного отростков баллона.
Кроне того ври увеличения поверхности баллона стекло меньше нагревается от теплового излучения катода и анода.
Однако, при конструирования трубок с защитой от неиспользуемого рентгеновского излучении, а также трубок, предназначенных для работа в защитном кожухе, где необходимо иметь возможно меньший диаметр трубки, применяются баллон» цилиндрической формы небольшого диаметра.
На рис.5.2 показаны некоторые формы баллонов рентгеновских трубок с припаянными металлическими деталями (гильзой, кольцами и анодным стаканом).
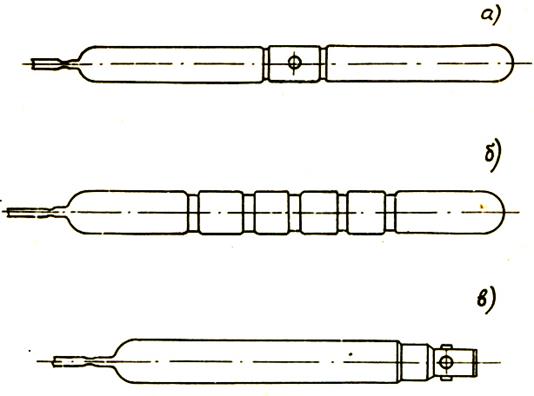
Рис. 5.2. Формы баллонов рентгеновских трубок с
припаянными металлическими деталями.
К стеклу баллонов рентгеновских трубок должны быть предъявлены требования как указывалось выше, в отношении дефектов. Стекло должно быть хорошо проварено, не должно иметь резких свилей, газовых пузырьков, посторонних включений (частиц металла, непроваренных крупинок песка). Поверхность стекла должна быть блестящей без матовых пятен и царапин. Толщина стенок должна быть одинаковой по всей окружности в любом сечении.
Заметим, что оболочки рентгеновских трубок всегда делаются из баллонов выдуваемых в формах, и не применяются цилиндрические тянутые стеклянные трубки, так как в последних небольшие газовые пузырьки в стекле вытягиваются в длинные капиллярные каналы, которые легко приводят к электрическому пробою вдоль оболочки рентгеновской трубки.
Стеклянные баллоны для рентгеновских трубок изготовляются вручную на стекольном заводе. Рабочий (выдувальщик) набирает на конец трубки из нержавеющей стали (диаметром 20-25 вам и длиною 1,0-1,25 м) комок стекла из горшка или ванны стеклоплавильной печи и, обкатывая о гладкую поверхность чугунной плиты, придает ему цилиндрическую форму. Затем поднимает его вверх и раздувается в толстостенный шарик, так называемую "баночку". При изготовлении крупных баллонов производят дополнительный набор стекла на трубку с баночкой и снова окатывают о чугунную плиту и слегка раздувают.

Рис. 5.3. Баллон защитной трубки с металлической средней частью.
Для того, чтобы баночка получила форму и размеры, соответствующие очертаниям выдуваемого баллона, ее перемещают из одного положения в другое, используя действие силы тяжести массы стекла для равномерного его распределения по всей заготовке. Подъем трубки вверх не дает стеклу накапливаться в куполе баночки. При опускании трубки вниз, баночка удлиняется. Когда заготовка получит необходимую длину и стекло достигнет необходимой степени вязкости, ее опускают в разъемную деревянную или чугунную форму и, быстро вращая, раздувают баллон. После затвердевания стекла раскрывают форму, вынимают баллон и отделяют его от стальной трубки. Затем баллоны отжигают в печи отжига с газовым или электрическим нагревом.
Выдутые на стекольном заводе баллоны всегда имеют длинные концы с сильно утолщенными стенками. Эти утолщенные концы обрезают и баллон тщательно промывают горячей водой или слабым (1-5%) раствором едкого натра, после чего тщательно промывают теплой дистиллированной водой и высушивают теплым воздухом. Высушенные баллоны просматривают и все замеченные мелкие дефекты (царапины, пузырьки, посторонние включения и т.п.) отмечают восковым карандашом. Баллоны с такими дефектами ремонтируют. Для этого обогревают сначала весь баллон в мягком пламени газовой горелки, а затем сильно разогревают стекло в местах расположения дефектов узким, резким пламенем. При этом царапины оплавляются, а пузырьки и посторонние включения извлекают стеклянной палочкой.
Слегка подогретым концом стеклянной палочки прикасаются к размягченному стеклу в месте расположения того или иного дефекта и вытягивают его вместе с пузырьком или посторонним включением. Затем это0 место баллона хорошо прогревают и выравнивают легким вдуванием воздуха. После ремонта весь баллон равномерно прогревают в широком пламени газовой горелки до температуры 500-520°С для устранения напряжений, возникающих в стекле при ремонте. При этом удаляется влага с поверхности стекла, что облегчает в дальнейшем откачку трубки. Поэтому полезно перед заваркой прогревать все баллоны до этой температуры.
Баллоны со впаянными металлическими деталями изготовляются из стеклянных цилиндров С47-1, также выдуваемых в формы.
Средняя часть баллона (гильза) трубки делается из листового ковара толщиной 1 мм штамповкой в 4 приема, с промежуточными отжигами в атмосфере водорода при температуре 1000-1100°С. Затем дно стакана срезается и концы его профилируются для увеличения жесткости и удобства припайки стеклянных цилиндров.
В средине гильзы на боковой ее поверхности делается отверстие (окно) диаметром 18-20 мм. Концы гильзы стачиваются на конус до толщины кромки равной 0,3 -0,4 мм. Гильза после изготовления промывается в бензине, протирается спиртом и отжигается в водороде. Запайка окна стеклом и припайка к гильзе стеклянных цилиндров производится следующим образом. Гильзу укрепляют в патроне: горизонтально-заварочного станка и нагревают в пламени газовой горелки докрасна. Затем на окисленную кромку отверстия (окна) наносят слой стекла с разогретой до размягчения стеклянной палочки. На этот слой стекла наносят следующие слои постепенно заполняя все отверстия. Затем стекло сильно прогревают и сплавляют его в одно целое. Лишнее стекло снимают и окну придают слегка выпуклую форму. Далее к гильзе припаивают с обеих сторон стеклянные цилиндры на горизонтально-заварочном станке, применяя те же приемы, как и при припайке стеклянной трубки к аноду. Затем баллон отжигается в электрической печи для снятия внутренних напряжений в стекле и проверяется на натекание.

Рис. 5.4. Коваровое кольцо баллона секционированной трубки
типа 2БПВ-400 и оправка впайки колец в стеклянный баллон.
Кольца баллона секционированной трубки делаются из листового ковара толщиной около 1 мм штамповкой и имеют ширину около 15 мм. Внутрь коварового кольца впаивается медью в -вакууме или водороде коваровая шайба толщиною около 4 мм, служащая для крепления промежуточных трубчатых электродов рентгеновской трубки. Изготовляется баллон следующим образом (рис.5.5).
Кольцо укрепляют на оправке и, нагревая в пламени газовой горелки, припаивают к свободной его кромке стеклянный цилиндр. Затем справку снимают и таким же образом припаивают второй стеклянный цилиндр к другой кромке коварового кольца.
Сначала делают подготовку стеклянного баллона. Размечают на нем восковым карандашом места расположения центров окошек. После этого баллон обогревают в мягком пламени газовой горелки равномерно по всей окружности, а затем сильно разогревают узким пламенем отмеченные карандашом места до размягчения и поочередно продувают отверстия для окошек. Кромки окошек затем разворачивают и поднимают угольной или латунной разверткой так, что образуется отверстие диаметром 12-15 мм с кольцевым воротничком высотой 4-5 мм.

Рис. 5.5 Последовательность операций процесса изготовления
баллона секционированной трубки.
Одновременно варится стекло "гетан". Так как это стекло должно быть свободно от всяких примесей, которые сильно снижают его прозрачность для мягких рентгеновских лучей, и расходуется в очень небольших количествах, то оно варится в платиновом титле. Варка стекла в феррохромовых или коваровых тиглях недопустима, так как их окислы легко растворяются в нем. В тигель емкостью около 50 см засыпается шихта, состоящая из: ВеСОз-5,3%, LiCO3-17,3% и В(ОН)3 – 77,4%, и при температуре 1075-1100°С сплавляется в жидкую стекловидную массу. Затем часть ее переливается в другой подогреваемый до 1000°С платиновый тигель меньшего объема, имеющий форму чашечки с плоским дном и низенькими бортами (5-6 мм).
Стеклодув подогревает баллон и выступающие кромки окошек до 400-500°С и затем поочередно прикасается ими на короткое время к поверхности расплавленного стекла "гетан", заполняющего плоский платиновый тигелек (рис.7-Ю). Стекло прилипает к кромкам окна и затягивает его пленкой толщиною 0,25-0,5 мм.
Легким поддуванием придают окошкам слегка выпуклую форму.
Стекло это, как указывалось, химически нестойко, поэтому его необходимо защитить от действия атмосферы покрытием специальным лаком, например, цапонлаком (раствор целлулоида в ацетоне). Так как цапонлак может отставать от стекла, то рекомендуется время от времени (раз в 2-3 месяца) смывать его ацетоном и затем снова наносить тонким слоем при помощи мягкой кисточки.
Заварка электродов трубки в баллон может производиться как вручную, так и на заварочном станке.
После запайки и центровки анода или катода место спая отжигается в разогретом докрасна асбестовом колпачке так же, как и при ручной заварке. При серийном производстве отжиг производят в специальной карусельной печи отжига.
При заварке трубки, в баллон попадают пары воды, частично из вдуваемого ртом воздуха, частично из продуктов сгорания газа, которые конденсируются на стекле и на заваренных электродах. Поэтому, во избежание окисления металлических деталей необходимо заваренную трубку "просушить". Сушка трубки заключается в откачке из нее воздуха на форвакуумном насосе до давления 0,1 ÷ 1 мм рт.ст. При этом вода, попавшая в трубку при заварке, быстро испаряется и удаляется. Не отключая от; насоса трубку запаивают. В таком состоянии заваренная трубка может храниться длительное время, не подвергаясь окислению и загрязнениям. Сушку следует производить и в том случае, если трубка поступает на окончательную откачку сразу после заварки, так как в противном случае вода, откачиваемая из трубок, будет попадать в масло форвакуумных насосов откачной установки и ухудшать их работу.
Дата добавления: 2020-07-18; просмотров: 648;
Поиск по сайту
Узнать еще
- Автоматическое изготовление чертежей
- Атом и строение его электронных оболочек
- Бездефектное изготовление продукции на Саратовском авиационном заводе
- Зависимость химических свойств элементов от строения электронных оболочек их атомов (Щербина, с. 48).
- Изготовление анодных узлов
- ИЗГОТОВЛЕНИЕ БИБЛИОТЕКИ ПОСАДОЧНЫХ МЕСТ
- ИЗГОТОВЛЕНИЕ БИБЛИОТЕКИ УСЛОВНЫХ ГРАФИЧЕСКИХ ОБОЗНАЧЕНИЙ КОМПОНЕНТОВ
- Изготовление втулок

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
