Испытание всасывающих и напорно-всасывающих рукавов
В зависимости от назначения и условий работы рукава, предназначенные для забора воды, изготавливают двух групп: всасывающие и напорно-всасывающие. Всасывающие рукава предназначены для работы под разрежением, напорно-всасывающие — для работы под давлением и разрежением. Всасывающие и напорно-всасывающие рукава испытывают: новые — перед постановкой в боевой расчет, находящиеся в эксплуатации — один раз в год, после ремонта и при изменении их свойств. Те и другие на разрежение испытывают от насоса пожарного автомобиля или на специальном стенде. Разрежение в рукаве должно быть не менее 80 кПа, при этом падение разрежения в рукаве не должно превышать 13,3 кПа за 2,5 мин. Если во всасывающих рукавах не создается разрежение, то их подвергают гидравлическому испытанию давлением до 300 кПа (0,3 кгс/см2) для рукавов диаметром до 75 мм и 200 кПа (0,2 кгс/см2) — для рукавов более 75 мм. При обнаружении свищей и проколов рукава ремонтируют.
Отсутствие деформации и отслаивания на внутренней поверхности проверяют осмотром рукава на свет. На наружной поверхности рукава не должно быть сплющивания и изломов.
Напорно-всасывающие рукава, кроме того, испытывают на гидравлическое давление: для рукавов диаметром до 75 мм — 2 Р и для рукавов внутренним диаметром более 75 мм — 1,5 Р (Р — рабочее давление, которое для рукавов диаметром до 100 мм равно 0,3 МПа; диаметром 125 мм — 0,5 МПа; диаметром более 125 мм — 1 МПа).
Для обеспечения безопасности при испытании рукавов предусматривают защиту людей в случае разрыва ткани чехла.
Сушка рукавовв значительной степени влияет на прочность ткани чехла и гидроизоляционного слоя. Сушат рукава естественным и искусственным способом. Естественная сушка происходит при благоприятных температуре и влажности окружающей среды в защищенном от солнечных лучей месте от нескольких часов до нескольких суток, что обуславливает необходимость создания значительных их запасов с целью поддержания высокой оперативной готовности подразделений (до трех комплектов в пожарной части).
Искусственную сушку рукавов осуществляют организованными потоками теплоносителя (воздуха) в специальных сушилках.
Горизонтальные (туннельные) сушилкипредставляют собой короб с теплозащитой. Размеры короба не менее, м: длина 23, ширина 1,5, глубина 1. Короб разделяют на несколько горизонтальных отсеков, в которые специальным механизмом протаскивают мокрые рукава. В отсеки и рукава подают теплый воздух. Основные преимущества такой сушилки: высокая производительность (до 100 и более рукавов в сушке), простота конструкции, сравнительно малый объем.
Башенная сушилкапредставляет собой шахту высотой 12-24 м с квадратным или прямоугольным сечением площадью не более 10 м2. Вместимость — до 50 напорных рукавов. В верхней части шахты установлена система блоков и перекладин для подъема и развески рукавов, внизу — калорифер.
Время сушки зависит от температуры теплоносителя, числа рукавов и т.п. и в среднем составляет 2-3 сут.
Для подогрева воздуха могут быть использованы различные источники тепла, которые равномерно размещают по всей высоте шахты. Подвод свежего и отвод увлажненного воздуха регулируют заслонками, расположенными в верхней и нижней части шахты так, чтобы скорость теплоносителя не превышала 4 м/с.
Подъем и опускание рукавов осуществляют как вручную, так и механически с использованием электропривода.
После сушки в рукав компрессором подают сжатый воздух и воздух с тальком. Скатку и перемотку рукавов выполняют вручную на станке.
Крепление соединительных головоквыполняют несколькими способами. Соединительные головки на всасывающие рукава крепят хомутами, стягиваемыми болтами. Рукава диаметром 89 мм вставляют внутрь втулки соединительной головки, затем вводят в рукав тонкое металлическое кольцо, которое развальцовывается при помощи разжимного конуса, вдавливаемого гидравлическим прессом.
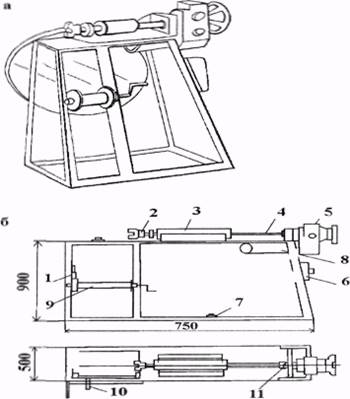
Рис. 12. Переносный станок для навязки рукавов: а — общий вид переносного станка; б — схема переносного станка; 1 — тормоз; 2 — соединительная головка; 3 — подшипниковый барабан; 4 — вал; 5 — электропривод; 6 — магнитный пускатель; 7 — ножной выключатель; 8 — электродвигатель; 9 — барабан для проволоки; 10 — направляющая рукоятка; 11 — храповик
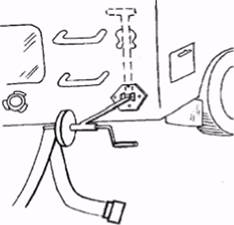
Рис. 13. Приспособление для перемотки пожарных рукавов
В пожарной охране используют конструкцию малогабаритного переносного с ганка для навязки соединительных головок к пожарным рукавам (рис. 12), в котором использован привод типа А от списанной электрозадвижки трубопроводов.
Электродвигатель вращает приводной вал станка. При необходимости вал можно вращать и вручную штурвалом, предварительно переключив рукоятку управления на ручной режим работы.
Станок можно легко изготовить в любой механической мастерской и с успехом использовать в малочисленных пожарных частях.
В некоторых подразделениях непосредственно на пожарных машинах устанавливают несложное приспособление для перемотки рукавов на новую скатку (рис.13),. Что позволяет сократить время на эту операцию в 2-3 раза,. А скатки получаются компактными и удобными.
Кронштейн приспособления со встроенной откидной стойкой жестко закрепляют на задней стенке автомобиля. При транспортировке стойку фиксируют в верхнем положении специально устроенным зажимом, а съемную рукоятку и диск хранят в отсеке автомобиля.
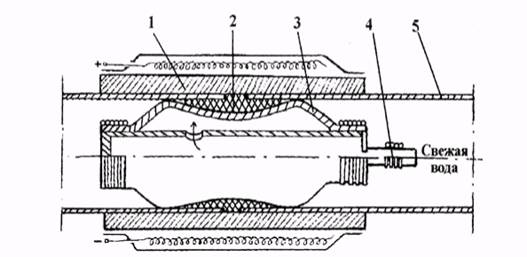
Рис. 14. Принципиальная схема ремонта рукавов с разрывами в поперечной
плоскости: 1 — муфельная разъемная печь; 2 — двухслойная лента;
3 — пневматический уплотнитель; 4 — шланг; 5 —рукав
После пожара в пожарных частях ставят заплаты наклеиванием или вулканизацией. Для устранения неисправностей рукавов разработаны способы ремонта проколов, свищей, потертостей и поперечных разрывов.
Приспособление для ремонта рукавов с разрывами в поперечной плоскости (рис. 14) позволяет быстро и надежно отремонтировать неисправный пожарный напорный рукав и подготовить его к дальнейшей эксплуатации. Приспособление состоит из пневматического уплотнителя шланга для подвода сжатого воздуха, муфельной разъемной электропечи, а также датчика температуры и реле времени. Перед началом ремонта рукав разрезают в месте повреждения на две части. Внутреннюю поверхность на концах зачищают и подготавливают для вулканизации. Пневматический уплотнитель закладывают в полиэтиленовый мешочек, поверх которого навертывают внахлест двухслойную ленту из сырой резины и плотной ткани. В таком виде пневматический уплотнитель попеременно вводят в стыкующие отрезки рукава. Подготовленный к ремонту рукав закладывают в разъемную электропечь, а в пневматический уплотнитель подают сжатый воздух под давлением 0,2-0,3 МПа, и рукав подвергают вулканизации в течение 40-45 мин. После вулканизации сбрасывают давление, пневматический уплотнитель уменьшается в размерах и свободно удаляется из рукава через соединительную головку.
Наиболее характерный дефект пожарных рукавов — потертость в местах соединения с головкой. Как избежать этого недостатка?
 Чтобы избежать трения рукава при прокладке в месте соединения его со втулкой соединительной головки, решено применить резиновое кольцо от пришедшей в негодность камеры мотоцикла, которое тремя витками проволоки привязывали вместе с рукавом к соединительной головке (рис. 15).
Чтобы избежать трения рукава при прокладке в месте соединения его со втулкой соединительной головки, решено применить резиновое кольцо от пришедшей в негодность камеры мотоцикла, которое тремя витками проволоки привязывали вместе с рукавом к соединительной головке (рис. 15).
Результат не замедлил сказаться: рукава длительное время не требуют ремонта.
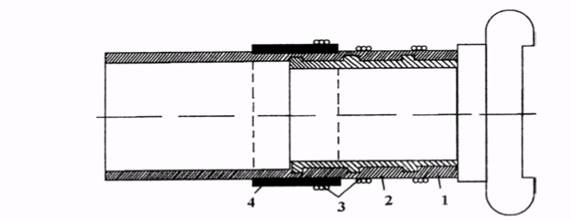
Рис. 15. Усовершенствованный способ навязки соединительных рукавных головок: 1 — втулка; 2 — рукав; 3 — проволока; 4 — резиновое кольцо
В гарнизонах пожарной охраны доказал свою эффективность и такой способ защиты напорных рукавов.
В качестве защитного материала используем списанные напорные прорезиненные рукава того же диаметра.
В куске рукава длиной 15 см внутренний прорезиненный слой отделяют от верхнего тканевого. В полученное резиновое кольцо продевают конец рукава. Навязку производят как обычно, после нее резиновое кольцо натягивают поверх витков проволоки на втулки соединительной головки. За счет меньшего диаметра кольцо надежно облегает навязанный рукав, закрывая проволочные витки. При этом исключается возможность получения микротравм пожарными, а резиновое кольцо, надетое шероховатым слоем наружу, обеспечивает удобное соединение полугаек.
Для централизованного обслуживания, ремонта и хранения пожарных рукавов используются рукавные базы, один из вариантов которой представлен ниже (рис. 16).
Так, для гидроиспытаний приспособлена моечная установка 5, в которой вихревой пятиступенчатый самовсасывающий насос развивает давление до 1,5 МПа (15 атм) при подаче 80 л/мин. Насос работает от электродвигателя и соединен непосредственно с двухдюймовой трубой внутреннего водопровода.
Воздух для барботирования воды в моечной ванне, удаления воды из рукавов после гидроиспытаний и просушки подает воздушный компрессор, автоматически регулирующий давление 0,4-1,2 МПа (от 4 до 12 атм).
В алюминиевой ванне воду для отмочки рукавов подогревают до 30-40°С паровым змеевиком, на дне уложены и трубки барботера.
В рукавомоечной машине 2 при проходе между двумя круглыми вращающимися щетками рукавной головки верхняя щетка движется вперед, пропуская головку, а затем под действием пружины возвращается назад. Такая конструкция не требует вмешательства рабочего и исключает отрыв головки от рукава.
Для протяжки рукавов через моечную машину и перевозки в сушильную камеру изготовлен механизм на базе электротельфера 3, в нижней части которого установлен барабан с приводом от электродвигателя через редуктор.
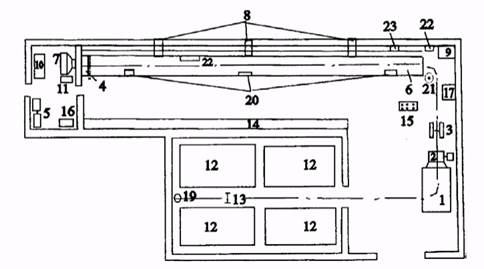
Рис. 16. План-схема рукавной базы:
1 — ванна отмочки рукавов; 2 — рукавомоечная машина; 3 — механизм намотки рукавов; 4 — приспособление для испытаний; 5 — установка подачи воды; 6 — сушильная камера; 7 — вентилятор № 10; 8 — вентиляторы № 4; 9 — устройство открывания крышки; 10 — компрессор; 11 — бак для талькирования; 12 — барабанные установки; 13 — электротельфер; 14 — стол ремонта рукавов; 15 — пульт управления; 16 — электрощит; 17 — станок УСМ-2; 18 — крышка лотка; 19 — паровая элсктрозадвижка; 20 — датчик ТУДЭ; 21 — манометр; 22 — станция автоматического регулирования влажности; 23 — электромер
Для сушки рукавов используется производственный пар. Он подается по четырем соединенным между собой трубам, уложенным по дну сушильного лотка. При закрытых крышках 18 температура в лотке достигает 90°С. Для предотвращения пересыхания резины и ускорения сушки рационализаторы предложили устройство автоматического регулирования температуры и влажности. По длине сушильного лотка установлены температурные датчики 20. По сигналам датчиков автоматически в зависимости от температуры открывается или закрывается паровая электрозадвижка 19, установленная на вводе паропровода. В сушильной камере установлен датчик автоматического регулятора влажности, защищенный от прямого попадания на него воды. Он связан с релейным устройством 22, установленным вне камеры. При повышенной влажности включается вентилятор № 10 (7), нагнетающий внутрь камеры воздух комнатной температуры, и три вентилятора № 4 (8), отводящие влажный воздух из сушильного лотка. Таким образом, время сушки сокращается почти на 30%, 18 рукавов (полная нагрузка) сушатся не более часа.
Ряды навески контейнеров
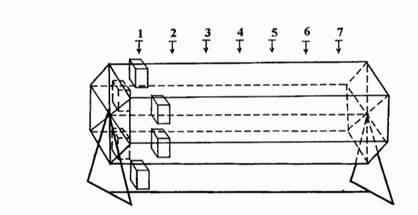
Рис. 17.Схема установки для хранения рукавов
На тот случай, если подача пара вдруг прекратится, вентилятор 7 снабжен электрокалорифером.
Для талькирования применен бак 11 высокого давления (предохранительный клапан срабатывает при 0,3 МПа (3 атм). Внутрь бака засыпают тальк. При подаче компрессором сжатого воздуха тальк через сифонную трубку, опущенную до дна бака, затем через коллектор поступает в рукава. При выходе талька из рукавов прекращают подачу воздуха. Перекантовку и навязку рукавов производят на станке УСМ-2 17.
На столе 14 для ремонта пожарных рукавов установлены три электровулканизатора, зачистные машинки и др.
Рукава хранят в контейнерах на четырех специальных установках 12, изготовленных в виде шестигранной горизонтальной призмы (рис. 17) из толстостенных (6 мм) труб диаметром 40 мм. Вращают каждую такую призму от электродвигателя через специальный привод.
Между установками на монорельсе помещен электротельфер ГП-0,5т для снятия и перевозки контейнеров с рукавами. Такая компоновка позволяет в одном складе размером 13x7 м хранить почти 12 тыс. рукавов, причем любой рукав легкодоступен, что позволяет равномерно использовать весь запас (учет ведут в специальном журнале).
Для вывоза рукавов оборудован специальный автомобиль. С левой и правой стороны кузова в отсеки укладывают 80 рукавов в два яруса, а средняя часть кузова с задней дверцей предназначена для перевозки использованных рукавов.
Конечно, в организации работы рукавной базы есть и нерешенные вопросы: это проблемы совершенствования оборудования и технологического процесса, его автоматизация, разработка механизированной уборки рукавов на месте пожара и др.
Поиск рациональных решений, учитывающих конкретные условия, для обслуживания, ремонта и хранения рукавов продолжается
Дата добавления: 2016-07-18; просмотров: 14913;
Поиск по сайту
Узнать еще
- Б. Испытание нефтепровода на прочность и герметичность
- В.2. Вакуумная система центробежного насоса. ГПС - 600, устройство, порядок применения, испытание.
- В.2. ПС - 1. принцип действия, устройство. ТТХ. Штурмовая лестница, устройство, порядок применения, испытание.
- Втачивание рукавов в пройму
- г) Испытание под давлением, контроль герметичности
- Гидравлическое (пневматическое) испытание.
- Из наиболее известных и широко применяемых методов неразрушающего контроля следует кратко описать гидравлические и пневматические испытания, рентген-контроль, испытание керосином.
- Испытание агрегатов и машин после ремонта.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
