Монтаж листовых конструкций
Листовыми называют сплошные тонкостенные пространственные конструкции в виде оболочек цилиндрической, конической, сферической и других форм
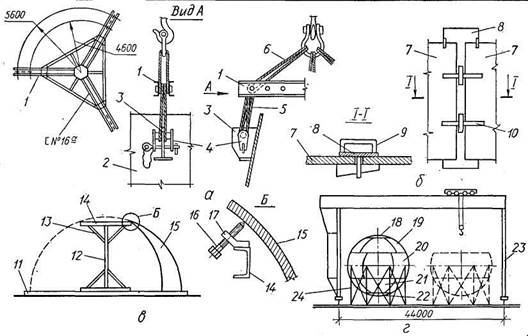
Рис. VIII.25. Схема строповки, временного закрепления, укрупнения и монтажа листовых конструкций:
а -— строповка листовых поясов трехлучевой траверсой; б — подготовка стыка для сварки с помощью сборочного приспособления; б — схема сборки полусферы резервуара из штампованных лепестков; г — схема монтажа сферических газгольдеров; / — траверса; 2 — лист пояса; 3 — временно приваренные косынки; 4 — захват с запорной чекой; 5 — универсальный строп для захвата; в — универсальный строп для подвески траверсы; 7 — свариваемые листы; 8 — выводная планка; 9 — сборочная скоба; 10 — клиновой зажим; 11 — стенд Для сборки; 12 — временная стойка; 13 — подкосы; 14 — опорное кольцо; 15 — лепесток оболочки; 16 — регулировочный винт; 17 — гайка; 18 — шапка; 19 — верхний пояс; 20 — экваториальный пояс; 21— нижний пояс; 22 — днище; 23 — козловой кран; 24 — стойки газгольдера
(резервуары, газгольдеры, доменные печи и т. п.). Их монтируют: из отдельных листов толщиной 3...45 мм; поясами, собранными из ряда листов (цар-гами); разворачиванием изготовленных на заводах рулонов; в целом виде, предварительно собрав на земле.
Отдельными листами монтируют сооружения в тех случаях, когда толщина листов не позволяет свернуть их в рулон, а также сооружения, имеющие сложную поверхность. Например, на монтажную площадку резервуаров вместимостью более 50 тыс. м3 поставляют: стенку в виде отдельных вальцованных листов размером 8 X 2 м с обработанными кромками и приваренными сборочными приспособлениями; центральную часть днища и плавающей крыши в виде полотнищ, свернутых в рулоны массой до 48 т каждый (в соответствии с грузоподъемностью применяемых кранов); сегментные окрайки днища в виде от-
дельных обработанных листов; кольцо жесткости и коробку понтона в виде монтажных элементов.
До начала монтажа конструкций с помощью теодолита и мерной ленты на основании размечают главные оси резервуара, центр, кольцевые риски, определяющие положение кольца днища из окрайков.
Монтаж конструкций ведут гусеничным краном, двумя трубоукладчиками, которые используют как тракторы и краны, тягачом с полуприцепом, применяют внутренние и наружные металлические сборно-разборные подмости, комплект монтажных траверс и захватных приспособлений.
Элементы наружного кольца днища раскладывают и частично сваривают. Затем с помощью трубоукладчика раскатывают рулоны днища и собирают полотнища вначале с точечной сваркой. Листы первого пояса стенки устанав-
ливают по кольцевым рискам, нанесенным на днище, и закрепляют сборочными приспособлениями. Окончательно днище собирают и сваривают после установки опорных плит под стойки плавающей крыши и сварки первого пояса.
После проверки плотности швов днища резервуара вакуум-камерой на нем собирают плавающую крышу (она предотвращает испарение хранящейся жидкости), элементы которой подают в резервуар монтажным краном.
Одновременно с закреплением понтонов крыши монтируют стенку резервуара. Листы размером 8 X 2 м заранее сваривают на стенде по два и устанавливают краном, перемещающимся вокруг резервуара. Укрупненные листы стропят с помощью траверс (рис. VIII.25, а) или скоб, используя сборочные детали, приваренные к листам. Вертикальные и горизонтальные листы соединяют с помощью стяжных приспособлений, конструкция которых должна быть такой, чтобы они могли выполнять свои функции без временно привариваемых элементов, требующих расхода дополнительного металла (рис. VIII.25, б).
Устойчивость стенки во время монтажа обеспечивается кольцевыми подмостями, которые удерживают ее даже при сильном ветре и позволяют вести с них все сборочно-сварочные работы.
Промежуточные испытания сварных швов проводят в процессе работ: днища — вакуум-камерой, стенки — керосином и просвечиванием рентгеновскими лучами. Окончательно резервуар испытывают гидравлическим способом.
Оболочки шаровых резервуаров, например вместимостью 600 м3 с толщиной стенки 34 мм, монтируют из двух полусфер, предварительно собранных из штампованных полулепестков (рис. VIII.25, в). Полусферы собирают на стенде выпуклостью вверх. В центре стенда устанавливают стойку с опорным кольцом, на которое опираются поочередно полулепестки оболочки. Положение полулепестков регулируют винтами. Полностью собранную оболочку сваривают.
Сферические газгольдеры вместимостью 2000 м3 имеют диаметр оболочки 16 м и массу 251 т при толщине 36 мм (рис. VIII.25, г). При возведении оболочку расчленяют на нижний, экваториальный и верхний пояса; пояса поставляются заводом-изготовителем в виде 18 лепестков двоякой кривизны. На стенде-манипуляторе по три лепестка укрупняют в монтажные элементы. Соответственно каждый пояс монтируют из шести укрупненных элементов. Сначала на
временные подмости укладывают днище и устанавливают нижний пояс; затем к стойкам газгольдера крепят экваториальный пояс. Мери-диальные швы смежных поясов располагают вразбежку. После монтажа экваториального пояса к нему крепят нижний пояс с днищем, затем устанавливают элементы верхнего пояса и шапку. Все элементы газгольдера монтируют козловым краном грузоподъемностью 25 т. Сборку и сварку выполняют с наружных и внутренних подмостей.
Дата добавления: 2020-07-18; просмотров: 918;
Поиск по сайту
Узнать еще
- Інші будівельно-монтажні роботи
- А.1. Назначение и типы сборных элементов и конструкций
- А.3. Транспорт и монтаж сборных элементов
- Автоматизация расчета и построения базовых конструкций одежды
- Акт приемки выполненных строительных и иных специальных монтажных работ
- Алгоритмы трассировки печатного монтажа
- АНАЛИЗ КОНСТРУКЦИЙ ЭЛЕМЕНТОВ СИСТЕМ ПОДРЕССОРИВАНИЯ ВГМ
- Арматура для железобетонных конструкций

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
