Классификация теплового оборудования
Тепловое оборудование служит для термической обработки продуктов, в результате которой в продуктах происходят физические, химические и биохимические изменения. Продукты изменяются в массе, цвете, объеме, улучшаются их органолептические свойства. Тепловое оборудование применяется в горячем, кондитерском, мучном цехах и на раздаче.
Тепловое оборудование классифицируется по следующим признакам: по технологическому назначению; по виду источников тепла; по принципу действия; по способу обогрева; степени автоматизации и т. д.
По технологическому назначению оборудование подразделяется на универсальное и специализированное. К универсальному оборудованию относятся секционные кухонные и комбинированные плиты. Специализированное оборудование подразделяется: на варочное (котлы, автоклавы, кофеварки и т. д.); жарочно-пекарное (сковороды, фритюрницы, шкафы, грили и т. п.); водогрейное (водонагреватели, кипятильники); вспомогательное или раздаточное для отпуска блюд (мармиты, тепловые стойки и т. п.). Специализированное оборудование имеет существенные преимущества по сравнению с универсальным, а именно: позволяет получать более высокое качество изделий; уменьшать расход жира при изготовлении котлет, шницелей, пирожков; сокращать время приготовления; использовать оборудование с более высоким КПД; значительно снижать расход энергии на приготовление продуктов.
По источникам тепла (видам энергоносителя) тепловое оборудование подразделяется на электрическое, газовое, огневое (твердо- и жидкотопливное) и паровое. В зависимости от применяемого энергоносителя аппараты имеют различную конструкцию теплогенерирующих устройств.
По способу обогрева различают тепловое оборудование с непосредственным обогревом, косвенным обогревом, а также в виде контактных аппаратов. При непосредственном обогреве тепло передается от греющей среды к термически нагреваемому продукту через разделительную стенку (электроплиты, кипятильники). При косвенном обогреве тепло передается от греющей среды к нагреваемому продукту через промежуточный теплоноситель — водяной насыщенный пар (пищеварочные котлы, сковороды). У контактных аппаратов тепло от теплоносителя к нагреваемому продукту передается в результате их непосредственного контакта (пароварочные шкафы, электроплиты).
Для варки продуктов способом объемного обогрева применяются аппараты, в которых нагрев продуктов производится в электромагнитном поле сверхвысокой частоты (СВЧ-аппараты).
По принципу действия тепловые аппараты подразделяются на аппараты непрерывного и периодического действия. Аппараты непрерывного действия характеризуются тем, что загрузка и тепловая обработка продуктов, а также выгрузка готовых изделий в них производится одновременно (кипятильники непрерывного действия, печь конвейерная жарочная и т. д.). В аппараты периодического действия сначала загружают продукты и производят их тепловую обработку, а после доведения до готовности разгружают (пищеварочные котлы, плиты и т. д.).
По степени автоматизации различают аппараты неавтоматизированные (твердо- и жидкотопливные) и автоматизированные, у которых работа оборудования и контроль за режимом тепловой обработки осуществляются в самом аппарате (газовые и электрические котлы и жаровни, кипятильники и др.).
При эксплуатации неавтоматизированного оборудования — котлов, плит, кипятильников, работающих на огневом обогреве, — контроль его безопасной работы и регулированием технологического процесса приготовления пищи осуществляется поваром. К этому виду оборудования относятся кухонные плиты, котлы на твердом топливе. При эксплуатации оборудования на газе (котлов, плит) его безопасная работа контролируется приборами автоматики, а технологический режим регулируется вручную. При эксплуатации оборудования с электрообогревом процессы контроля безопасной работы и за соблюдением теплового режима в камере осуществляется автоматически. К такому виду оборудования относятся электрические котлы, пекарные и жарочные шкафы, различные жаровни и др.
По конструктивному решению тепловые аппараты классифицируются на несекционные и секционные, немодулированные и модулированные.
Несекционные тепловые аппараты имеют различные габариты, конструктивное исполнение; их детали и узлы не унифицированы и они устанавливаются индивидуально, без учета блокировки с отдельными секциями других аппаратов с целью получения блока аппаратов требуемой мощности и производительности.
В основу конструкции модульных аппаратов положен единый размер — модуль. При этом ширина (глубина) и высота до рабочей поверхности всех аппаратов одинаковы, а длина кратна модулю. Основные детали и узлы этих аппаратов максимально унифицированы.
Промышленность выпускает секционное модулированное оборудование с модулем 200±10 мм. Ширина оборудования равна 840 мм, а высота до рабочей поверхности — 850±10 мм, что соответствует основным средним антропометрическим данным человека.
Дальнейшее совершенствование теплового оборудования основывается на производстве секционных аппаратов под функциональные емкости, что наиболее полно соответствует задаче сокращения доли ручного труда при приготовлении пищи. Это оборудование отвечает мировым стандартам по модулю, функциональным емкостям и контейнерам. Длина и ширина такого оборудования кратны модулю М, равному 100 мм, высота до рабочей поверхности составляет 850 или 900 мм.
Секционное модулированное оборудование имеет определенные преимущества. Линии оборудования располагаются пристенно (по периметру) или основным способом (в центре помещения). Обслуживание оборудования ведется только с фронтальной стороны. При линейном размещении оборудования обеспечиваются последовательность технологического процесса, при этом значительно повышается эффективность использования оборудования. Внедрение модулированного оборудования облегчает стандартизацию и унификацию узлов и деталей аппаратов, что способствует упрощению их эксплуатации, ремонта и монтажа, а также проведению его поэтапной модернизации. За счет широкой унификации узлов и деталей обеспечивается снижение стоимости оборудования при его изготовлении. Над всеми модульными аппаратами устанавливают местную приточно-вытяжную вентиляцию.
В основу индексации положено буквенно-цифровое обозначение оборудования.
Первая буква соответствует наименованию группы, к которой относятся данные аппараты, например, плиты — П, котлы — К, шкафы — Ш и т. д.
Вторая буква соответствует наименованию вида оборудования, например, секционные — С, пищеварочные — П, непрерывного действия — Н.
Третья буква соответствует наименованию энергоносителей, например, паровые — П, газовые — Г, электрические — Э, твердотопливные — Т.
Цифра, отделенная от буквенного обозначения дефисом, соответствует типоразмеру или основному параметру данного оборудования: площадь жарочной поверхности, число конфорок, число жарочных шкафов, производительность по кипятку, вместимость котла и т. д.
В индексацию секционного модулированного оборудования вводится четвертая буква М — модулированный.
Например, КПЭ-бО — котел пищеварочный электрический, вместимостью 60 дм3; КНЭ-25 — кипятильник непрерывного действия производительностью 25 дм3/ч.
В настоящее время выпускаются электрические секционно-модулированные плиты, которые подразделяются на плиты для приготовления изделий в наплитной посуде и на плиты для приготовления изделий непосредственно на жарочной поверхности. К первым видам плит относятся ПЭСМ-2К, ПЭСМ-4Ш, ПЭСМ-4ШБ и др., а ко вторым — ПЭСМ-1Н, ПЭСМ-1НШ и др. К несекционным относятся плиты ЭП-7, ЭП-8, ЭПМ-ЗМ и др.
Данные аббревиатуры моделей расшифровываются следующим образом: ПЭСМ-2К — плита электрическая секционно-модулированная с двумя круглыми конфорками;
ПЭСМ-4Н — плита электрическая секционно-модулированная с четырьмя конфорками для непосредственного приготовления изделий на плите.
ПЭСМ-4ШБ — плита электрическая секционно-модулированная, четырехконфорочная? со шкафом и бортами для перемещения наплитной посуды.
ПНЭК-2 — плита для подогрева в наплитной посуде электрическая с двумя круглыми конфорками.
ПНЭН-0,2 — плита для непосредственной жарки на рабочей поверхности, площадь конфорки 0,2 м2 и т. д.
16.2. Функциональные емкости
Одним из перспективных направлений конструирования теплового оборудования, наряду с выпуском секционно-модулированного оборудования, является выпуск оборудования с унифицированными размерами их рабочих поверхностей и внутренних объемов, соответствующими размерам функциональных емкостей (ФЕ).
Функциональными называются емкости, которые используются в рабочих камерах теплового и холодильного оборудования, обеспечивая максимальную эффективность их работы.
С целью уменьшения обсеменения продуктов микроорганизмами в процессе их перекладывания из одной емкости в другую, снижения затрат ручного труда наиболее эффективно применение функциональных емкостей. Для них используются специальные транспортные устройства — тележки, кассеты, стеллажи и контейнеры. Расфасованные в емкости пищевые продукты с фабрик-заготовочных или из заготовочных цехов в контейнерах либо на стеллажах поступают в холодильные камеры и шкафы, откуда попадают в горячий цех и без перекладывания загружаются в тепловой аппарат (жарочный или пароварочный шкаф, на плиту и др.). После приготовления или разогрева продукта в функциональной емкости они на тележке или стеллаже перевозятся на линию раздачи, к мармиту или тепловому шкафу. Без перекладывания, в той же емкости, продукт оказывается на раздаче.
Изготовляют шесть типов функциональных емкостей различных размеров в плане (рис. 16.1, а). Первая емкость имеет размер в плане (в мм) 325x530, вторая — 325x354, третья — 325x265, четвертая — 325x167, пятая — 265x162 и нулевая — 530x650. Первые четыре емкости, как можно заметить, имеют одинаковый размер — 325 мм и нашли наиболее широкое применение.
По назначению различают емкости для приготовления пищи, обозначаемые буквой Е, перфорированные вкладыши — М и противни — О. Высота емкостей Е — 65, 100, 150, 200 мм, М — 140, 190 мм, О — 20, 40 мм. В перфорированных вкладышах приготавливается пища на пару (рис. 16.1, б).
Общий вид функциональных емкостей, предназначенных для хранения, предварительной обработки, приготовления, транспортирования и раздачи продуктов приведен на Рис. 16.1, в.
Емкости для приготовления пищи, противни и вкладыши укладываются в контейнерах, на стеллажах и в кассетах на уголки, прикрепленные к вертикальным стоикам или стенкам. В котлы и пароварочные шкафы загружают емкости, предварительно установив их в кассеты. Количество емкостей зависит от их размеров. Для загрузки и выгрузки кассет применяются передвижные тележки с подвижной платформой. Платформа тележки поднимается вверх по направляющим, что позволяет установить ее на уровне рабочей поверхности аппарата или стола.
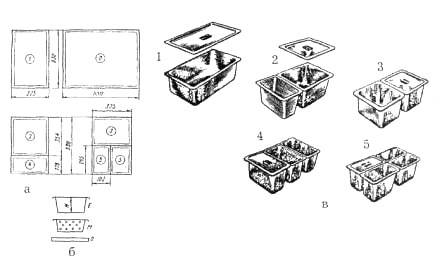
Рис. 16.1. Типы и внешний вид функциональных емкостей (гастроемкостей):
а — размеры ; б — виды емкостей по назначению; в — внешний вид
При создании оборудования под функциональные емкости были решены две важные задачи:
· унификация размеров оборудования всех видов, что создает оптимальные условия для планировки производственных мощностей предприятий общественного питания;
· унификация габаритов рабочих объемов и поверхностей аппаратов, что обеспечивает их рациональное использование.
За основу конструкторского решения нового оборудования принята блочная система, позволяющая монтировать функциональный блок — оборудование на металлоконструкцию, которая служит подставкой (рис. 16.2). Такой монтаж оборудования создает благоприятные условия для его обслуживания и санитарной обработки. При индивидуальной установке оборудования оно монтируется на самостоятельной подставке, которая крепится к полу. Навесное размещение оборудования (плиты, шкафы, сковороды) позволяет широко использовать средства механизации. В частности, в свободной нижней зоне размещаются подсобные механизмы и тележки различного назначения.
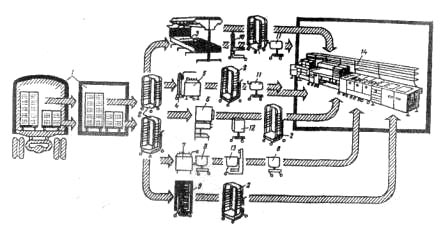
Рис. 16.2. Схема использования модулированного оборудования в доготовочных цехах:
1 — передвижные контейнеры; 2 — передвижные стеллажи; 3 — комплект теплового оборудования; 4 — подъемная тележка; 5 — передвижной котел; 6 — жарочный шкаф; 7 — пищеварочный котел; 8 — передвижной котел; 9 — холодильный шкаф; 10 — тележка с подъемной платформой; 11 — передвижной мармит; 12 — передвижной тепловой шкаф; 13 — варочное устройство; 14 — линия самообслуживания
Существенным элементом для установки оборудования являются фермы. Фермы предназначены для монтажа оборудования и местных вентиляционных отсосов, подвода электроэнергии и воды.
Применение модулированного оборудования с ФЕ позволяет механизировать трудоемкие процессы приготовления, отпуска и хранения пищи, увеличить коэффициент использования рабочих поверхностей и объемов аппаратов, сократить производственные площади под оборудование и повысить производительность труда.
За рубежом для работы с тепловым и холодильным оборудованием выпускаются унифицированные гастрономические емкости (гастроемкости). Гастроемкости выпускаются из нержавеющей стали с основным форматом, имеющим размеры в плане 530x325 мм и обозначаемым как GN 1/1. Наряду с основным форматом выпускаются гастроемкости, производные от формата GN 1/1: GN 2/1; GN S; GN 2/4; GN 2/3 и др.
В соответствии с европейским стандартом гастроемкости имеют глубину 20, 40, 65, 100, 150 и 200 мм. Общий вид гастроемкостей приведен на рис. 16.3.
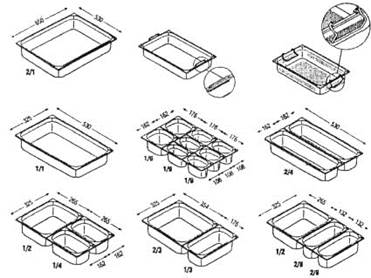
Рис. 16.3. Гастрономические емкости
Вопросы для самоконтроля.
1.Классифицируйте тепловое оборудование.
2.Поясните, в чем состоит отличие непосредственного и косвенного обогрева?
3.Дайте определение секционно-модулированному оборудованию.
4.Поясните буквенно-цифровую индексацию теплового оборудования.
5.Назовите основные форматы гастроемкостей.
Дата добавления: 2020-07-18; просмотров: 1508;
Поиск по сайту
Узнать еще
- II Классификация САSЕ-средств
- II. Классификация документов
- II.4. Классификация нефтей и газов по их химическим и физическим свойствам
- III. Классификация методов воспитания.
- III.1.3. ПРИЧИНЫ НАРУШЕНИЙ СЛУХА. ПСИХОЛОГО-ПЕДАГОГИЧЕСКАЯ КЛАССИФИКАЦИЯ НАРУШЕНИЙ СЛУХОВОЙ ФУНКЦИИ У ДЕТЕЙ
- III.2.3. ПРИЧИНЫ НАРУШЕНИЙ ЗРЕНИЯ. КЛАССИФИКАЦИЯ НАРУШЕНИЙ ЗРИТЕЛЬНОЙ ФУНКЦИИ У ДЕТЕЙ
- VI. Интенсивность теплового излучения
- VI.2. Классификация месторождений нефти и газа

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
