Вивчення будови універсальної ділильної головки та виготовлення квадрата на фрезерному верстаті
В умовах виробництва з круглого прокату іноді необхідно виготовити заготовку у вигляді квадрата, шестигранника та ін. Такі профілі можна виготовити на вертикально- або горизонтально-фрезерних верстатах за допомогою кінцевої фрези, або за допомогою дискової фрези або двох дискових фрез. Для повороту заготовки на потрібний кут можна застосувати універсальну ділильну головку (УДГ) – рисунок 5.1.

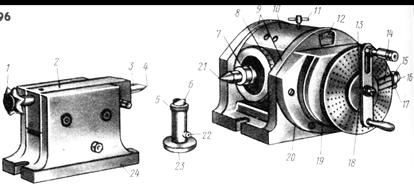
Рисунок 5.1 Універсальна ділильна головка
На чавунній основі 20 зі стяжними дугами 9 встановлений корпус 10. Послабивши гайки, можна повертати корпус на кут, обумовлений по шкалі і ноніусу 12. На опорній площині основи ділильної головки є два паралельних шпинделю сухаря, призначених для установки головки в пази столу фрезерного верстата. В корпусі розташований шпиндель з наскрізним отвором. Його кінці розточені на конус Морзе. На одному з них установлюється центр 21, на іншому — оправка для диференціального ділення. На передньому кінці шпинделя є різьба і центруючий пасок 7, необхідні для кріплення самоцентруючого трикулачкового, або поводкового патрона. На буртику шпинделя встановлений лімб 8 безпосереднього ділення з 24 отворами. В середній частині шпинделя розташоване черв'ячне колесо з круговою виточкою на торці, у яку входить кінець затискача 11. Воно отримує обертання від черв'яка, розташованого в ексцентричній втулці. Поворотом втулки за допомогою рукоятки черв'як можна ввести в зачеплення чи вивести з нього. Ділильний диск сидить на валу, змонтованому в підшипниках ковзання, встановлених у кришці 19. Кришка фіксується на корпусі 10 розточкою, що центрує, і кріпиться нерухомо до основи. До ділильного диска за допомогою пружини притиснутий розсувний сектор 18, що складається з лінійок 14 і затискного гвинта 13, за допомогою якого лінійки встановлюють під необхідним кутом. Пружинна шайба запобігає мимовільному повороту сектора.
Вал 16 механічного приводу від верстата змонтований у підшипниках ковзання і розташований у втулці 15, закріпленій на кришці 19. На кінці вала розміщене конічне зубчасте колесо, що знаходиться в постійному зачепленні з конічним зубчастим колесом, що сидить на валу ділильного диска. Ділильний диск фіксується в необхідному положенні стопором 17. Центр задньої бабки можна переміщати в горизонтальному і вертикальному напрямках. В основі 24 розташований корпус 2, що штифтом зв'язаний з рейкою. Обертанням головки зубчатого вала можна переміщати корпус нагору і повертати щодо осі штифта. У необхідному положенні задня бабка кріпиться на столі верстата за допомогою болтів і гайок. Піноль 3 переміщається з напівцентром 4 при обертанні маховичка 1, укріпленого на гвинті.
На опорній площині основи є два направляючих сухарі, вивірених щодо осі пінолі, що забезпечує суміщення центрів ділильної головки і задньої бабки при встановленні їх на столі верстата. Люнет служить додатковою опорою при обробці нежорстких заготовок. У корпусі 23 люнета розташований гвинт, що переміщується за допомогою гайки 5 і має призматичну головку 6, що кріпиться стопорним гвинтом 22.
Універсальні ділильні головки мають три способи ділення:
безпосереднє, просте та диференційне.
При фрезеруванні квадрата з прутка на перших двох переходах користуються розміром S1 = 0.854D, а на третьому, четвертому – розміром
S = 0.707D (рисунок 5.2):
Рисунок 5.2
Заготовка залежно від її довжини може бути закріплена одним із таких способів: 1 – в трикулачковому патроні, 2 – в трикулачковому патроні і в центрі задньої бабки, 3 – в центрі УДГ та в центрі задньої бабки, яка входить в комплект ділильної головки. Для підтримки довгих деталей використовують люнет.
Дата добавления: 2016-07-11; просмотров: 3540;
Поиск по сайту
Узнать еще
- ІІ.5.2. Основы процесса фракталь-ного расширения квадрата
- ІІ.5.5. Приложения теории фрактального расширения квадрата
- Аксіологічний підхід до вивчення педагогічних явищ.
- Асептический некроз головки бедренной кости
- Банківська система: принципи побудови, цілі, механізм функціонування
- Вивчення основних характеристик річкового стоку та методики гідрологічних розрахунків.
- ВИВЧЕННЯ РЕЗОНАНСУ В ЕЛЕКТРИЧНОМУ КОЛИВАЛЬНОМУ КОНТУРІ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
