Верхний и продольный (вынесенный) транспорт как разновидность средств межоперационного транспортирования.
Внимание. Вопросы 22 и 23 сгруппированы, т.к. относятся к общей теме транспортирование в автоматических линиях.
1 вид: Поперечный транспорт и шаговые транспортеры.
Применяется для связи станков в общую автоматическую линию, когда станки располагаются по обе стороны от этого транспортного средства. Чаще всего применяется для крупногабаритных деталей призматической формы и при этом все детали одновременно с помощью транспортера передаются на один шаг автоматической линии.
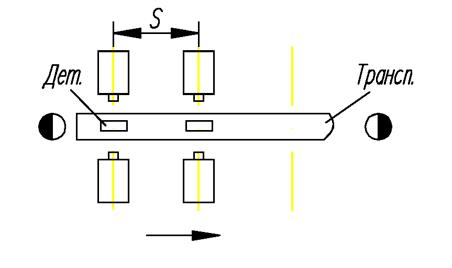
Рисунок 28 – Схема поперечного транспорта А.Л.
Работа транспортера осуществляется по следующей схеме:
1 – перемещение деталей на один шаг
2 – фиксация деталей
3 – обработка деталей
Для выполнения данного вида транспортирования имеется три схемы транспортеров
1. Шаговый штанговый транспортер с собачками
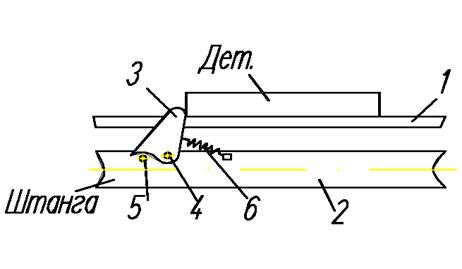
Рисунок 29 – Шаговый штанговый транспортер с «собачками»
При движении штанги на величину S детали смещаются в следующую рабочую позицию с помощью собачек 3. Далее после фиксации и зажима детали производится обработка ; штанга возвращается в исходное положение, при этом собачка 3 ,взаимодействуя с очередной деталью, поворачивается на оси 4, сжимая пружину 6 и проскакивает под деталью, а затем собачка 3 под действием пружины занимает рабочее положение и готова к повторной работе циклов.
«+» Простота конструкции, простота движения штанги
«-« Ограниченные скорости перемещения деталей, т.к. при небольших скоростях деталь под действием сил инерции проскальзывает по направлению.
2. Штанговый транспортер с флажками.
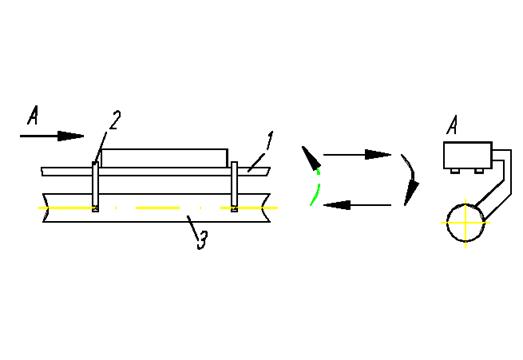
Рисунок 30 – Штанговый транспортер с флажками
1 – направляющие, 2 – флажки, 3 – штанга
Штанга совершает возвратно-поступательные и возвратно-вращательные движения, деталь же охватывается флажками с некоторым зазором.
«+» : допускаются увеличенные объемы транспортирования, т.к. проскальзывание деталей не превышает величину зазора с флажком.
«–» : Более сложный привод штанги.
3. Грейферные транспортеры – это разнообразные по конструкции устройства, работающие по следующему циклу:
1 – подъем деталей с направляющих; 2 – перемещение в следующую рабочую позицию; 3 – опускание детали на направляющие; 4 – возврат деталей в исходное положение с самого устройства.
«+» - отсутствие износа направляющих, повышенная точность обработки
«–» - ограничение по массе деталей . Величина S достаточно велика и может достигать нескольких метров. Следовательно, возникают проблемы изготовления гильзы приводного гидроцилиндра, рекомендуется использовать механизм удвоения хода штанги. Его линейная схема следующая:
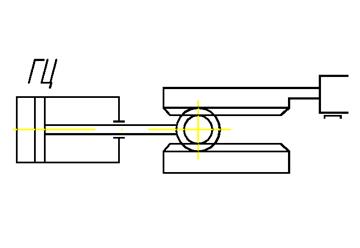
Рисунок 31 – Механизм удвоения хода штанги
2 вид. Продольный транспорт
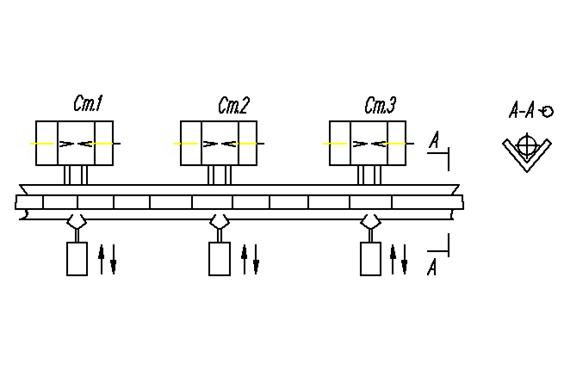
Рисунок 32 – Схема Продольного (вынесенного) транспорта
Транспортер расположен вне линии станков. Детали транспортируются более простой формы – по лотку. Движение деталей осуществляется прерывисто на длину одной детали. Против каждого станка монтируется устройство подачи детали на станок.
«+» - возможность охвата множества станков
«-« - дополнительно занимая площадь под транспортером.
3 вид. Верхний транспорт.
В автоматизированном производстве применяют принцип экономии площади, располагая транспортные устройства над станками, это называется верхний транспорт, а по названию тележки, которая транспортирует детали, он также называется рейнерный.
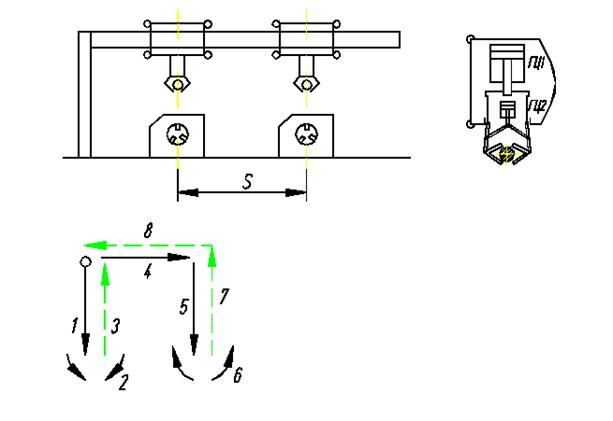
Рисунок 33 – Схема верхнего транспорта А.Л.
Тележки перемещаются по направлениям в виде портала с помощью общей тяговой цепи с помощью роликов. Количество тележек равно числу станков автоматической линии. Тележка снабжается 2 гидроцилиндрами. 1 обеспечивает подъем и опускание деталей, 2 – зажим и разжим деталей. Каждая тележка отрабатывает стандартный рабочий цикл. Переходы 7 и 8 предусматривают возврат тележки в исходное положение, т.о. тележка обслуживает 2 смежных станка автоматической линии.
«+» - экономия производственных площадей и наиболее полное использование производственного объема.
«-« - ограничение по грузоподъемности.
Дата добавления: 2020-06-09; просмотров: 1055;
Поиск по сайту
Узнать еще
- API как средство интеграции приложений.
- I. Общая характеристика категории состояния как часть речи
- II Классификация САSЕ-средств
- II. Затраты (времени, физических сил, финансовых средств и т.д.)
- III. Механизмы, средства и методы психологического воздействия.
- IP как протокол без установления соединения
- MatLab как научный калькулятор
- V. Научно-технический прогресс в области средств связи и информатики

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
