Ее устройство и принцип действия.
В настоящее время применяют ещё один тип исполнительных устройств, характеризуемый большими числами оборотов шпинделя (до 18000 об/мин), кроме того, в этих устройствах в качестве источника движения используется сжатый воздух.
Упрощенный рабочий цикл позволяет предельно упростить конструкцию головки, однако недостатком этих головок является необходимость располагать их в непосредственной близости от обрабатываемой детали.
«+» малые габариты, позволяющие применять наладки с несколькими головками, расположенными под разными углами, относительно друг друга.
«+» большие числа оборотов позволяют применять эту конструкцию при обработке мелких отверстий (диам. до 3 мм) особенно в цветных металлах.
«–» ограниченный крутящий момент не позволяет использовать головку в тяжёлых работах ( не пригодна).
Рисунок 11 – Пневматическая силовая головка.
1.Корпус простой цилиндрической формы (диаметром до 100 мм.);
2. Выдвижная пиноль;
3. Пневмотурбинка (на шпинделе пиноли 2);
4. Редуктор (обычно планетарного типа) для уменьшения числа оборотов; 5. Шпиндель с инструментом (патрон);
6. Полый шток, на котором закреплен поршень, образующий две камеры в корпусе «Б» и «В». Полость «А» между корпусом и торцевой поверхностью пиноли.
7. Ограничительная шайба, установленная на штоке, регулирует величину рабочего хода.
8. Пружина возврата, приводит механизм в исходное положение.
Имеется кронштейн, для установки головки в требуемом положении.
Главное движение обеспечивается подачей воздуха через отверстие штока 6 на пневмотурбинку 3, которая и обеспечивает вращение шпинделя. Для обеспечения подачи воздух подают в полость «В», вследствие чего шток начинает смещаться влево, вытесняя масло из полости «Б» в полость «А». Скорость подачи регулируется дросселем (рабочая подача) обратный ход, при отключении подачи сжатого воздуха, за счёт пружины 8. Масло при этом идёт через обратный клапан в полость «Б» из полости «А».
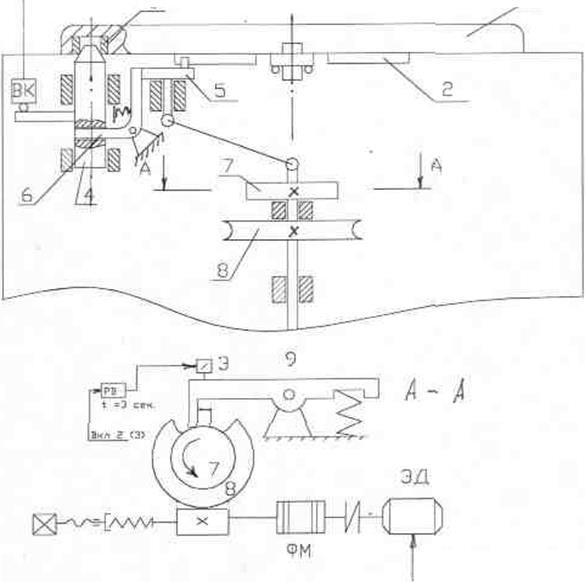
17. Многопозиционные столы как основная часть агрегатного станка. Назначение, устройство и принцип действия на примере поворотного стола с мальтийским механизмом.
Кинематика стола представлена на следующем рисунке.
ВКЛ ЭД Сил.головок 3 1


 ВКЛ 1 (ЭД)
ВКЛ 1 (ЭД)

(от ПУ станка)
Рисунок 12 – Устройство поворотного стола с мальтийским механизмом.
На рис. обозначено:
1. Поворотная планшайба для приспособлений (не показаны). в нижней части планшайбы есть мальтийский механизм.
2. Мальтийский механизм. Число его пазов равно числу позиций стола.
3. Фиксирующая втулка, закреплённая в каждой рабочей позиции стола.
4. Подводимый фиксатор, взаимодействующий с втулкой 3.
5. Копирный диск, его профиль имеет перепад диаметров (r и R).
6. Двуплечий рычаг между копирным диском и фиксатором.
7. Упорный диск.
8. Червячное колесо.
9. Откидной рычаг.
Срабатывание стола производится в три этапа, причём, за 1 полный оборот копирного диска 5:
1. Расфиксация планшайбы;
2. Поворот планшайбы на требуемый угол;
3. Фиксация планшайбы в новом рабочем положении.
Первоначально двигатель запускается от пульта управления. Начинается вращение вала электродвигателя, а фиксационная муфта работает на проскальзывание. Когда отработает лимитирующая силовая головка, от неё идёт сигнал на включение электромагнита через реле времени. При этом электромагнит притягивает рычаг «9», который освобождает упор диска «7», и при выходе за пределы рычага «9» реле времени размыкает электроцепь питания электромагнита и рычаг «9» возвращается в исходное положение.
Вращение по кинематической цепи, через червяк, идёт на вао, и по цепи на копирный диск «5». За счёт профиля диска «5» при переходе рычага «6» с r на R происходит выход фиксатора «4» из втулки «3», тоесть происходит расфиксация.
По мере вращения диска «5» его ролик входит в паз мальтийского механизма «2» и начинает поворачивать планшайбу на заданный угол, происходит поворот планшайбы стола.
Дальше рычаг «6» переходит на малый диаметр копирного диска «5» и перемещает фиксатор «4» вверх, где он фиксирует планшайбу вновом положении. В этот самый момент упор, закреплённый на фиксаторе, нажимает на конечный выключатель «ВК», который в свою очередь подаёт команду на включение электродвигателей всех силовых головок.
Таким образом, рабочий цикл станка будет повторяться по аналогичной последовательности. Работа стола будет повторяться циклично до тех пор, пока не выключат электродвигатель «ЭД», либо силовые головки.
«+» простота конструкции, так как не требуется отдельный гидро- или пневмопривод;
«+» достаточно большая точность фиксации (определяется зазором в соединении фиксатор-втулка (0,02 – 0,03мм));
«–» невозможность регулирования числа позиций при фиксации стола.
18. Модульный принцип создания оборудования с числовым программным управлением. Разновидности и технологическое назначение стандартных модулей.
Метод агрегатирования нашел свое продолжение в модульном принципе создания оборудования с ЧПУ. Суть этого метода аналогична методу агрегатирования, отличие заключается в большей сложности узлов, что позволяет применять их в станках с ЧПУ.
Дата добавления: 2020-06-09; просмотров: 881;
Поиск по сайту
Узнать еще
- I. Понятие о принципах обучения, их взаимосвязь.
- III. Механизмы, средства и методы психологического воздействия.
- III. Общий принцип сочетания методов в процессе обучения.
- III. Части речи и принципы их классификации
- IV. Критерии и принципы обеспечения безопасности
- IV. Основные принципы этикета государственного служащего
- VIII. Принципы развивающего обучения.
- А) Назначение и устройство

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
