Типы и формы организации производства
Тип производства – классификационная категория производства, выполняемая по признакам широты номенклатуры, регулярности, стабильности и объема выпуска изделий.
Объем выпуска изделий – количество изделий определенного наименования, типоразмера и исполнения, изготовленных или ремонтируемых предприятием в течение планируемого интервала времени.
Производство подразделяется на три типа:
- единичное;
- серийное;
- массовое.
Единичное производство – производство, характеризуемое широкой номенклатурой изготовляемых или ремонтируемых изделий и малым объемом выпуска изделий.
Серийное производство – производство, характеризуемое ограниченной номенклатурой изделий, изготавливаемых или ремонтируемых периодически повторяющимися партиями выпуска.
Производственная партия – это группа заготовок одного наименования и типоразмера, запускаемых в обработку одновременно или непрерывно в течение определенного интервала времени. Количество деталей в партии:
 , (1.1)
, (1.1)
где N – объем выпуска,
Т – количество рабочих дней в планируемом периоде выпуска,
а – периодичность запуска в днях.
Серия изделий – это общее количество изделий определенного наименования, типоразмера и исполнения, изготавливаемых или ремонтируемых по неизменной конструкторской документации.
Различают мелкосерийное, среднесерийное и крупносерийное производство.
Массовое производство – производство, характеризуемое узкой номенклатурой и большим объемом выпуска изделий, непрерывно изготавливаемых или ремонтируемых в течение продолжительного времени.
Коэффициент закрепления операций – основная характеристика типа производства, представляющий собой отношение числа всех различных технологических операций, выполненных или подлежащих выполнению в течение месяца, к числу рабочих мест:
 , (1.2)
, (1.2)
где О – число операций,
Р – число рабочих мест, на которых выполняются операции.
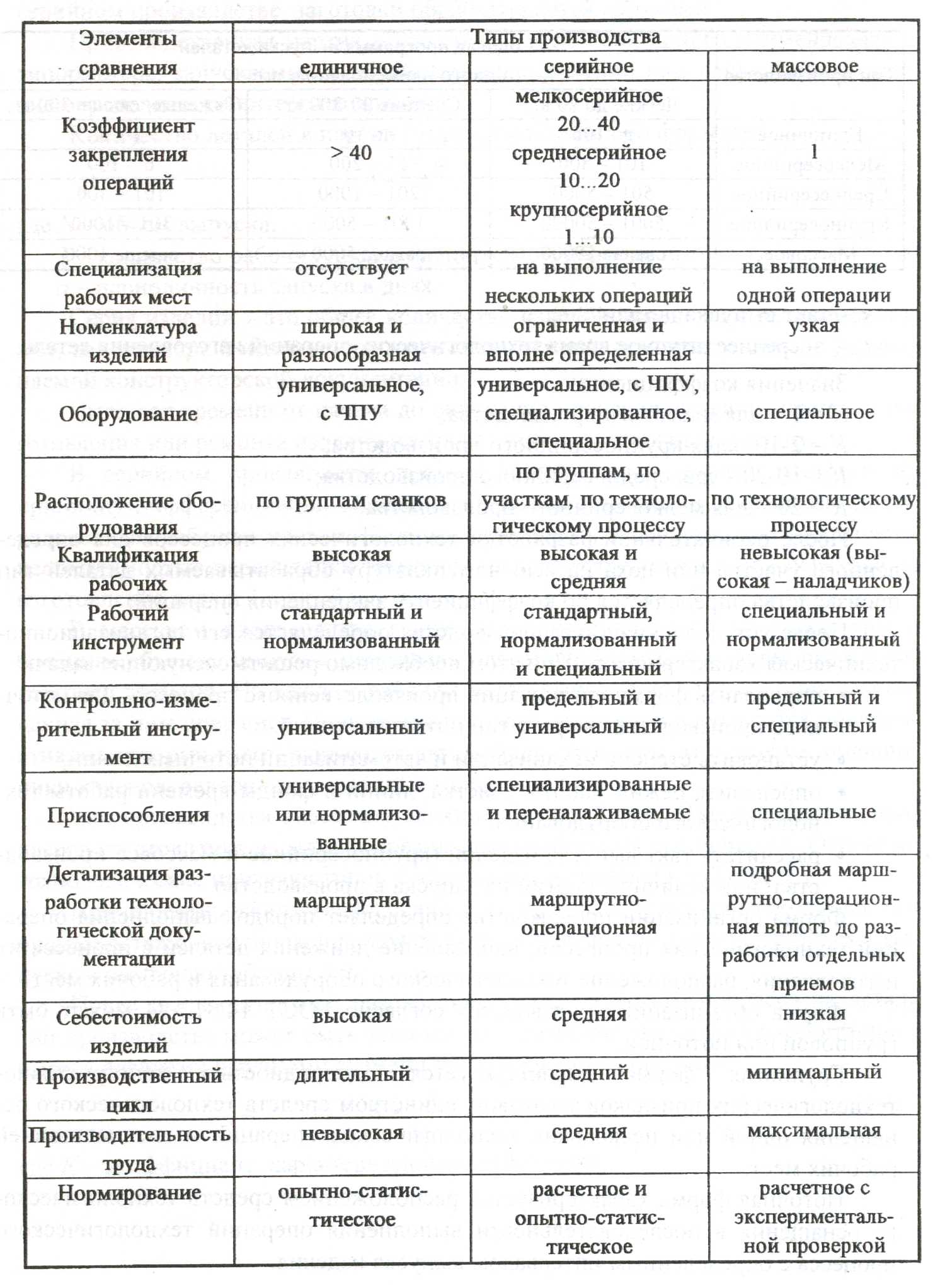
Тип производства оказывает влияние на построение ТП изготовления изделий и организацию работы на предприятии. Основные технологические признаки типов производств приведены в табл. 1.1.
Форма организации производства определяет порядок выполнения операций ТП, направление движения деталей в процессе их изготовления, расположение технологического оборудования и рабочих мест. Форма организации производства может быть групповой или поточной.
Групповая форма характеризуется однородностью конструктивно-технологических признаков заготовок, единством средств технологического оснащения одной или нескольких технологических операций и специализацией рабочих мест.
Поточная форма характеризуется расположением средств технологического оснащения в последовательности выполнения операций ТП с определенным интервалом выпуска изделия.
Для единичного и мелкосерийного производства характерна групповая форма организации производства, при этом оборудование располагается группами по принципу однородности. В среднесерийном производстве создаются предпосылки для реализации ТП с чертами поточности, когда оборудование устанавливается по возможности по ходу ТП. В крупносерийном и массовом производствах самой рациональной формой является поточная реализация производства.
Существует две формы организации поточного производства: непрерывно-поточная и прерывно-поточная.
В непрерывно-поточном производстве рабочие места располагают в порядке выполнения ТП, образуя поточную линию. Каждая операция закреплена за определенным рабочим местом. Продолжительность выполнения операции равна или кратна такту выпуска изделий.
Такт выпуска – интервал времени, через который производится выпуск изделий:
 , (1.3)
, (1.3)
Таблица 1.1. Характеристика типов производств 
где F – действительный фонд рабочего времени в планируемом периоде;
N – объем выпуска изделий за планируемый период.
В прерывно-поточном производстве рабочие места располагают так же, как в непрерывно-поточном, но длительность выполнения операций не равна и не кратна такту.
Целесообразность применения поточной формы организации производства устанавливают по числу рабочих мест, приходящихся на одну операцию:
 (1.4)
(1.4)
где tшт.ср. – среднее штучное время основных операций,
 – такт выпуска.
– такт выпуска.
При  принимается поточная форма организации производства, в противном случае – групповая.
принимается поточная форма организации производства, в противном случае – групповая.
В условиях крупносерийного и массового производств используют автоматизированные, автоматические и комплексные автоматические линии, в том числе роторные и роторно-конвейерные. Высшей формой развития автоматизированного производства являются гибкие производственные системы (ГПС).
Дата добавления: 2016-06-29; просмотров: 3859;
Поиск по сайту
Узнать еще
- Cущность организации и ее основные признаки
- I. Общие принципы структурно-функциональной организации клетки и её компоненты. Плазмолемма, её структура и функции.
- I. Ориентация формы в среде.
- I. Политический режим: понятие, сущность и основные типы.
- I. Понятие и типы политических партий.
- II. Оппозиционные организации и их роль в подготовке революции
- II. Политическое развитие страны: реформы и их последствия
- II. Технология производства ДСП. Шлифованное ДСП.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
